
木粉含有樹脂成形体及びその製造方法

【課題】熱可塑性樹脂を減量し、軽量化することができ、優れた機械的強度を備える木粉含有樹脂成形体及びその製造方法を提供する。
【解決手段】木粉含有樹脂成形体1は木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層2と内部に形成された発泡層3とを備える。木粉含有樹脂成形体1は、熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲で含む。発泡層3は、表面に近い側から順に、第1の発泡層3aと、第1の発泡層3aより平均孔径の小さな気泡を備える第2の発泡層3bと、第1の発泡層3aより平均孔径の大きな気泡を備える第3の発泡層3cとからなる。
【解決手段】木粉含有樹脂成形体1は木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層2と内部に形成された発泡層3とを備える。木粉含有樹脂成形体1は、熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲で含む。発泡層3は、表面に近い側から順に、第1の発泡層3aと、第1の発泡層3aより平均孔径の小さな気泡を備える第2の発泡層3bと、第1の発泡層3aより平均孔径の大きな気泡を備える第3の発泡層3cとからなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、木粉を含有する樹脂成形体及びその製造方法に関する。
【背景技術】
【0002】
近年、檜、杉等の木粉をポリエチレン、ポリプロピレン等の熱可塑性樹脂に含有させた木粉含有樹脂成形体が検討されている。前記木粉含有樹脂成形体は、前記木粉を含有することにより、熱可塑性樹脂を減量することができ、また、所定量以上の前記木粉を含有する場合には、一般廃棄物として焼却処理することが可能になる。ところが、前記熱可塑性樹脂は、木粉を含有する比率が高くなるほど溶融状態において流動性が低く、そのままでは射出成形することが難しいという問題がある。
【0003】
そこで、前記問題を解決するために、溶融状態のポリエチレン、ポリプロピレン等の熱可塑性樹脂組成物に、木粉を含有させると共に、超臨界状態の流体を加圧下で含浸させて、射出成形を行う技術が提案されている(例えば特許文献1参照)。
【0004】
前記技術によれば、前記超臨界状態の流体を含浸させることにより溶融状態の熱可塑性樹脂組成物の流動性を向上させることができるので、該熱可塑性樹脂が高い比率で木粉を含んでいても射出成形を行うことができる。
【0005】
一方、前記超臨界状態の流体を含浸させた熱可塑性樹脂は、キャビティ内に射出された後、圧力が低下して該流体の臨界圧力以下になると、該流体が発泡し、得られた木粉含有樹脂成形体の内部に微小な気泡からなる発泡層を形成する。この結果、得られた木粉含有樹脂成形体は、内部に前記発泡層が形成されていると共に、表面に非発泡層が形成されている。
【0006】
そこで、前記溶融状態の熱可塑性樹脂組成物をキャビティ内に射出した後、キャビティの容積を拡大して該熱可塑性樹脂組成物の圧力を低減させ、前記流体を積極的に発泡させることにより、得られた木粉含有樹脂成形体の軽量化を図ることが提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−24914号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、前記木粉含有樹脂成形体では、キャビティの容積を拡大して熱可塑性樹脂組成物の圧力を低減させると、前記発泡層に含まれる気泡の一部が巨大化することがあり、十分な機械的強度を得られないことがあるという不都合がある。
【0009】
そこで、本発明は、かかる不都合を解消して、熱可塑性樹脂を減量し、軽量化することができると共に、優れた機械的強度を備える木粉含有樹脂成形体及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
