
封入封緘装置
【課題】作製される封書の厚みに応じた適切なニップ圧で圧着箇所をニップすること。
【解決手段】作製される封緘前の封書の厚さを示す情報を厚さ情報として取得する厚さ情報取得部2と、厚さ情報取得部2で取得された厚さ情報と、作製される封緘前の封書の厚さとその厚さに適したニップ圧制御量に関する情報とがテーブル化された厚さ別制御情報とを照合し、フラップニップローラ対3Aを厚さ情報に応じた制御をするための圧着制御情報を取得する圧着制御情報取得部5と、圧着制御情報に基づき、フラップニップローラ対3Aのニップ圧を可変制御する制御部6とを備えた。
【解決手段】作製される封緘前の封書の厚さを示す情報を厚さ情報として取得する厚さ情報取得部2と、厚さ情報取得部2で取得された厚さ情報と、作製される封緘前の封書の厚さとその厚さに適したニップ圧制御量に関する情報とがテーブル化された厚さ別制御情報とを照合し、フラップニップローラ対3Aを厚さ情報に応じた制御をするための圧着制御情報を取得する圧着制御情報取得部5と、圧着制御情報に基づき、フラップニップローラ対3Aのニップ圧を可変制御する制御部6とを備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、所望の封入物を封入した封筒における圧着領域をニップして封緘する封入封緘装置に係り、特に封緘時における封筒の厚さに応じて適切なニップ圧で封筒を圧着することのできる封入封緘装置に関するものである。
【背景技術】
【0002】
従来から、封筒用紙に折り加工を施して作製される封筒に封入物を封入し封緘を行う封入封緘装置が知られている。また、この種の封入封緘装置では、封筒の変形や剛性の低下等の発生を防止ため、封緘用の接着剤として感圧接着剤を使用している。
【0003】
この種の封入封緘装置において、ニップローラ間のギャップを固定にしてニップ圧を一定に保ちながら封筒の封緘処理を行うような構成とした場合、封入する封入物の枚数、封入物若しくは封筒用紙の折り方又は紙質等の封書の作製条件により、適切なニップ圧で接着部分がニップされない虞があった。
【0004】
すなわち、封入物が多枚数となって封筒の厚さが通常よりも増すような場合では、封筒がニップローラと搬送経路との間のギャップを通過することができずにジャムが発生してしまい、逆に封筒用紙の内面に印刷を施して封入物を封入しないような場合では、封筒の厚さが通常よりも薄くなるため、ニップローラによって圧着部領域が十分にニップされずに圧着不良が起こるという問題があった。
【0005】
そこで、このような問題を解決するべく、下記特許文献1に開示される封入封緘装置では、ニップローラ間のギャップや接触圧力を調整するギャップ調節機構を具備し、封筒の厚さに応じて適切な接着強度となるようにローラ間のギャップを調整可能としている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−195422号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に開示される封入封緘装置では、作業者が調節ねじを手動で回転することにより、ニップローラを上下方向に移動してニップローラ間のギャップを調節している。このため、例えば封書の宛先に応じて封入物の枚数を可変させるようなジョブを実行した場合、封筒の厚さが変化する度に、ニップローラ間のギャップを封筒の厚さに応じて微調整しなければならず煩雑であった。また、不慣れな作業者では、このような使用状況において、ニップローラのニップ圧を封筒の厚さに応じて調整するのが困難であった。
【0008】
そこで、本発明は上記問題点に鑑みてなされたものであり、作業者の手を煩わせることなく封緘時の封筒の厚さに応じて適切なニップ圧でニップすることのできる封入封緘装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
上記した目的を達成するため、請求項1記載の封入封緘装置は、封筒本体とフラップとの接着部分であるフラップ接着部をニップするフラップニップローラ対で圧着封緘する封入封緘装置において、
封緘直前の封筒の厚さを示す情報を厚さ情報として取得する厚さ情報取得部と、
前記厚さ情報取得部で取得された前記封筒の厚さに応じて前記フラップニップローラ対のニップ圧を可変制御する制御部と、
を備えたことを特徴とする
【0010】
請求項2記載の封入封緘装置は、請求項1記載の封入封緘装置において、前記厚さ情報取得部で取得された前記厚さ情報と、前記封筒の厚さとその厚さに適したニップ圧制御量に関する情報とがテーブル化された厚さ別制御情報とを照合し、前記フラップニップローラ対を前記厚さ情報に応じた制御をするための圧着制御情報を取得する圧着制御情報取得部を備え、
前記制御部は、前記圧着制御情報取得部からの前記圧着制御情報に基づき、前記フラップニップローラ対のニップ圧を可変制御することを特徴とする。
【0011】
請求項3記載の封入封緘装置は、請求項1又は2記載の封入封緘装置において、前記制御部は、前記フラップニップローラ対で前記フラップ接着部をニップするときに、前記圧着制御情報で規定されたニップ圧で圧着制御することを特徴とする。
【0012】
請求項4記載の封入封緘装置は、請求項2又は3記載の封入封緘装置において、前記厚さ別制御情報は、前記封筒の厚さに応じて前記フラップニップローラ対の適切な回転速度を規定するための情報を含み、
前記制御部は、前記圧着制御情報取得部からの前記圧着制御情報に基づき、前記フラップニップローラ対のニップ圧及びローラの回転速度を可変制御することを特徴とする。
【発明の効果】
【0013】
請求項1又は2記載の封入封緘装置によれば、作製する封書の厚さが封入物の枚数等によって変化するようなジョブの場合であっても、その都度、封書の厚さに応じて調整する必要がなく、自動的に作製される封書の作製条件に基づき適切なニップ圧で封筒のフラップ接着部をニップすることができる。
【0014】
また、請求項3記載の封入封緘装置によれば、封書の厚さに応じたニップ圧を、少なくともフラップ接着部の圧着時に加わるようにニップ圧制御をしているため、不要な圧力を封筒に加わることがなく、ニップによる封筒の破損等を防止することができる。
【0015】
請求項4記載の封入封緘装置によれば、作製する封書の厚さに応じたニップ圧の可変制御に加え、フラップニップローラ対の回転速度も可変制御するため、より確実にフラップ接着部の封緘処理を行うことができる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る封入封緘装置を備える封書作製装置の概略構成図である。
【図2】封筒用紙の一例を示す説明図である。
【図3】本例の封入封緘装置のシステム構成を示す機能ブロック図である。
【図4】(a)は本装置の圧力機構の構成を示す概略斜視図であり、(b)は同圧力機構の構成を示す概略側面図である。
【図5】封入物の枚数によるニップ圧と速度比との関係を示す制御テーブルである。
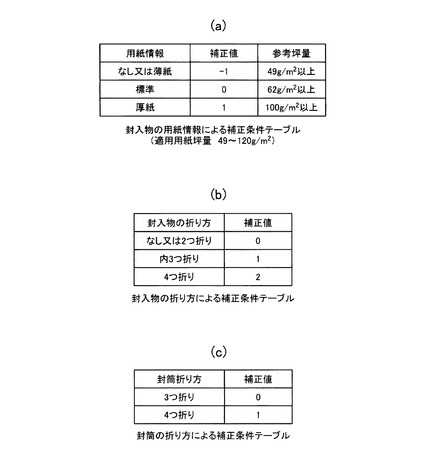
【図6】(a)は用紙の厚みと補正値との関係を示す補正条件テーブルであり、(b)は封入物のおり方と補正値との関係を示す補正条件テーブルであり、(c)は封筒用紙の折り方と補正値との関係を示す補正条件テーブルである。
【図7】補正値をふまえたパターン毎のニップ圧と速度比との関係を示す一覧表である。
【図8】圧力機構におけるパターン毎のニップ圧とフラップ接着部通過時間との関係を示す制御波形パターンである。
【発明を実施するための形態】
【0017】
以下、本発明を実施するための形態について、添付した図面を参照しながら詳細に説明する。また、この実施の形態によりこの発明が限定されるものではなく、この形態に基づいて当業者などによりなされる実施可能な他の形態、実施例及び運用技術などはすべて本発明の範疇に含まれる。
【0018】
[1.封書作製装置について]
まず、本発明に係る封入封緘装置1を備えた封書作製装置200について説明する。以下の説明では、本発明に係る封入封緘装置1と、封入物及び封筒用紙Eaを印刷する印刷装置50とを接続して構成される封書作製装置200の実施例である。
【0019】
