
Fターム[3E094GA04]の内容
基本的包装技術−容器の閉鎖 (6,223) | 制御又は検査 (601) | サイズチェンジ (27)
Fターム[3E094GA04]に分類される特許
1 - 20 / 27
袋口加熱装置
製袋機
【課題】ヒートシール工程におけるシールバーの上下位置合わせを簡易に短時間で行うことを可能とする製袋機を提供する。
【解決手段】熱溶融層を持つ多層フィルムを上下のシールバーで挟み込み、熱と圧力を付加してヒートシールを行う製袋機であって、上側シールバー保持ユニットと、下側シールバー保持ユニットと、第一の長手方向位置調整機構と第一の短手方向位置調整機構と第一の回転方向位置調整機構と、第二の長手方向位置調整機構と第二の短手方向位置調整機構と第二の回転方向位置調整機構と、第一の長手方向変位量測定手段と第一の短手方向変位量測定手段と、第二の長手方向変位量測定手段と第二の短手方向変位量測定手段と、を備え、上下のシールバーの位置合わせを行うことを特徴とする製袋機。
(もっと読む)
包装装置

【課題】被包装物である紙葉束を薄い樹脂シートで両面から挟み前後縁および両側縁を溶着ナイフで熱溶着する包装装置において被包装物の挿入時に抵抗がなく、包装仕上りにおいてシートにたるみを生じない包装装置の提供。
【解決手段】被包装物の進入路32に設けられ非稼動時には閉じているシャッター10を、被包装物2が挿入されシャッター10に接近すると開くようにするため、被包装物2の先端を検知するセンサS1とその検知信号を受けてシャッター10を開にする制御手段29を設ける。更に、シャッター10の開き幅を被包装物2の厚みに合わせるために入力された被包装物2の厚みデータに応じて、シャッター10の開き幅を制御する制御手段を設ける。更には、挿入された被包装物2の厚みを検知する厚み検知手段14を設け、その厚みデータに基づき開き幅を制御する。
(もっと読む)
封入封緘装置
【課題】作製される封書の厚みに応じた適切なニップ圧で圧着箇所をニップすること。
【解決手段】作製される封緘前の封書の厚さを示す情報を厚さ情報として取得する厚さ情報取得部2と、厚さ情報取得部2で取得された厚さ情報と、作製される封緘前の封書の厚さとその厚さに適したニップ圧制御量に関する情報とがテーブル化された厚さ別制御情報とを照合し、フラップニップローラ対3Aを厚さ情報に応じた制御をするための圧着制御情報を取得する圧着制御情報取得部5と、圧着制御情報に基づき、フラップニップローラ対3Aのニップ圧を可変制御する制御部6とを備えた。
(もっと読む)
薬剤分包装置
【課題】シール部の構造を簡略化し、横シール部と縦シール部の温度差を低減し、包装シートの製造コストを削減しつつ、分包袋の大きさを調整可能とする。
【解決手段】包装シートを搬送する搬送部材27と、包装シートに薬剤を供給する薬剤供給部材2、3と、包装シートを自転しながらシールする一対のシール部材36とを備える。シール部材36は、包装シートの折り目とは反対側の縁部を搬送方向にシールする縦シール部41と、搬送方向に所定間隔でシールする横シール部42とを一体化した構成とする。一対のシール部材36を、少なくとも包装シートに接触するシール位置と、離間する作業位置とに移動可能な状態として支持する支持部材51を備える。各シール部材36は、シール位置及び作業位置のいずれの位置であっても噛合するギア38を有する軸部36aをそれぞれ備えたものとする。
(もっと読む)
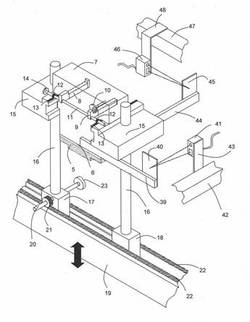
テープ貼付装置
【課題】従来装置に対して多品種のテープ貼付態様に柔軟に対応し得るテープ貼付装置を提供する。
【解決手段】導入コンベヤ12と搬送コンベヤ14との渡り部の左右両側に、渡り部に位置する容器10に粘着テープ16を貼付する貼付アーム68が夫々配設される。各貼付アーム68は、横行用駆動モータ80により作動される横行機構70および昇降用駆動モータ86で作動される昇降機構72により夫々独立して動作するよう構成される。そして、容器10に対する粘着テープ16の貼付態様に応じて左右の貼付アーム68,68を夫々独立して動作することで、容器10の左右で粘着テープ16の貼付数が異なる品種の容器10に対応して任意の貼付位置、貼付数となるように粘着テープ16を貼付することができる。