かかる目的を達成するために、本発明は、木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層と内部に形成された発泡層とを備える木粉含有樹脂成形体において、該木粉含有樹脂成形体は、熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲で含むと共に、該発泡層は、表面に近い側から順に、第1の発泡層と、第1の発泡層より平均孔径の小さな気泡を備える第2の発泡層と、第1の発泡層より平均孔径の大きな気泡を備える第3の発泡層とからなることを特徴とする。
【0011】
本発明の木粉含有樹脂成形体は、平均粒子径が前記範囲にある木粉を前記範囲の量で含むことにより、前記熱可塑性樹脂の樹脂量を低減することができる。また、本発明の木粉含有樹脂成形体は、前記第1〜第3の発泡層を備えることにより、軽量化することができると共に、気泡の巨大化を防止して優れた機械的強度を得ることができる。
【0012】
本発明の木粉含有樹脂成形体の製造方法は、溶融状態の熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲となるように混合して木粉含有熱可塑性樹脂組成物を形成する工程と、該木粉含有熱可塑性樹脂組成物に、超臨界状態の流体を該木粉含有熱可塑性樹脂組成物の0.05〜2質量%の範囲で加圧下に含浸する工程と、該超臨界状態の流体が含浸された該木粉含有熱可塑性樹脂組成物を所定形状のキャビティに射出する工程と、該キャビティに射出された該木粉含有熱可塑性樹脂組成物の圧力が該流体の臨界圧力未満になったときに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を、該木粉含有熱可塑性樹脂組成物の温度の低下に伴う圧力の低減速度よりも大きな第1の速度で低減させる工程と、さらに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を第1の速度よりも小さな第2の速度で低減させる工程と、該木粉含有熱可塑性樹脂組成物の温度が、該熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度以下になる前に、該キャビティの容積を縮小して、該木粉含有熱可塑性樹脂組成物の圧力を増加させる工程とを備えることを特徴とする。このような製造方法によれば、本発明の木粉含有樹脂成形体を有利に製造することができる。
【0013】
本発明の木粉含有樹脂成形体の製造方法では、まず、溶融状態の熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲となるように混合して木粉含有熱可塑性樹脂組成物を形成する。前記木粉は、平均粒子径を1μm未満とするには特殊な装置を必要とし、平均粒子径が1000μmを超えると前記熱可塑性樹脂に混合すること自体難しくなるので、いずれも好ましくない。また、本発明の木粉含有樹脂成形体は、熱可塑性樹脂100重量部に対し、前記木粉の含有量が30重量部未満では該熱可塑性樹脂の樹脂量を低減する効果が十分ではなく、70重量部を超えると該木粉を該熱可塑性樹脂に混合すること自体難しくなるので、いずれも好ましくない。
【0014】
次に、木粉含有熱可塑性樹脂組成物に、超臨界状態の流体を前記木粉含有熱可塑性樹脂組成物の0.05〜2質量%の範囲で加圧下に含浸する。超臨界状態の流体の含浸量は、前記木粉含有熱可塑性樹脂組成物の0.05質量%未満では、該木粉含有熱可塑性樹脂組成物に射出成形に十分な流動性を付与することができない。また、超臨界状態の流体の含浸量は、前記木粉含有熱可塑性樹脂組成物の2質量%を超えると、得られた樹脂成形体において巨大な気泡の発生を妨げることができない。
【0015】
次に、超臨界状態の流体が含浸された木粉含有熱可塑性樹脂組成物を所定形状のキャビティに射出する。このようにすると、前記木粉含有熱可塑性樹脂組成物は、前記キャビティ内で、前記超臨界状態の流体の臨界圧力以上の最大圧力に達した後、該木粉含有熱可塑性樹脂組成物自体の温度の低下と共に、次第に圧力が降下する。そして、前記圧力が、前記超臨界状態の流体の臨界圧力以下になると、該流体が発泡し気泡の形成が始まり、第1の発泡層が形成される。