図1に示すように、封書作製装置200は、作製すべき封書毎に処理を行うべく、封筒形状に折り加工される封筒用紙Eaと、枚葉状の用紙である封入物に対し、共通の印刷装置50を用いて適切な順序で必要な印刷を施す。そして、印刷後の封筒用紙Ea及び封入物を封入封緘装置1に送り込み、それぞれ別系統の搬送経路で搬送しながら、封筒用紙Eaについては、封筒Eの形態となるように封筒用紙Eaを折るとともに、封入物にも必要に応じて折りを施す。そして、最終的に両者を封入封緘手段(後述する封入部130、封緘部140)で合流させ、封入物を封筒Eに封入封緘して装置の上部に完成した封書として揃えて排出する。なお、各部に図示される矢印は、用紙、封筒用紙Ea及び折り工程により形成された封筒Eの搬送方向を示している。
【0020】
[2.封筒用紙について]
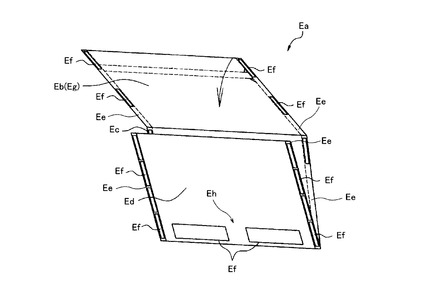
本例の封入封緘装置1で使用される封筒用紙Eaは、成形時に封入物を包み込むように少なくとも紙片を2つ以上が折り目で繋げられた矩形の用紙である。図2は、封筒用紙Eaの一例として、第1紙片Eb、第2紙片Ec、第3紙片Edの3つの紙片からなる3つ折り用の封筒用紙Eaである。
【0021】
図2において、封筒用紙Eaを構成する各紙片の表面又は裏面における幅方向の両縁端(以下、「サイド部Ee」という)には、感圧接着剤Efが帯状に設けられている。これら感圧接着剤Efは、各紙片を折って封筒Eの形状に組み立てたときに、対応する紙片同士の感圧接着剤Efが互いに同じ位置に来て当接するように考慮されて適宜配置されている。また、紙片のサイド部Eeの内側であり最終折り工程で折られるフラップとしての役目を果たす紙片(以下、「フラップEg」という)の裏面が当接する圧着領域となる箇所(以下、「フラップ接着部Eh」という)に、感圧接着剤Efが幅方向に沿って帯状のパターンで設けられている。
【0022】
感圧接着剤Efとしては、用紙に設けた感圧接着剤Ef同士を密着させて所定の圧力を加えることによって接着力を発揮する種類の接着剤であり、例えばマイクロカプセルを利用した2液式のものや天然ゴム系の接着材料などが知られている。
【0023】
なお、サイド部Eeとフラップ接着部Ehとで異なる圧力で接着力を発揮する感圧接着剤Efを使用してもよく、各感圧接着剤Efの配置パターンは、使用する用紙サイズ、紙質、折り方等の条件に応じて任意に設定される。
【0024】
[3.印刷装置について]
図1に示すように、印刷装置50は、封筒用紙Ea及び封入物となる用紙を印刷して排出する装置であり、各部を収納する筐体の内部又は側面等に、複数種類の用紙(封入物となる枚葉状の用紙や封筒用紙Ea)を収納可能な複数の給紙トレイ51と、導入路52からの用紙を搬送するループ状の搬送経路53、シアン(C)、ブラック(K)、マゼンタ(M)、イエロー(Y)の各色のインクをそれぞれ吐出する4つのインクジェット装置C、K、M、Yからなる印刷手段54と、用紙を封入封緘装置1に排出する第1の排出路55と、用紙をループ外に排出する第2の排出路56と、搬送経路53を搬送されてきた用紙を受け入れた後に逆行させて搬送経路53に戻して用紙の上下を反転させるスイッチバック路57と、を備えている。
【0025】
[4.封入封緘装置について]
(4−1.装置概要)
図1に示すように、封入封緘装置1は、印刷装置50の第1の排出路55から送られた封筒用紙Eaや封入物となる用紙を受け入れて封筒用紙Eaを折り込んだ封筒Eに封入物を封入封緘する装置である。
【0026】
詳述すると、印刷装置50から搬送される封筒用紙Eaの案内路である第1の搬送経路110の終端に設けられ、封筒用紙Eaを折って封筒Eの形態を作製する第1の折り手段(主折りローラA’、用紙搬送ローラD’及び第1折りローラB’で構成)と、第1の搬送経路110の前段から分岐して印刷装置50から搬送される封入物(用紙)の案内路である第2の搬送経路120の終端に設けられ、用紙を折り畳むための第2の折り手段(主折りローラA、第1折りローラB、第2折りローラC及び用紙搬送ローラDで構成)と、第1の搬送経路110と第2の搬送経路120の合流点にあり封筒用紙Eaに必要に応じてさらに折りを与える第3の折り手段であるとともに、折られた封筒用紙Eaに封入物を整合させた後にさらに折りを加えることにより、封入物を封筒E内に包み込ませる封入処理を行う封入部130(主折りローラA”、用紙搬送ローラD”、第1及び第2折りローラB”,C”で構成)と、封入物が封入された封筒Eにおける感圧接着剤Efの塗布箇所を上下からニップして圧力を加えて感圧接着により封緘処理を行う圧着機構3を備えた封緘部140と、装置筐体の上面に設けられ、封入封緘が完了して完成した封書を順次積み上げる排出台150と、封書を排出台150へ搬送する排出搬送部160と、封入封緘装置1及び印刷装置50の各機構を制御するための共通の制御部170と、印刷装置50及び封入封緘装置1及び印刷装置50の各部を駆動制御するのに必要な駆動制御情報等を記憶する共通の記憶部180とを備えている。
【0027】
なお、制御部170は、上述した封入封緘装置1及び印刷装置50における各構成要件の駆動制御の他、本発明の主要部である圧着機構3による封緘処理制御を行っているため、その制御機能については、封入封緘装置1におけるシステム構成(制御部6)として追って詳述する。また、記憶部180についても、圧着機構3による封緘処理に関する各種情報を記憶しているため、同様に封入封緘装置1におけるシステム構成(記憶部4)で詳述する。
【0028】
そして、本例の封入封緘装置1では、封筒用紙Eaに折り加工を施して成形された封筒Eに封入物を封入して作製される封緘前の封書の厚さ、又は封筒用紙Eaに直接印刷処理が施された封筒用紙Eaから成形して作製される封緘前の封書の厚さを検出し、この厚さに応じて適切なニップ圧で封筒Eをニップして封緘処理を行っている。
以下、封入封緘装置1の封緘処理に関するシステム構成について説明する。
【0029】
(4−2.封緘処理に関するシステム構成)
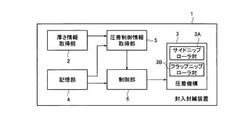
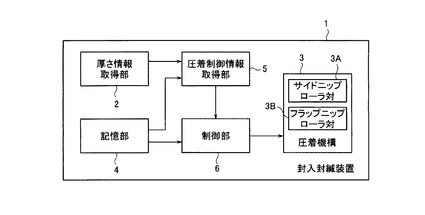
次に、本例の封入封緘装置1における封緘処理に関するシステム構成について説明する。図3に示すように、本発明に係る封入封緘装置1は、作製される封緘前の封書の厚さに応じて適切なニップ圧で封緘処理を行うため、そのシステム構成として厚さ情報取得部2と、圧着機構3と、記憶部4と、圧着制御情報取得部5と、制御部6とを備えている。
【0030】
なお、記憶部4及び制御部6は、上述したように封書作製装置200の制御部170及び記憶部180がその機能を賄う構成例であるが、独立して封入封緘装置1に搭載した構成とすることもできる。
【0031】
厚さ情報取得部2は、封書の作製条件である封書作製情報のうち、作製される封緘前の封書の厚さを示す情報(封入物の枚数、封入物の用紙情報(坪量)、封入物の折り方、封筒用紙Eaの折り方等)を厚さ情報として外部(例えば、PC等の外部端末や印刷装置50等の外部機器、又はユーザによる設定入力操作)から取得して圧着制御情報取得部5に出力している。
【0032】
また、厚さ情報取得部2の他の構成例として、外部から取得した封書作製情報を厚さ情報として取得する他に、以下の各構成によって封筒Eの厚さ情報を取得することができる。
(1)投受光器で構成される透過センサを圧着機構3の前段に配置し、搬送される封緘前の封書の実際の厚さを光学的に検出して厚さ情報を取得する構成。
(2)封緘直前の封筒Eを搬送する搬送ローラの電流値を測定し、この電流値から搬送される封緘前の封書の実際の厚さに応じた厚さ情報を取得する構成。
なお、上記(1)、(2)構成は、上述した外部からの封書作製情報を取得する構成と任意に組み合わせることで、より詳細に封筒Eの厚さ検出を行うことができる。
【0033】
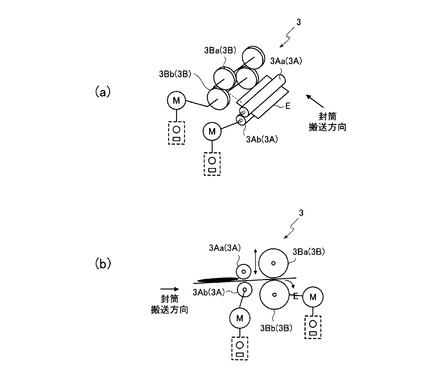
圧着機構3は、図4(a)又は(b)に示すように、封入部130と排出搬送部160との間を結ぶ搬送経路上に設けられ、封筒Eのフラップ接着部Ehをニップするフラップニップローラ対3Aと、封入物を包み込んだ未封緘状態の封筒Eのサイド部Eeをニップするサイドニップローラ対3Bとで構成されている。
【0034】