(もっと読む)
テープ貼付装置
【課題】従来装置より多くの品種の容器に対応し得るテープ貼付装置を提供する。
【解決手段】導入コンベヤ12と搬送コンベヤ14との渡り部の左右両側に、渡り部に位置する容器10に粘着テープ16を貼付する貼付アーム68が夫々配設される。導入コンベヤ12は、搬送終端となる終端移動プーリを備えた移動フレーム22が固定フレーム20に対して搬送方向に沿って水平移動可能に配設される。移動フレーム22を上流側に水平移動することで、導入コンベヤ12の搬送終端と搬送コンベヤ14の搬送始端との間に、貼付アーム68の容器底面側の移動空間を確保する間隙が画成される。すなわち、渡り部に位置する容器10の上面に粘着テープ16の始端部を貼付した貼付アーム68を、容器側面に沿って移動した後に容器底面側の移動空間を移動することで、容器底面に粘着テープの終端部を貼付し得る。
(もっと読む)
製袋充填機におけるシール温度制御装置
【課題】シール体の温度を目標シール温度付近で安定させるための設定を、極めて簡単に自動設定する。
【解決手段】製袋充填機は、シール体24,30による目標シール温度を包装品種ごとに設定する設定手段40と、シール体24,30の温度を検出する温度検出手段28,36と、シール体24,30の温度が、温度検出手段28,36により検出された温度に基づき、適正シール温度内になるように、ヒータ26,34で該シール体24,30を加熱する温度調節手段38を備えている。制御手段42は、フィルム14の搬送状況に応じて、温度調節手段38によって、温度検出手段28,36で検出しサンプリングした温度が包装品種ごとに設定された目標シール温度に対応した適正シール温度の範囲内になるように温度制御信号を生成して、シール体24,30を加熱する温度補正運転モードを備えている。
(もっと読む)
封緘装置
【課題】低温時、あるいは厚い封筒を使用する時でも、フラップを確実に封筒本体に貼着できる封緘装置を提供すること。
【解決手段】未封緘状態の封筒を一枚ずつ供給する封筒供給部2と、供給された前記封筒の所定箇所に糊を塗布する糊塗布部14と、糊が塗布された前記封筒のフラップに折り目を形成する折り目形成部15と、前記フラップを折り畳んで封筒本体側に貼着する封止部13と、封筒を搬送する搬送ローラ機構12と、を備えた封緘装置である。前記封止部13は、駆動ローラ51と、該駆動ローラ51との間で前記フラップを折り畳むと共に封筒本体に貼着する押さえローラ52と、を有している。さらに、前記駆動ローラ51の回転を制御可能な制御部を備え、前記駆動ローラ51の回転を制御することにより、前記封止部13における封止作業を、貼着時間が異なる複数の封止作業モードに切り換え可能となっている。
(もっと読む)
テープ貼り機を用いたテーピング方法
【課題】必ず初回から本式の封緘処理を行うことができ、その結果、粘着テープの不必要なロスを無くすことができると共に、生産性を高めることができて、製造コストを低減することができる、テープ貼り機を用いたテーピング方法を提供する。
【解決手段】ターンテーブルと、該ターンテーブルを回転駆動する回転駆動手段と、粘着テープT1を繰り出して対象物Xに周回状に貼り付ける粘着テープ貼付手段32と、粘着テープT1を切断する切断手段33と、開封時の摘み片となるリードテープT2を粘着テープT1の粘着面に貼り付けるリードテープ貼付手段36とを備えたテープ貼り機1であって、粘着テープT1の切断箇所からリードテープT2の貼付箇所までにおける粘着テープT1の搬送経路の長さが対象物Xの最小サイズに対応した長さに設定されるテープ貼り機1を用い、対象物Xのサイズに応じて、リードテープT2の貼付タイミングを変更する。
(もっと読む)
テープ封止装置