【0016】
次に、キャビティに射出された該木粉含有熱可塑性樹脂組成物の圧力が該流体の臨界圧力未満になったときに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を、該木粉含有熱可塑性樹脂組成物の温度の低下に伴う圧力の低減速度よりも大きな第1の速度で低減させる。このようにすると、第1の発泡層中に、第1の発泡層よりも平均孔径の小さな気泡が形成され、該気泡を備える第2の発泡層が形成される。
【0017】
次に、さらに前記キャビティの容積を拡大して、前記木粉含有熱可塑性樹脂組成物の圧力を、第1の速度よりも小さな第2の速度で低減させる。ここで、第2の速度は、第1の速度よりも小さければよく、前記木粉含有熱可塑性樹脂組成物の温度の低下に伴う圧力の低減速度より大きくてもよく小さくてもよい。このようにすると、第2の発泡層よりも内部の第1の発泡層中の気泡が成長し、第1の発泡層よりも平均孔径の大きな気泡が形成されるが、該気泡の一部には巨大化するものがある。
【0018】
そこで、該木粉含有熱可塑性樹脂組成物の温度が、該熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度以下になる前に、前記キャビティの容積を縮小して、該木粉含有熱可塑性樹脂組成物の圧力を増加させる。このようにすると、第1の発泡層よりも平均孔径の大きな気泡の一部の巨大化したものが圧縮されて微細化し、第2の発泡層よりも内部に第1の発泡層より平均孔径の大きな気泡を備える第3の発泡層が形成される。前記木粉含有熱可塑性樹脂組成物は、温度が該熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度(Tg+70℃)以下になると、実質的に固化するため、前記キャビティの容積を縮小しても巨大化した気泡を微細化することができない。
【0019】
この結果、前記構成を備える木粉含有樹脂成形体を得ることができる。
【0020】
本発明の木粉含有樹脂成形体の製造方法において、前記超臨界状態の流体としては、二酸化炭素または窒素を用いることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の木粉含有樹脂成形体の構成を示す説明的断面図。
【図2】本発明の木粉含有樹脂成形体の製造に用いる射出成形装置の一構成例を示す説明的断面図。
【図3】本発明の木粉含有樹脂成形体の製造方法を示すグラフ。
【発明を実施するための形態】
【0022】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。
【0023】
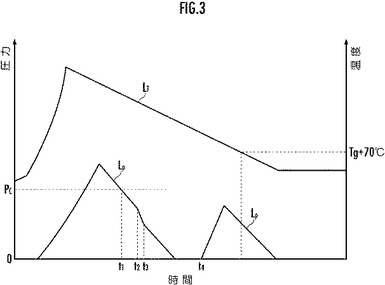
図1に示すように、本実施形態の木粉含有樹脂成形体1は、木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層2と、内部に形成された発泡層3とを備えている。そして、発泡層3は、さらに、表面に近い側から順に、第1の発泡層3aと、第1の発泡層より平均孔径の小さな気泡を備える第2の発泡層3bと、第1の発泡層より平均孔径の大きな気泡を備える第3の発泡層3cとから構成されている。
【0024】
第1の発泡層3aは、平均径が10〜100μmの気泡を備えており、第2の発泡層3bは平均径が5〜50μmの気泡を備えている。また、第3の発泡層3cは平均径が20〜500μmの気泡を備えている。前記発泡層3の気泡の平均径は、例えば、木粉含有樹脂成形体1の断面を電子顕微鏡により観察し、各気泡の最大径の平均値を求めることにより得ることができる。
【0025】
木粉含有樹脂成形体1を構成する熱可塑性樹脂は、それ自体公知のものを用いることができ、例えば、ポリエチレン、ポリプロピレン、ポリエステル、ポリ乳酸等を挙げることができる。
【0026】