フラップニップローラ対3Aは、封筒Eのフラップ接着部Ehにある感圧接着剤Efに所定圧力を加えられるように剛性の高い金属で構成されており、その軸方向の長さは封筒用紙Eaにおけるサイド部Ee間の幅よりも短くなっている。フラップニップローラ対3Aは、封筒Eの搬送面側に設けられ、搬送面に対して垂直方向に上下移動して封筒Eに対するニップ圧を調整するための従動側フラップニップローラ3Aaと、搬送経路の裏面側に設けられ、封筒Eを送り方向へと回転する駆動側フラップニップローラ3Abとの上下1組で構成され、搬送経路を挟んで対向配置されている。
【0035】
サイドニップローラ対3Bは、フラップニップローラ対3Aよりも上流側に配置され、フラップニップローラ対3Aと同様に封筒Eの感圧接着剤Efに所定圧力を加えられるように剛性の高い金属で構成されている。また、サイドニップローラ対3Bは、左右1対のローラを有する車輪形状であり、各ローラの幅は、封筒用紙Eaの幅方向のサイド部Eeに設けられた感圧接着剤Efの塗布幅よりも小さい。さらに、ローラの間隔は封入される封入物の幅よりも大きく、封筒Eの幅よりも小さくなるように封筒Eの幅方向に沿って配設されている。このような形状のサイドニップローラ対3Bは、封筒Eの搬送面側に設けられ、搬送面に対して垂直方向に上下移動して封筒Eに対するニップ圧を調整するための従動側サイドニップローラ3Baと、搬送経路の裏面側に設けられ、封筒Eを送り方向へと回転する駆動側サイドニップローラ3Bbとの上下1組で構成され、封入物が封入された封筒Eの幅方向のサイド部Eeを、それぞれ上下からニップして圧力を加えている。
【0036】
なお、サイドニップローラ対3B及びフラップニップローラ対3Aが封筒用紙Eaに与える圧力は、感圧接着剤Efの種類にもよるが、例えば700N/cm程度とすることができる。また、サイドニップローラ対3Bとフラップニップローラ対3Aの配設位置は、逆転した構成としてもよい。
【0037】
記憶部4は、例えば書き換え可能なROMやRAM等の半導体メモリやHDD等で構成され、封入封緘装置1を駆動する各部の制御情報を記憶している。また、記憶部4は、作製される封緘前の封書の厚さに関する情報と、その厚さ適したニップ圧制御量に関する情報とをテーブル化した厚さ別制御情報として、以下の各テーブルを記憶している。
【0038】
具体的には、図5に示すように、封入される封入物の枚数に応じたニップ圧比及びローラの回転速度比を複数にパターン分けした基本制御情報テーブルを記憶している。また、記憶部4は、図6に示すように、厚さ情報取得部2からの厚さ情報と、この各厚さ情報に応じた補正値とをテーブル化した補正条件テーブルを記憶している。さらに、記憶部4は、図7に示すように、基本制御情報テーブルと各補正条件テーブルとに基づき補正処理されたニップ圧比及びローラの回転速度比毎にパターン分けした圧着制御情報テーブルを記憶している。
【0039】
ここで、記憶部4に記憶される厚さ別制御情報である、基本制御情報テーブル、補正条件テーブル、及び圧着制御情報テーブルについてそれぞれ説明する。なお、各テーブルで規定している各値は、予め実験等で得られる実験結果に基づき導き出した一例であり、使用環境や条件によって適宜に変更されることは言うまでもない。
【0040】
(基本制御情報テーブル)
図5に示すように、基本制御情報テーブルは、厚さ情報における封入物の枚数情報に応じて規定した圧着制御条件(ニップ圧比及びローラの回転速度比)と、補正条件テーブルにおける各補正値の補正対象となる基本値とを関連付けしてテーブル化したものである。
図例では基本制御情報を4つのパターンに場合分けしており、「封入物なし」、「1枚」、「2〜3枚」、「4〜5枚」についてそれぞれ「1」〜「4」の数値を基本値として割り当て、「封入物なし」をデフォルト値とし、封入物の枚数が増えるに連れて、それぞれ適切なニップ圧比及びローラの回転速度比が規定されている。
【0041】
(補正条件テーブル)
図6に示すように、補正条件テーブルは、厚さ情報における封入物の用紙情報、封入物の折り方情報、封筒用紙Eaの折り方情報について、それぞれ条件に応じた補正値をテーブル化したものである。なお、各テーブルの補正値とは、基本制御情報に割り当てた基本値(本例では、「1」〜「4」)に加算される値である。
・封入物の用紙情報による補正値は、図6(a)に示すように、封入物に使用される用紙(適用用紙坪量:49g/m2 〜120g/m2 )が「薄紙」(坪量:49g/m2 〜61g/m2 )、「標準」(坪量:62g/m2 〜99g/m2 )、「厚紙」(100g/m2 〜120g/m2 )の何れかにより、それぞれ補正値を「−1」、「0」、「1」として規定している。
・封入物の折り方情報による補正値は、図6(b)に示すように、封入物の折り方が「なし又は2つ折り」、「内3つ折り」、「4つ折り」の何れかにより、それぞれ補正値を「0」、「1」、「2」として規定している。
・封筒用紙Eaの折り方情報による補正値は、図6(c)に示すように、「3つ折り」、「4つ折り」の何れかにより、それぞれ補正値を「0」、「1」として規定している。
【0042】
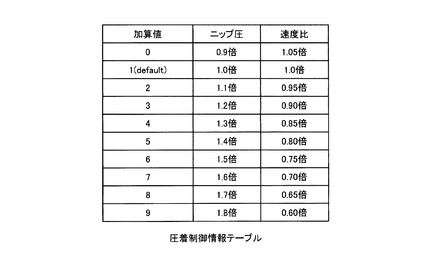
(圧着制御情報テーブル)
図7に示すように、圧着制御情報テーブルは、封書作成情報における封入物の枚数情報に基づき選択された基本制御情報を基に、厚さ情報における封入物の用紙情報、封入物の折り方情報及び封筒用紙Eaの折り方情報に応じた各補正条件テーブルの補正値を加算処理して得られる加算値と、厚さ情報の各条件に応じた圧着制御条件(ニップ圧比及びローラの回転速度比)とを関連付けしてテーブル化したものである。
図例では、基本制御情報テーブルの4パターンを基に、各補正条件テーブルの補正値を加算処理した加算値(0〜9)と圧着制御条件とを関連付けた9つの圧着制御情報としている。
【0043】
圧着制御情報取得部5は、厚さ情報取得部2からの厚さ情報と、記憶部4に記憶される厚さ別制御情報(基本制御情報テーブル、補正条件テーブル及び圧着制御情報テーブル)とを照合し、封筒Eの厚さに応じた圧着制御情報を制御部6に出力している。
【0044】
具体的には、厚さ情報における封入物の枚数情報と、記憶部4に記憶される基本制御情報テーブルとを照合して封入物の枚数に該当する基本値を選択する。次に、圧着制御情報取得部5は、厚さ情報における封入物の用紙情報、封入物の折り方情報及び封筒用紙Eaの折り方情報と、記憶部4に記憶される各補正条件テーブルとを照合し、選択された基本値に各条件に応じた補正値を加算処理して加算値を算出する。そして、この加算値と記憶部4に記憶される圧着制御情報とを照合し、加算値に該当する圧着制御情報を選択して制御部6に出力している。
【0045】
制御部6は、例えばCPUやROM、RAM等で構成されたマイクロコンピュータであり、サイドニップローラ対3Bのニップ処理に関する駆動制御等の、封入封緘装置1を構成する各部の駆動制御を行っている。また、制御部6は、封書作製時に取得した封書作製情報のフラップ接着部の位置情報と、圧着制御情報取得部5からの圧着制御情報に基づき、封筒Eの厚さに基づく適切なニップ圧及びローラの回転速度となるようフラップニップローラ対3Aを駆動制御している。
【0046】
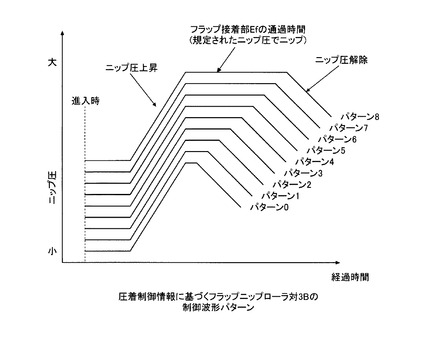
図8は、制御部6から出力した駆動制御信号によるフラップニップローラ対3Aの駆動制御状態の制御波形パターン例を示している。
図示の例では、フラップニップローラ対3Aの駆動制御として、フラップ接着部Ehの位置を封書作製情報におけるフラップ接着部Ehの位置情報で把握する。次に、選択される圧着制御情報に拘わらず、まず所定ニップ圧で封筒Eをニップし、搬送に伴いフラップ接着部Ehがフラップニップローラ対3Aの圧着位置に接近するに従って徐々にニップ圧を上昇させる。そして、フラップ接着部Ehがフラップニップローラに達する時点で、圧着制御情報によって規定されたニップ圧(すなわち、ニップされる封筒Eに応じた最大ニップ圧)とし、このニップ圧が加わった状態でフラップ接着部Ehが前記圧着位置を所定時間掛けて通過した後、ニップを徐々に解除するように制御している。
【0047】