【課題】粘着テープの粘着面を容器体表面に圧着する際のテープ封止性と、多種類の容器体に対応できる汎用性とに優れたテープ封止装置を提供する。
【解決手段】容器体Yが搬送される搬送路の幅方向両側に進退自在にそれぞれ設けられ、アーム状に形成されたテープ供給部13,13’と、前記テープ供給部を支持するとともに前記搬送路に沿う搬送方向、搬送路の幅方向に進退させる左右水平方向、上下高さ方向に前記テープ供給部を駆動させる駆動部14,15,16と、前記テープ供給部に設けられ前記容器体の表面にその先端が貼付された前記粘着テープの非粘着面に当接しながら圧着移動するテープ押圧ローラ21と、を備えるようにテープ封止装置10を構成する。
(もっと読む)
プラスチックフィルムの溶着装置および溶着方法
【課題】ヒートシールバーを用いずにプラスチックフィルム同士を溶着させ得るプラスチックフィルムの溶着装置を提供する。
【解決手段】両端の支持軸部を介して回転自在に支持されるとともに内部に空間室12が形成された回転ロール11、およびこの回転ロールと並行に配置されて当該回転ロールとの間にプラスチックフィルムFを導き押圧し得る押さえロール17と、上記回転ロールの空間室内に配置されてレーザ出射装置から出射されるとともに当該回転ロールの一方の支持軸部内を通過されたレーザビームLを当該回転ロールの筒状外周面に照射させる光走査装置20とを具備し、且つ上記回転ロールの筒状部11bをレーザ光を透過し得る透明材料で構成するとともに、この筒状部の外周面に、レーザ光を吸収し得る吸収部材11cを配置したものである。
(もっと読む)
包装装置
【課題】 被包装物の重量、サイズに応じて該被包装物の底面側に折り込まれたフィルムの周縁部を確実にヒートシールすることができる包装装置を提供する。
【解決手段】 被包装物の上面をフィルムで覆い、そのフィルムの周縁部を該被包装物の底面側に折り込んでヒートシールする包装装置であって、被包装物の重量及び/又はサイズデータを取得する取得手段と、被包装物の底面側に折り込まれたフィルムに対してヒートシールする加熱手段と、被包装物の重量及び/又はサイズに応じて前記加熱手段によりフィルムの加熱時間を制御する加熱時間制御手段と、を備える。
(もっと読む)
容器ヒートシール装置
【課題】効率的な作業が可能であり、かつ様々な大きさ・形状の容器に対応可能な容器ヒートシール装置を提供する。
【解決手段】収容体101と蓋体102とからなる容器100に、上方からシールヘッド10を降下し当接させて、蓋体102の周縁部を収容体101の周縁部に熱圧着し閉鎖する容器ヒートシール装置であって、シールヘッド10の蓋体102に当接する底面部に、中心部側から周縁部側に向けて下向きに傾斜するテーパー状の凹部Xを形成し、容器100の大きさに合わせて、シールヘッド10を、凹部Xが蓋体102の周縁部に当接する位置まで降下するようにした。
(もっと読む)
横型包装機における横シール条件調整方法、及び横シール条件調整可能な横型包装機
【課題】ヒートシーラと包装材とのすべりを可及的に少なくし、袋形状の歪みや横シール部の皺やずれを無くすことができる横型包装機における横シール条件調整方法及び横シール条件調整可能な回転シーラ式横型包装機を提供する。
【解決手段】回転型のヒートシーラ4a,4bが筒状包装材Ftへの接触を開始してから横シールを形成し更に横シールから離間するまでのシーラの速度調整範囲2×Δθ2を噛み込み死点位置よりも筒状包装材Ftの入り込み側にシフトしている。ヒートシーラ4a,4bの筒状包装材送り方向の速度成分が、ヒートシーラ4a,4bとの接触によって倒れることにより遅くなる筒状包装材の当該接触部分の走行速度成分と可及的に同期するような調整が容易に得られる。したがって、ヒートシーラ4a,4bと包装材とのすべりが可及的に少なくなり、筒状包装材内の空気が後方へ押し出される勢いも抑えられる。
(もっと読む)
エンドシール装置及びそれを用いた包装機並びにピロー包装機
【課題】 上下のトップシーラの上下移動距離を過不足なく行うピロー包装機を提供すること