一方、木粉含有樹脂成形体1に含有される木粉としては、ヒノキ、スギ、マツ、アスナロ、ニオイヒバ、木曽ヒノキ、青森ヒバ、ローソンヒノキ、ベニヒ、ベイヒバ、タイワンヒノキ、ヌマヒノキ、ホソイトスギ等を用いることができる。前記木粉は、溶融状態の前記熱可塑性樹脂に均一に混合するために、平均粒子径が1〜1000μmの範囲である必要があり、好ましくは10〜500μmの範囲である。このような木粉は、例えば、木片をボールミルに投入して粉砕する等のようにして得ることができる。
【0027】
木粉含有樹脂成形体1は、前記熱可塑性樹脂100重量部に対し、前記範囲の平均粒子径を備える前記木粉を30〜70重量部の範囲、好ましくは40〜60重量部の範囲で含んでいる。
【0028】
この結果、木粉含有樹脂成形体1は、樹脂量を低減して軽量化することができると共に、優れた強度を得ることができる。木粉含有樹脂成形体1は、天然の木材の風合いを備えており、例えば、床材、家具、電化製品の枠体、自動車内装部品、浴槽の蓋、トイレ壁材、キッチン部材等の用途に用いることができる。
【0029】
次に、木粉含有樹脂成形体1の製造方法について説明する。
【0030】
木粉含有樹脂成形体1は、例えば、図2に示す射出成形装置11を用いて製造することができる。
【0031】
図2に示す射出成形装置11は、シリンダー12と、シリンダー12により熱可塑性樹脂が射出される金型13とを備えている。シリンダー12は、モータ14により回転駆動される回転軸部15を内部に備えると共に、熱可塑性樹脂及び木粉を供給するホッパー16と、超臨界状態の流体を供給する超臨界流体供給部17とを備えている。
【0032】
ホッパー16はシリンダー12の金型13と反対側の端部付近に備えられ、超臨界流体供給部17はホッパー16の下流側でシリンダー12の中央部付近に備えられている。超臨界流体供給部17は、超臨界状態の流体を発生させる超臨界流体発生装置18と、超臨界流体発生装置18で発生された超臨界状態の流体をシリンダー12に向けて搬送する流体導管19と、流体導管19の途中に介装された計量装置20とを備える。流体導管19は遮断弁21を介してシリンダー12に接続されている。
【0033】
また、シリンダー12は、金型13側の先端にノズル22を備えると共に、外周面に複数の加熱装置23aを備えている。ノズル22は、外周面に加熱装置23bを備えると共に、遮断弁24を介して金型13に接続されている。
【0034】
回転軸15は、金型13と反対側の端部でモータ14に接続されると共に、外周面に設けられた螺旋状のスクリュー25と、金型13側の最先端部に設けられたスクリューヘッド26とを備えている。スクリュー25は、基端側連続スクリュー25aと、不連続スクリュー25bと、先端側連続スクリュー25cとからなる。
【0035】
基端側連続スクリュー25aは、モータ14側の端部から、ホッパー16の下部を通って超臨界流体供給部17の下部の手前までの部分に設けられている。また、不連続スクリュー25bは、超臨界流体供給部17の下方部分に設けられ、回転軸15の周方向に沿って複数の不連続部を備えている。そして、先端側連続スクリュー25cは、不連続スクリュー25bとスクリューヘッド26との間に設けられている。
【0036】
金型13は、木粉含有樹脂成形体1の外側形状に沿う形状の凹部27を備える固定型28と、凹部27に嵌合されてキャビティ29を形成する凸部30を備える可動型31とからなる。固定型28は、シリンダー12に連通するスプルー32と、スプルー32に連通すると共に、ゲート33を介してキャビティ29に連通するランナー34を備えている。
【0037】
一方、可動型31は、凸部30を支持する支持基盤35と、支持基盤35をキャビティ29方向に進退させるピストンロッド36とを備えている。ピストンロッド36は、図示しないシリンダ等の外部駆動源に接続されている。
【0038】
射出成形装置11は、可動型31の凸部30を固定型28の凹部27に嵌合してキャビティ29を形成した状態で、ピストンロッド36により支持基盤35を介して凸部30をキャビティ29方向に進退させることができる。この結果、凸部30をキャビティ29に対して後退させることにより、キャビティ29の容積を拡大(コアバック)することができ、凸部30をキャビティ29に対して前進させることにより、キャビティ29の容積を縮小(コアプッシュ)することができる。