図中の各制御波形パターンが示すように、作製される封緘前の封書の厚さによってニップ圧の強さやローラの回転速度が異なるため、封書が厚くなるに連れてニップ圧が強くなり、さらにフラップ接着部Ehがフラップニップローラ対3Aの圧着位置通過時間が長くなっていることがわかる。
【0048】
なお、フラップニップローラ対3によるフラップ接着部Ehの圧着制御は、フラップ接着部Ehの位置を封書作製情報におけるフラップ接着部Ehの位置情報で把握し、少なくともフラップ接着部Ehに適切なニップ圧が加わるように、搬送される封筒Eのフラップ接着部Ehにおける前後数センチの部分にのみ、作製される封緘前の封書の厚さに応じたニップ圧でニップするように調整制御することで、余計な圧が封筒Eに加わらず封筒Eの破損等を防ぐ効果を奏する。
【0049】
<4−3.処理動作>
次に、上述した封入封緘装置1の封緘処理動作について、上述した封書作製装置200における一連の封書作製処理動作に沿って説明する。ここでは、厚さ情報として封入物の枚数情報を「1枚」、封入物の用紙情報を「標準」、封入物の折り方情報を「内3つ折り」、封筒用紙Eaの折り方情報を「3つ折り」とした封書作製情報を、情報設定先である印刷装置50から取得する構成として封緘処理を行う例である。
【0050】
まず、ユーザは、作製する封書の条件を上記内容となるように印刷装置50に設定する。次に、封書作製装置200を駆動させると、設定した封書作製情報に基づき、封筒用紙Ea及び封入物に対して所望の印刷が施され、それぞれ封入封緘装置1に搬送される。
【0051】
封筒用紙Ea及び封入物が封入封緘装置1に搬送されると、封筒用紙Eaは第1の搬送経路110へ、封入物は第2の搬送経路120にそれぞれ搬送され、所定の折り加工が施された後、第1の搬送経路110と第2の搬送経路120の合流地点にある封入部130で封入物を封筒Eに包み込むようにした状態で封緘部140に搬送する。
【0052】
一方、封緘処理を行うべく、厚さ情報取得部2は、印刷装置50で設定された封書作製情報のうち、作製される封緘前の封書の厚みを示す情報(封入物の枚数情報を「1枚」、封入物の用紙情報を「標準」、封入物の折り方情報を「内3つ折り」、封筒用紙Eaの折り方情報を「3つ折り」)を取得し、これを厚さ情報として圧着制御情報取得部5に出力する。
【0053】
圧着制御情報取得部5は、厚さ情報取得部2からの厚さ情報と、記憶部4に記憶した厚さ別制御情報とを照合し、作製される封緘前の封書の厚みに応じた圧着制御情報を取得する。
すなわち、厚さ情報における封入物の枚数情報と、記憶部4に記憶される基本制御情報テーブルとを照合し、テーブル中の基本値として「2」を選択する。次に、厚さ情報における封入物の用紙情報、封入物の折り方情報及び封筒用紙Eaの折り方情報と、記憶部4に記憶される各補正条件テーブルとを照合して、基本値に対する補正値(封入物の用紙情報は「0」、封入物の折り方情報は「1」、封筒用紙Eaの折り方情報は「0」)をそれぞれ選択し、加算処理を行って加算値「3」を算出する。そして、算出した加算値と、記憶部4に記憶される圧着制御情報とを照合して、加算値「3」に該当する圧着制御情報を制御部6に出力する。
【0054】
制御部6は、圧着制御情報取得部5からの圧着制御情報に基づき、フラップニップローラ対3Aを駆動制御し、封筒Eのフラップ接着部Ehに対する適切なニップ圧及びローラの回転速度で圧着処理を行う。フラップ接着部Ehの圧着後は、サイドニップローラ対3Bで封筒Eのサイド部Eeを圧着して封筒Eに封緘処理を施す。そして、封緘処理された封筒Eは、排出搬送部150を介して排出台140へと搬送される。
【0055】
以上説明したように、本発明の封入封緘装置1は、厚さ情報取得部2が外部から取得した作製される封書の封書作製情報を厚さ情報として圧着制御情報取得部5に出力し、この厚さ情報と予め記憶する厚さ別制御情報である基本制御情報テーブル、補正条件テーブル及び圧着制御情報テーブルとに基づき、作製する封書に応じた圧着制御情報でフラップニップローラ対3Aの駆動制御を行っている。
【0056】
これにより、作製する封書の厚さが封入物の枚数等によって変化するようなジョブの場合であっても、その都度作製される封書の厚さに応じて調整する必要がなく、自動的に作製される封書の作製条件に基づき適切なニップ圧で封筒のフラップ接着部Ehをニップすることができるため、ニップ圧不足による封緘不良や封筒Eの搬送不良を防止することができる。
【0057】
また、封書の厚さに応じたニップ圧を、フラップ接着部Ehの前後数センチに加わるようにニップ圧制御しているため、不要な圧力を封筒Eに加わることがなく、ニップによる封筒Eの破損等を防止することができる。
【0058】
ところで、上述した形態では、厚さ情報として外部から取得した封書作製情報に基づき、封筒Eの厚さに応じたニップ圧及びローラの回転速度でフラップニップローラ対3Aを駆動制御する構成で説明したが、少なくとも封筒Eの厚さに応じたニップ圧で封緘処理を行うように制御することでフラップ接着部Ehの圧着不良を回避することができる。
【0059】
また、本装置が搭載される封書作製装置200の構成として印刷装置50がインクジェット方式であり、封入封緘装置11が封筒用紙Eaに成形工程(折り加工や圧着処理等)を施した封筒Eを用いて封入物の封入及び封緘を行う例で説明したが、これに限定されることはない。印刷装置50の構成としては、封入物や封筒用紙Eaに適切な印刷処理が行える各種画像形成装置(孔版印刷装置、複写機、レーザプリンタ等)であればよく、例えば既に事業所等に設置してある通常の画像形成装置を本発明における印刷装置50とし、これに封入封緘装置11を接続することによって封書作製装置200とすることができる。
【0060】
さらに、上述した実施形態の他の変形例としては、例えば、印刷装置の構成の代わりに印刷済みの封入物や封筒用紙Eaを封入封緘装置1へ搬送する用紙搬送装置を封入封緘装置1に接続して使用する構成とすることもできる。また、封入封緘装置1の構成として、封筒用紙Eaに折り加工を施して封筒Eを作製せず、例えば予めフラップ部に感圧接着剤Ef塗布された既製の封筒Eを用いて、封筒Eに対する封入物の封入封緘処理のみを行う構成とすることもできる。
【0061】
なお、上記変形例のように、封書作製装置200の一構成要素としてではなく、封入封緘装置11単体で使用する形態とした場合、厚さ情報である封書作製情報を、外部の端末装置(PC)やユーザによる設定処理によって取得する構成とする。
【符号の説明】
【0062】
1…封入封緘装置
2…厚さ情報取得部
3…圧着機構(3A…フラップニップローラ対、3Aa…従動側フラップニップローラ、3Ab…駆動側フラップニップローラ3B…サイドニップローラ、3Ba…従動側サイドニップローラ、3Bb…駆動側サイドニップローラ)
4、180…記憶部
5…圧着制御情報取得部
6、170…制御部
50…印刷装置(51…導入路、52…搬送経路、53…印刷手段、54…第1の排出路、55…第2の排出路、56…スイッチバック路)
110…第1の搬送経路
120…第2の搬送経路
130…封入部
140…封緘部
150…排出台
160…排出搬送部
200…封書作製装置
E…封筒(Ea…封筒用紙、Eb…第1紙片、Ec…第2紙片、Ed…第3紙片、Ee…サイド部、Ef…感圧接着剤、Eg…フラップ、Eh…フラップ接着部)
【技術分野】
【0001】
本発明は、所望の封入物を封入した封筒における圧着領域をニップして封緘する封入封緘装置に係り、特に封緘時における封筒の厚さに応じて適切なニップ圧で封筒を圧着することのできる封入封緘装置に関するものである。
【背景技術】
【0002】
従来から、封筒用紙に折り加工を施して作製される封筒に封入物を封入し封緘を行う封入封緘装置が知られている。また、この種の封入封緘装置では、封筒の変形や剛性の低下等の発生を防止ため、封緘用の接着剤として感圧接着剤を使用している。
【0003】
この種の封入封緘装置において、ニップローラ間のギャップを固定にしてニップ圧を一定に保ちながら封筒の封緘処理を行うような構成とした場合、封入する封入物の枚数、封入物若しくは封筒用紙の折り方又は紙質等の封書の作製条件により、適切なニップ圧で接着部分がニップされない虞があった。
【0004】