【解決手段】 連続して供給される帯状フィルムを筒状に形成する製袋器20と、筒状に形成された筒状フィルム21の重合端にシールを施すセンターシール装置24と、センターシール装置の下流側に配置され、筒状フィルムの幅方向にシール・カットするエンドシール装置30を備える。エンドシール装置は、筒状フィルムを挟んで上下に配置されるトップシーラ33a,33bと、そのトップシーラのシール面を対向させた状態を保持しながらそのトップシーラを所定の軌跡で移動させる駆動機構とを備える。この駆動機構は、両トップシーラを前後進移動させるための機構と、上側のトップシーラを上下移動させる機構と、下側のトップシーラを上下移動させるための機構を、それぞれ別々の駆動モータからの動力に基づいて動作するように構成する。
(もっと読む)
横型製袋充填機のエンドシール装置
【課題】包装条件に対応してシール体の揺動を切換え設定できる横型製袋充填機のエンドシール装置を提供する。
【解決手段】可動枠体22に第1回転軸30が回転自在に配設される。第1回転軸30に揺動自在に配設された揺動枠体32に、第1回転軸30と平行な第2回転軸34が回転自在に配設される。第1回転軸30および第2回転軸34には、半径方向に突出する第1のシール体36および第2のシール体38が配設される。両シール体36,38は、第1サーボモータ48により相互に反対方向に回転される。第2サーボモータ58で駆動される揺動機構62により揺動枠体32は、第1回転軸30を支点としてフィルム移送方向の前後に揺動される。入力手段74aにより、シール体36,38を揺動する揺動運転と揺動しない揺動停止運転との運転モードが切換え可能になっている。
(もっと読む)
シール貼着機
【課題】弁当容器等の収容容器の容器本体及び蓋体の重合状態を側辺境界部にシールを貼着することによって保持するとともに、かつ収容容器の開封時の動作を容易にすることの可能なシール貼着機の提供を課題とする。
【解決手段】シール貼着機1は、弁当容器3を略水平方向に移動させる移動機構部11と、シール2を支持するガイドローラ部16を有し、左右一対に設けられたシール供給機構部19と、二組一対の第一ローラ部20a,20b及び第二ローラ部21a,21b及びローラ変位部22を有するシール貼着機構部23と、貼着されたシール2に切込みを設ける切込形成機構部25と、各機構部11,19,23,25を制御し、弁当容器3の側辺境界部17の全周に亘ってシール2を貼着するシール貼着制御部とを具備する。
(もっと読む)
縦型製袋充填装置の横シール制御方法および装置
【課題】縦型製袋充填包装機において、横シール時における被包装物の形状を調整でき、また製品のはねかえりによる横シールへの噛み込みを防止する方法及び装置を提供する。
【解決手段】本発明の縦型製袋充填包装機は、横シール開始位置を任意の高さで調整可能である。また、間欠動型作の縦型製袋充填包装機において、フィルムの下降を一定時間停止した横シール後前記フィルムの下降動作中も横シールを続行する2段階横シール動作を行い、フィルムの下降動作中に次の被包装物を投下する。
(もっと読む)
ピロー包装機
【課題】 製袋器を交換したり、幅調整が可能な製袋器を用いることで複数種類の被包装物を包装する一台のピロー包装機において、被包装物に大きな幅の変更があっても、良好な縦シールを形成することができるピロー包装機を提供すること
【解決手段】 原反フィルム16から連続して送り出された帯状フィルム15を筒状にする製袋器25と、その製袋器のフィルム進行方向下流側に配置され、筒状に形成された帯状フィルムの両側端縁部をシールする縦シール装置27と、その縦シール装置のフィルム進行方向下流側に配置され、縦シール装置でシールされて形成された筒状フィルム24を横方向にシール・カットするエンドシール装置30と、を備える。縦シール装置は、縦シーラ27aと、その縦シーラの進行方向後側に配設されたピンチローラー27cと、を有する。そして、縦シール装置を水平方向に移動させる水平移動機構と、上下方向に移動させる上下移動機構とを備えた。
(もっと読む)
1 - 20 / 27
[ Back to top ]