すなわち、封入物が多枚数となって封筒の厚さが通常よりも増すような場合では、封筒がニップローラと搬送経路との間のギャップを通過することができずにジャムが発生してしまい、逆に封筒用紙の内面に印刷を施して封入物を封入しないような場合では、封筒の厚さが通常よりも薄くなるため、ニップローラによって圧着部領域が十分にニップされずに圧着不良が起こるという問題があった。
【0005】
そこで、このような問題を解決するべく、下記特許文献1に開示される封入封緘装置では、ニップローラ間のギャップや接触圧力を調整するギャップ調節機構を具備し、封筒の厚さに応じて適切な接着強度となるようにローラ間のギャップを調整可能としている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−195422号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に開示される封入封緘装置では、作業者が調節ねじを手動で回転することにより、ニップローラを上下方向に移動してニップローラ間のギャップを調節している。このため、例えば封書の宛先に応じて封入物の枚数を可変させるようなジョブを実行した場合、封筒の厚さが変化する度に、ニップローラ間のギャップを封筒の厚さに応じて微調整しなければならず煩雑であった。また、不慣れな作業者では、このような使用状況において、ニップローラのニップ圧を封筒の厚さに応じて調整するのが困難であった。
【0008】
そこで、本発明は上記問題点に鑑みてなされたものであり、作業者の手を煩わせることなく封緘時の封筒の厚さに応じて適切なニップ圧でニップすることのできる封入封緘装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
上記した目的を達成するため、請求項1記載の封入封緘装置は、封筒本体とフラップとの接着部分であるフラップ接着部をニップするフラップニップローラ対で圧着封緘する封入封緘装置において、
封緘直前の封筒の厚さを示す情報を厚さ情報として取得する厚さ情報取得部と、
前記厚さ情報取得部で取得された前記封筒の厚さに応じて前記フラップニップローラ対のニップ圧を可変制御する制御部と、
を備えたことを特徴とする
【0010】
請求項2記載の封入封緘装置は、請求項1記載の封入封緘装置において、前記厚さ情報取得部で取得された前記厚さ情報と、前記封筒の厚さとその厚さに適したニップ圧制御量に関する情報とがテーブル化された厚さ別制御情報とを照合し、前記フラップニップローラ対を前記厚さ情報に応じた制御をするための圧着制御情報を取得する圧着制御情報取得部を備え、
前記制御部は、前記圧着制御情報取得部からの前記圧着制御情報に基づき、前記フラップニップローラ対のニップ圧を可変制御することを特徴とする。
【0011】
請求項3記載の封入封緘装置は、請求項1又は2記載の封入封緘装置において、前記制御部は、前記フラップニップローラ対で前記フラップ接着部をニップするときに、前記圧着制御情報で規定されたニップ圧で圧着制御することを特徴とする。
【0012】
請求項4記載の封入封緘装置は、請求項2又は3記載の封入封緘装置において、前記厚さ別制御情報は、前記封筒の厚さに応じて前記フラップニップローラ対の適切な回転速度を規定するための情報を含み、
前記制御部は、前記圧着制御情報取得部からの前記圧着制御情報に基づき、前記フラップニップローラ対のニップ圧及びローラの回転速度を可変制御することを特徴とする。
【発明の効果】
【0013】
請求項1又は2記載の封入封緘装置によれば、作製する封書の厚さが封入物の枚数等によって変化するようなジョブの場合であっても、その都度、封書の厚さに応じて調整する必要がなく、自動的に作製される封書の作製条件に基づき適切なニップ圧で封筒のフラップ接着部をニップすることができる。
【0014】
また、請求項3記載の封入封緘装置によれば、封書の厚さに応じたニップ圧を、少なくともフラップ接着部の圧着時に加わるようにニップ圧制御をしているため、不要な圧力を封筒に加わることがなく、ニップによる封筒の破損等を防止することができる。
【0015】
請求項4記載の封入封緘装置によれば、作製する封書の厚さに応じたニップ圧の可変制御に加え、フラップニップローラ対の回転速度も可変制御するため、より確実にフラップ接着部の封緘処理を行うことができる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る封入封緘装置を備える封書作製装置の概略構成図である。
【図2】封筒用紙の一例を示す説明図である。
【図3】本例の封入封緘装置のシステム構成を示す機能ブロック図である。
【図4】(a)は本装置の圧力機構の構成を示す概略斜視図であり、(b)は同圧力機構の構成を示す概略側面図である。
【図5】封入物の枚数によるニップ圧と速度比との関係を示す制御テーブルである。
【図6】(a)は用紙の厚みと補正値との関係を示す補正条件テーブルであり、(b)は封入物のおり方と補正値との関係を示す補正条件テーブルであり、(c)は封筒用紙の折り方と補正値との関係を示す補正条件テーブルである。
【図7】補正値をふまえたパターン毎のニップ圧と速度比との関係を示す一覧表である。
【図8】圧力機構におけるパターン毎のニップ圧とフラップ接着部通過時間との関係を示す制御波形パターンである。
【発明を実施するための形態】
【0017】
以下、本発明を実施するための形態について、添付した図面を参照しながら詳細に説明する。また、この実施の形態によりこの発明が限定されるものではなく、この形態に基づいて当業者などによりなされる実施可能な他の形態、実施例及び運用技術などはすべて本発明の範疇に含まれる。
【0018】
[1.封書作製装置について]
まず、本発明に係る封入封緘装置1を備えた封書作製装置200について説明する。以下の説明では、本発明に係る封入封緘装置1と、封入物及び封筒用紙Eaを印刷する印刷装置50とを接続して構成される封書作製装置200の実施例である。
【0019】
図1に示すように、封書作製装置200は、作製すべき封書毎に処理を行うべく、封筒形状に折り加工される封筒用紙Eaと、枚葉状の用紙である封入物に対し、共通の印刷装置50を用いて適切な順序で必要な印刷を施す。そして、印刷後の封筒用紙Ea及び封入物を封入封緘装置1に送り込み、それぞれ別系統の搬送経路で搬送しながら、封筒用紙Eaについては、封筒Eの形態となるように封筒用紙Eaを折るとともに、封入物にも必要に応じて折りを施す。そして、最終的に両者を封入封緘手段(後述する封入部130、封緘部140)で合流させ、封入物を封筒Eに封入封緘して装置の上部に完成した封書として揃えて排出する。なお、各部に図示される矢印は、用紙、封筒用紙Ea及び折り工程により形成された封筒Eの搬送方向を示している。
【0020】
[2.封筒用紙について]
本例の封入封緘装置1で使用される封筒用紙Eaは、成形時に封入物を包み込むように少なくとも紙片を2つ以上が折り目で繋げられた矩形の用紙である。図2は、封筒用紙Eaの一例として、第1紙片Eb、第2紙片Ec、第3紙片Edの3つの紙片からなる3つ折り用の封筒用紙Eaである。
【0021】
図2において、封筒用紙Eaを構成する各紙片の表面又は裏面における幅方向の両縁端(以下、「サイド部Ee」という)には、感圧接着剤Efが帯状に設けられている。これら感圧接着剤Efは、各紙片を折って封筒Eの形状に組み立てたときに、対応する紙片同士の感圧接着剤Efが互いに同じ位置に来て当接するように考慮されて適宜配置されている。また、紙片のサイド部Eeの内側であり最終折り工程で折られるフラップとしての役目を果たす紙片(以下、「フラップEg」という)の裏面が当接する圧着領域となる箇所(以下、「フラップ接着部Eh」という)に、感圧接着剤Efが幅方向に沿って帯状のパターンで設けられている。
【0022】
感圧接着剤Efとしては、用紙に設けた感圧接着剤Ef同士を密着させて所定の圧力を加えることによって接着力を発揮する種類の接着剤であり、例えばマイクロカプセルを利用した2液式のものや天然ゴム系の接着材料などが知られている。
【0023】
なお、サイド部Eeとフラップ接着部Ehとで異なる圧力で接着力を発揮する感圧接着剤Efを使用してもよく、各感圧接着剤Efの配置パターンは、使用する用紙サイズ、紙質、折り方等の条件に応じて任意に設定される。
【0024】
[3.印刷装置について]
図1に示すように、印刷装置50は、封筒用紙Ea及び封入物となる用紙を印刷して排出する装置であり、各部を収納する筐体の内部又は側面等に、複数種類の用紙(封入物となる枚葉状の用紙や封筒用紙Ea)を収納可能な複数の給紙トレイ51と、導入路52からの用紙を搬送するループ状の搬送経路53、シアン(C)、ブラック(K)、マゼンタ(M)、イエロー(Y)の各色のインクをそれぞれ吐出する4つのインクジェット装置C、K、M、Yからなる印刷手段54と、用紙を封入封緘装置1に排出する第1の排出路55と、用紙をループ外に排出する第2の排出路56と、搬送経路53を搬送されてきた用紙を受け入れた後に逆行させて搬送経路53に戻して用紙の上下を反転させるスイッチバック路57と、を備えている。
【0025】
[4.封入封緘装置について]
(4−1.装置概要)
図1に示すように、封入封緘装置1は、印刷装置50の第1の排出路55から送られた封筒用紙Eaや封入物となる用紙を受け入れて封筒用紙Eaを折り込んだ封筒Eに封入物を封入封緘する装置である。
【0026】
詳述すると、印刷装置50から搬送される封筒用紙Eaの案内路である第1の搬送経路110の終端に設けられ、封筒用紙Eaを折って封筒Eの形態を作製する第1の折り手段(主折りローラA’、用紙搬送ローラD’及び第1折りローラB’で構成)と、第1の搬送経路110の前段から分岐して印刷装置50から搬送される封入物(用紙)の案内路である第2の搬送経路120の終端に設けられ、用紙を折り畳むための第2の折り手段(主折りローラA、第1折りローラB、第2折りローラC及び用紙搬送ローラDで構成)と、第1の搬送経路110と第2の搬送経路120の合流点にあり封筒用紙Eaに必要に応じてさらに折りを与える第3の折り手段であるとともに、折られた封筒用紙Eaに封入物を整合させた後にさらに折りを加えることにより、封入物を封筒E内に包み込ませる封入処理を行う封入部130(主折りローラA”、用紙搬送ローラD”、第1及び第2折りローラB”,C”で構成)と、封入物が封入された封筒Eにおける感圧接着剤Efの塗布箇所を上下からニップして圧力を加えて感圧接着により封緘処理を行う圧着機構3を備えた封緘部140と、装置筐体の上面に設けられ、封入封緘が完了して完成した封書を順次積み上げる排出台150と、封書を排出台150へ搬送する排出搬送部160と、封入封緘装置1及び印刷装置50の各機構を制御するための共通の制御部170と、印刷装置50及び封入封緘装置1及び印刷装置50の各部を駆動制御するのに必要な駆動制御情報等を記憶する共通の記憶部180とを備えている。
【0027】
なお、制御部170は、上述した封入封緘装置1及び印刷装置50における各構成要件の駆動制御の他、本発明の主要部である圧着機構3による封緘処理制御を行っているため、その制御機能については、封入封緘装置1におけるシステム構成(制御部6)として追って詳述する。また、記憶部180についても、圧着機構3による封緘処理に関する各種情報を記憶しているため、同様に封入封緘装置1におけるシステム構成(記憶部4)で詳述する。
【0028】
そして、本例の封入封緘装置1では、封筒用紙Eaに折り加工を施して成形された封筒Eに封入物を封入して作製される封緘前の封書の厚さ、又は封筒用紙Eaに直接印刷処理が施された封筒用紙Eaから成形して作製される封緘前の封書の厚さを検出し、この厚さに応じて適切なニップ圧で封筒Eをニップして封緘処理を行っている。
以下、封入封緘装置1の封緘処理に関するシステム構成について説明する。
【0029】
(4−2.封緘処理に関するシステム構成)
次に、本例の封入封緘装置1における封緘処理に関するシステム構成について説明する。図3に示すように、本発明に係る封入封緘装置1は、作製される封緘前の封書の厚さに応じて適切なニップ圧で封緘処理を行うため、そのシステム構成として厚さ情報取得部2と、圧着機構3と、記憶部4と、圧着制御情報取得部5と、制御部6とを備えている。
【0030】
なお、記憶部4及び制御部6は、上述したように封書作製装置200の制御部170及び記憶部180がその機能を賄う構成例であるが、独立して封入封緘装置1に搭載した構成とすることもできる。
【0031】
厚さ情報取得部2は、封書の作製条件である封書作製情報のうち、作製される封緘前の封書の厚さを示す情報(封入物の枚数、封入物の用紙情報(坪量)、封入物の折り方、封筒用紙Eaの折り方等)を厚さ情報として外部(例えば、PC等の外部端末や印刷装置50等の外部機器、又はユーザによる設定入力操作)から取得して圧着制御情報取得部5に出力している。
【0032】
また、厚さ情報取得部2の他の構成例として、外部から取得した封書作製情報を厚さ情報として取得する他に、以下の各構成によって封筒Eの厚さ情報を取得することができる。
(1)投受光器で構成される透過センサを圧着機構3の前段に配置し、搬送される封緘前の封書の実際の厚さを光学的に検出して厚さ情報を取得する構成。
(2)封緘直前の封筒Eを搬送する搬送ローラの電流値を測定し、この電流値から搬送される封緘前の封書の実際の厚さに応じた厚さ情報を取得する構成。
なお、上記(1)、(2)構成は、上述した外部からの封書作製情報を取得する構成と任意に組み合わせることで、より詳細に封筒Eの厚さ検出を行うことができる。
【0033】
圧着機構3は、図4(a)又は(b)に示すように、封入部130と排出搬送部160との間を結ぶ搬送経路上に設けられ、封筒Eのフラップ接着部Ehをニップするフラップニップローラ対3Aと、封入物を包み込んだ未封緘状態の封筒Eのサイド部Eeをニップするサイドニップローラ対3Bとで構成されている。
【0034】
フラップニップローラ対3Aは、封筒Eのフラップ接着部Ehにある感圧接着剤Efに所定圧力を加えられるように剛性の高い金属で構成されており、その軸方向の長さは封筒用紙Eaにおけるサイド部Ee間の幅よりも短くなっている。フラップニップローラ対3Aは、封筒Eの搬送面側に設けられ、搬送面に対して垂直方向に上下移動して封筒Eに対するニップ圧を調整するための従動側フラップニップローラ3Aaと、搬送経路の裏面側に設けられ、封筒Eを送り方向へと回転する駆動側フラップニップローラ3Abとの上下1組で構成され、搬送経路を挟んで対向配置されている。
【0035】
サイドニップローラ対3Bは、フラップニップローラ対3Aよりも上流側に配置され、フラップニップローラ対3Aと同様に封筒Eの感圧接着剤Efに所定圧力を加えられるように剛性の高い金属で構成されている。また、サイドニップローラ対3Bは、左右1対のローラを有する車輪形状であり、各ローラの幅は、封筒用紙Eaの幅方向のサイド部Eeに設けられた感圧接着剤Efの塗布幅よりも小さい。さらに、ローラの間隔は封入される封入物の幅よりも大きく、封筒Eの幅よりも小さくなるように封筒Eの幅方向に沿って配設されている。このような形状のサイドニップローラ対3Bは、封筒Eの搬送面側に設けられ、搬送面に対して垂直方向に上下移動して封筒Eに対するニップ圧を調整するための従動側サイドニップローラ3Baと、搬送経路の裏面側に設けられ、封筒Eを送り方向へと回転する駆動側サイドニップローラ3Bbとの上下1組で構成され、封入物が封入された封筒Eの幅方向のサイド部Eeを、それぞれ上下からニップして圧力を加えている。
【0036】
なお、サイドニップローラ対3B及びフラップニップローラ対3Aが封筒用紙Eaに与える圧力は、感圧接着剤Efの種類にもよるが、例えば700N/cm程度とすることができる。また、サイドニップローラ対3Bとフラップニップローラ対3Aの配設位置は、逆転した構成としてもよい。
【0037】
記憶部4は、例えば書き換え可能なROMやRAM等の半導体メモリやHDD等で構成され、封入封緘装置1を駆動する各部の制御情報を記憶している。また、記憶部4は、作製される封緘前の封書の厚さに関する情報と、その厚さ適したニップ圧制御量に関する情報とをテーブル化した厚さ別制御情報として、以下の各テーブルを記憶している。
【0038】
具体的には、図5に示すように、封入される封入物の枚数に応じたニップ圧比及びローラの回転速度比を複数にパターン分けした基本制御情報テーブルを記憶している。また、記憶部4は、図6に示すように、厚さ情報取得部2からの厚さ情報と、この各厚さ情報に応じた補正値とをテーブル化した補正条件テーブルを記憶している。さらに、記憶部4は、図7に示すように、基本制御情報テーブルと各補正条件テーブルとに基づき補正処理されたニップ圧比及びローラの回転速度比毎にパターン分けした圧着制御情報テーブルを記憶している。
【0039】
ここで、記憶部4に記憶される厚さ別制御情報である、基本制御情報テーブル、補正条件テーブル、及び圧着制御情報テーブルについてそれぞれ説明する。なお、各テーブルで規定している各値は、予め実験等で得られる実験結果に基づき導き出した一例であり、使用環境や条件によって適宜に変更されることは言うまでもない。
【0040】
(基本制御情報テーブル)
図5に示すように、基本制御情報テーブルは、厚さ情報における封入物の枚数情報に応じて規定した圧着制御条件(ニップ圧比及びローラの回転速度比)と、補正条件テーブルにおける各補正値の補正対象となる基本値とを関連付けしてテーブル化したものである。
図例では基本制御情報を4つのパターンに場合分けしており、「封入物なし」、「1枚」、「2〜3枚」、「4〜5枚」についてそれぞれ「1」〜「4」の数値を基本値として割り当て、「封入物なし」をデフォルト値とし、封入物の枚数が増えるに連れて、それぞれ適切なニップ圧比及びローラの回転速度比が規定されている。
【0041】
(補正条件テーブル)
図6に示すように、補正条件テーブルは、厚さ情報における封入物の用紙情報、封入物の折り方情報、封筒用紙Eaの折り方情報について、それぞれ条件に応じた補正値をテーブル化したものである。なお、各テーブルの補正値とは、基本制御情報に割り当てた基本値(本例では、「1」〜「4」)に加算される値である。
・封入物の用紙情報による補正値は、図6(a)に示すように、封入物に使用される用紙(適用用紙坪量:49g/m2 〜120g/m2 )が「薄紙」(坪量:49g/m2 〜61g/m2 )、「標準」(坪量:62g/m2 〜99g/m2 )、「厚紙」(100g/m2 〜120g/m2 )の何れかにより、それぞれ補正値を「−1」、「0」、「1」として規定している。
・封入物の折り方情報による補正値は、図6(b)に示すように、封入物の折り方が「なし又は2つ折り」、「内3つ折り」、「4つ折り」の何れかにより、それぞれ補正値を「0」、「1」、「2」として規定している。
・封筒用紙Eaの折り方情報による補正値は、図6(c)に示すように、「3つ折り」、「4つ折り」の何れかにより、それぞれ補正値を「0」、「1」として規定している。
【0042】
(圧着制御情報テーブル)
図7に示すように、圧着制御情報テーブルは、封書作成情報における封入物の枚数情報に基づき選択された基本制御情報を基に、厚さ情報における封入物の用紙情報、封入物の折り方情報及び封筒用紙Eaの折り方情報に応じた各補正条件テーブルの補正値を加算処理して得られる加算値と、厚さ情報の各条件に応じた圧着制御条件(ニップ圧比及びローラの回転速度比)とを関連付けしてテーブル化したものである。
図例では、基本制御情報テーブルの4パターンを基に、各補正条件テーブルの補正値を加算処理した加算値(0〜9)と圧着制御条件とを関連付けた9つの圧着制御情報としている。
【0043】
圧着制御情報取得部5は、厚さ情報取得部2からの厚さ情報と、記憶部4に記憶される厚さ別制御情報(基本制御情報テーブル、補正条件テーブル及び圧着制御情報テーブル)とを照合し、封筒Eの厚さに応じた圧着制御情報を制御部6に出力している。
【0044】
具体的には、厚さ情報における封入物の枚数情報と、記憶部4に記憶される基本制御情報テーブルとを照合して封入物の枚数に該当する基本値を選択する。次に、圧着制御情報取得部5は、厚さ情報における封入物の用紙情報、封入物の折り方情報及び封筒用紙Eaの折り方情報と、記憶部4に記憶される各補正条件テーブルとを照合し、選択された基本値に各条件に応じた補正値を加算処理して加算値を算出する。そして、この加算値と記憶部4に記憶される圧着制御情報とを照合し、加算値に該当する圧着制御情報を選択して制御部6に出力している。
【0045】
制御部6は、例えばCPUやROM、RAM等で構成されたマイクロコンピュータであり、サイドニップローラ対3Bのニップ処理に関する駆動制御等の、封入封緘装置1を構成する各部の駆動制御を行っている。また、制御部6は、封書作製時に取得した封書作製情報のフラップ接着部の位置情報と、圧着制御情報取得部5からの圧着制御情報に基づき、封筒Eの厚さに基づく適切なニップ圧及びローラの回転速度となるようフラップニップローラ対3Aを駆動制御している。
【0046】
図8は、制御部6から出力した駆動制御信号によるフラップニップローラ対3Aの駆動制御状態の制御波形パターン例を示している。
図示の例では、フラップニップローラ対3Aの駆動制御として、フラップ接着部Ehの位置を封書作製情報におけるフラップ接着部Ehの位置情報で把握する。次に、選択される圧着制御情報に拘わらず、まず所定ニップ圧で封筒Eをニップし、搬送に伴いフラップ接着部Ehがフラップニップローラ対3Aの圧着位置に接近するに従って徐々にニップ圧を上昇させる。そして、フラップ接着部Ehがフラップニップローラに達する時点で、圧着制御情報によって規定されたニップ圧(すなわち、ニップされる封筒Eに応じた最大ニップ圧)とし、このニップ圧が加わった状態でフラップ接着部Ehが前記圧着位置を所定時間掛けて通過した後、ニップを徐々に解除するように制御している。
【0047】
図中の各制御波形パターンが示すように、作製される封緘前の封書の厚さによってニップ圧の強さやローラの回転速度が異なるため、封書が厚くなるに連れてニップ圧が強くなり、さらにフラップ接着部Ehがフラップニップローラ対3Aの圧着位置通過時間が長くなっていることがわかる。
【0048】
なお、フラップニップローラ対3によるフラップ接着部Ehの圧着制御は、フラップ接着部Ehの位置を封書作製情報におけるフラップ接着部Ehの位置情報で把握し、少なくともフラップ接着部Ehに適切なニップ圧が加わるように、搬送される封筒Eのフラップ接着部Ehにおける前後数センチの部分にのみ、作製される封緘前の封書の厚さに応じたニップ圧でニップするように調整制御することで、余計な圧が封筒Eに加わらず封筒Eの破損等を防ぐ効果を奏する。
【0049】
<4−3.処理動作>
次に、上述した封入封緘装置1の封緘処理動作について、上述した封書作製装置200における一連の封書作製処理動作に沿って説明する。ここでは、厚さ情報として封入物の枚数情報を「1枚」、封入物の用紙情報を「標準」、封入物の折り方情報を「内3つ折り」、封筒用紙Eaの折り方情報を「3つ折り」とした封書作製情報を、情報設定先である印刷装置50から取得する構成として封緘処理を行う例である。
【0050】
まず、ユーザは、作製する封書の条件を上記内容となるように印刷装置50に設定する。次に、封書作製装置200を駆動させると、設定した封書作製情報に基づき、封筒用紙Ea及び封入物に対して所望の印刷が施され、それぞれ封入封緘装置1に搬送される。
【0051】
封筒用紙Ea及び封入物が封入封緘装置1に搬送されると、封筒用紙Eaは第1の搬送経路110へ、封入物は第2の搬送経路120にそれぞれ搬送され、所定の折り加工が施された後、第1の搬送経路110と第2の搬送経路120の合流地点にある封入部130で封入物を封筒Eに包み込むようにした状態で封緘部140に搬送する。
【0052】
一方、封緘処理を行うべく、厚さ情報取得部2は、印刷装置50で設定された封書作製情報のうち、作製される封緘前の封書の厚みを示す情報(封入物の枚数情報を「1枚」、封入物の用紙情報を「標準」、封入物の折り方情報を「内3つ折り」、封筒用紙Eaの折り方情報を「3つ折り」)を取得し、これを厚さ情報として圧着制御情報取得部5に出力する。
【0053】
圧着制御情報取得部5は、厚さ情報取得部2からの厚さ情報と、記憶部4に記憶した厚さ別制御情報とを照合し、作製される封緘前の封書の厚みに応じた圧着制御情報を取得する。
すなわち、厚さ情報における封入物の枚数情報と、記憶部4に記憶される基本制御情報テーブルとを照合し、テーブル中の基本値として「2」を選択する。次に、厚さ情報における封入物の用紙情報、封入物の折り方情報及び封筒用紙Eaの折り方情報と、記憶部4に記憶される各補正条件テーブルとを照合して、基本値に対する補正値(封入物の用紙情報は「0」、封入物の折り方情報は「1」、封筒用紙Eaの折り方情報は「0」)をそれぞれ選択し、加算処理を行って加算値「3」を算出する。そして、算出した加算値と、記憶部4に記憶される圧着制御情報とを照合して、加算値「3」に該当する圧着制御情報を制御部6に出力する。
【0054】
制御部6は、圧着制御情報取得部5からの圧着制御情報に基づき、フラップニップローラ対3Aを駆動制御し、封筒Eのフラップ接着部Ehに対する適切なニップ圧及びローラの回転速度で圧着処理を行う。フラップ接着部Ehの圧着後は、サイドニップローラ対3Bで封筒Eのサイド部Eeを圧着して封筒Eに封緘処理を施す。そして、封緘処理された封筒Eは、排出搬送部150を介して排出台140へと搬送される。
【0055】
以上説明したように、本発明の封入封緘装置1は、厚さ情報取得部2が外部から取得した作製される封書の封書作製情報を厚さ情報として圧着制御情報取得部5に出力し、この厚さ情報と予め記憶する厚さ別制御情報である基本制御情報テーブル、補正条件テーブル及び圧着制御情報テーブルとに基づき、作製する封書に応じた圧着制御情報でフラップニップローラ対3Aの駆動制御を行っている。
【0056】
これにより、作製する封書の厚さが封入物の枚数等によって変化するようなジョブの場合であっても、その都度作製される封書の厚さに応じて調整する必要がなく、自動的に作製される封書の作製条件に基づき適切なニップ圧で封筒のフラップ接着部Ehをニップすることができるため、ニップ圧不足による封緘不良や封筒Eの搬送不良を防止することができる。
【0057】
また、封書の厚さに応じたニップ圧を、フラップ接着部Ehの前後数センチに加わるようにニップ圧制御しているため、不要な圧力を封筒Eに加わることがなく、ニップによる封筒Eの破損等を防止することができる。
【0058】
ところで、上述した形態では、厚さ情報として外部から取得した封書作製情報に基づき、封筒Eの厚さに応じたニップ圧及びローラの回転速度でフラップニップローラ対3Aを駆動制御する構成で説明したが、少なくとも封筒Eの厚さに応じたニップ圧で封緘処理を行うように制御することでフラップ接着部Ehの圧着不良を回避することができる。
【0059】
また、本装置が搭載される封書作製装置200の構成として印刷装置50がインクジェット方式であり、封入封緘装置11が封筒用紙Eaに成形工程(折り加工や圧着処理等)を施した封筒Eを用いて封入物の封入及び封緘を行う例で説明したが、これに限定されることはない。印刷装置50の構成としては、封入物や封筒用紙Eaに適切な印刷処理が行える各種画像形成装置(孔版印刷装置、複写機、レーザプリンタ等)であればよく、例えば既に事業所等に設置してある通常の画像形成装置を本発明における印刷装置50とし、これに封入封緘装置11を接続することによって封書作製装置200とすることができる。
【0060】
さらに、上述した実施形態の他の変形例としては、例えば、印刷装置の構成の代わりに印刷済みの封入物や封筒用紙Eaを封入封緘装置1へ搬送する用紙搬送装置を封入封緘装置1に接続して使用する構成とすることもできる。また、封入封緘装置1の構成として、封筒用紙Eaに折り加工を施して封筒Eを作製せず、例えば予めフラップ部に感圧接着剤Ef塗布された既製の封筒Eを用いて、封筒Eに対する封入物の封入封緘処理のみを行う構成とすることもできる。
【0061】
なお、上記変形例のように、封書作製装置200の一構成要素としてではなく、封入封緘装置11単体で使用する形態とした場合、厚さ情報である封書作製情報を、外部の端末装置(PC)やユーザによる設定処理によって取得する構成とする。
【符号の説明】
【0062】
1…封入封緘装置
2…厚さ情報取得部
3…圧着機構(3A…フラップニップローラ対、3Aa…従動側フラップニップローラ、3Ab…駆動側フラップニップローラ3B…サイドニップローラ、3Ba…従動側サイドニップローラ、3Bb…駆動側サイドニップローラ)
4、180…記憶部
5…圧着制御情報取得部
6、170…制御部
50…印刷装置(51…導入路、52…搬送経路、53…印刷手段、54…第1の排出路、55…第2の排出路、56…スイッチバック路)
110…第1の搬送経路
120…第2の搬送経路
130…封入部
140…封緘部
150…排出台
160…排出搬送部
200…封書作製装置
E…封筒(Ea…封筒用紙、Eb…第1紙片、Ec…第2紙片、Ed…第3紙片、Ee…サイド部、Ef…感圧接着剤、Eg…フラップ、Eh…フラップ接着部)
【特許請求の範囲】
【請求項1】
封筒本体とフラップとの接着部分であるフラップ接着部をニップするフラップニップローラ対で圧着封緘して封書を作製する封入封緘装置において、
作製される封緘前の前記封書の厚さを示す情報を厚さ情報として取得する厚さ情報取得部と、
前記厚さ情報取得部で取得された前記作製される封緘前の封書の厚さに応じて、前記フラップニップローラ対のニップ圧を可変制御する制御部と、
を備えたことを特徴とする封入封緘装置。
【請求項2】
前記厚さ情報取得部で取得された前記厚さ情報と、前記作製される封緘前の封書の厚さとその厚さに適したニップ圧制御量に関する情報とがテーブル化された厚さ別制御情報とを照合し、前記フラップニップローラ対を前記厚さ情報に応じた制御をするための圧着制御情報を取得する圧着制御情報取得部を備え、
前記制御部は、前記圧着制御情報取得部からの前記圧着制御情報に基づき、前記フラップニップローラ対のニップ圧を可変制御することを特徴とする請求項1記載の封入封緘装置。
【請求項3】
前記制御部は、前記フラップニップローラ対で前記フラップ接着部をニップするときに、前記圧着制御情報で規定されたニップ圧で圧着制御することを特徴とする請求項1又は2記載の封入封緘装置。
【請求項4】
前記厚さ別制御情報は、前記作製される封緘前の封書の厚さに応じて前記フラップニップローラ対の適切な回転速度を規定するための情報を含み、
前記制御部は、前記圧着制御情報取得部からの前記圧着制御情報に基づき、前記フラップニップローラ対のニップ圧及びローラの回転速度を可変制御することを特徴とする請求項2又は3に記載の封入封緘装置。
【請求項1】
封筒本体とフラップとの接着部分であるフラップ接着部をニップするフラップニップローラ対で圧着封緘して封書を作製する封入封緘装置において、
作製される封緘前の前記封書の厚さを示す情報を厚さ情報として取得する厚さ情報取得部と、
前記厚さ情報取得部で取得された前記作製される封緘前の封書の厚さに応じて、前記フラップニップローラ対のニップ圧を可変制御する制御部と、
を備えたことを特徴とする封入封緘装置。
【請求項2】
前記厚さ情報取得部で取得された前記厚さ情報と、前記作製される封緘前の封書の厚さとその厚さに適したニップ圧制御量に関する情報とがテーブル化された厚さ別制御情報とを照合し、前記フラップニップローラ対を前記厚さ情報に応じた制御をするための圧着制御情報を取得する圧着制御情報取得部を備え、
前記制御部は、前記圧着制御情報取得部からの前記圧着制御情報に基づき、前記フラップニップローラ対のニップ圧を可変制御することを特徴とする請求項1記載の封入封緘装置。
【請求項3】
前記制御部は、前記フラップニップローラ対で前記フラップ接着部をニップするときに、前記圧着制御情報で規定されたニップ圧で圧着制御することを特徴とする請求項1又は2記載の封入封緘装置。
【請求項4】
前記厚さ別制御情報は、前記作製される封緘前の封書の厚さに応じて前記フラップニップローラ対の適切な回転速度を規定するための情報を含み、
前記制御部は、前記圧着制御情報取得部からの前記圧着制御情報に基づき、前記フラップニップローラ対のニップ圧及びローラの回転速度を可変制御することを特徴とする請求項2又は3に記載の封入封緘装置。
【図1】



【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−23284(P2013−23284A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−163328(P2011−163328)
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000250502)理想科学工業株式会社 (1,191)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000250502)理想科学工業株式会社 (1,191)
【Fターム(参考)】
[ Back to top ]