【0039】
射出成形装置11では、まず、ホッパー16からシリンダー12内に、前記熱可塑性樹脂を投入する。前記熱可塑性樹脂は、シリンダー12内で加熱装置23aの加熱下に連続スクリュー25aで攪拌されることにより溶融し、溶融樹脂を形成する。
【0040】
次に、ホッパー16からシリンダー12内に、前記木粉を投入する。前記木粉の投入量は、前記熱可塑性樹脂100重量部に対し、例えば30〜70重量部の範囲である。尚、前記木粉は、予め前記熱可塑性樹脂と混合してペレットとしておき、該ペレットをホッパー16からシリンダー12内に投入するようにしてもよい。
【0041】
前記木粉は、シリンダー12内で加熱装置23aの加熱下に連続スクリュー25aで攪拌されることにより、前記溶融樹脂に均一に混合され、溶融状態の木粉含有熱可塑性樹脂組成物(以下、「木粉含有溶融樹脂」と略記する)が形成される。前記のように形成された木粉含有溶融樹脂は、連続スクリュー25aにより、金型13方向に搬送される。
【0042】
次に、超臨界流体供給部17から、前記木粉含有溶融樹脂の0.05〜2質量%の範囲の超臨界状態の流体を供給し、加圧下に該木粉含有溶融樹脂に含浸する。前記流体としては、二酸化炭素または窒素を用いることができる。
【0043】
前記超臨界状態の流体は、超臨界流体供給部17の下方部分に設けられた不連続スクリュー25bにより攪拌され、前記溶融樹脂と十分に混合され、含浸せしめられる。この結果、スクリューヘッド26とノズル22との間のシリンダー12内に、前記木粉含有溶融樹脂に前記超臨界状態の流体が含浸せしめられる。このとき、前記木粉含有溶融樹脂は、発泡のための核が未形成の状態にある。
【0044】
次に、前記超臨界状態の流体が含浸せしめられた前記木粉溶融樹脂をノズル22から、スプルー32、ランナー34、ゲート33を介してキャビティ29に射出する。このとき、キャビティ29は、凸部30が所定量前進せしめられることにより所定の容積とされている。
【0045】
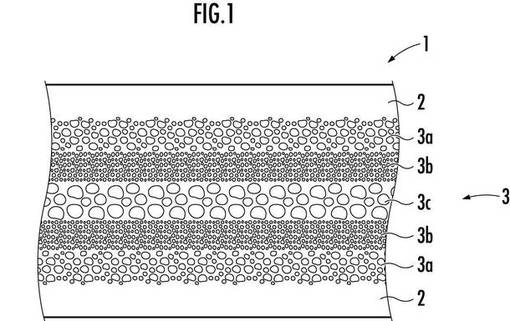
前記木粉含有溶融樹脂の温度LTは、図3に示すように、キャビティ29に射出された後、所定時間を経過するまでは上昇するが、その後下降に転じる。また、前記木粉含有溶融樹脂の圧力Lpは、前記温度の上昇に伴って上昇し一旦は臨界圧力Pcを超える。しかし、前記温度の下降開始後、前記木粉含有溶融樹脂の圧力Lpもまた下降に転じる。
【0046】
そして、図3に示す時間t1で前記木粉含有溶融樹脂の圧力Lpが臨界圧力Pcよりも低くなると、含浸されている超臨界状態の流体が非超臨界状態となって気泡を生じ、該木粉含有溶融樹脂中に第1の発泡体層3aを形成する。また、前記木粉含有溶融樹脂のキャビティ29の内壁に接する部分には、非発泡層2が形成される。
【0047】
次に、時間t1から所定の時間が経過したならば、時間t2において、ピストンロッド36により支持基盤35を介して凸部30をキャビティ29から所定量だけ後退させる。この結果、キャビティ29の容積が拡大され、前記木粉含有溶融樹脂の圧力Lpが、該木粉含有溶融樹脂の温度LTの低下に伴う圧力Lpの低減速度よりも大きな第1の速度で低減される。前記第1の速度は、例えば50〜100MPa/秒の範囲とする。このようにすると、第1の発泡体層3a中に、第1の発泡体層3aよりも気泡の平均孔径の小さい第2の発泡層3bが形成される。
【0048】
次に、前記木粉含有溶融樹脂の圧力Lpを第1の速度で低減させる操作を所定時間行った後、時間t3において、ピストンロッド36により支持基盤35を介して凸部30をキャビティ29からさらに所定量だけ後退させる。この結果、キャビティ29の容積がさらに拡大され、前記木粉含有溶融樹脂の圧力Lpが、第2の速度で低減される。
【0049】
前記第2の速度は、第1の速度より小さく、例えば5〜30MPa/秒の範囲とする。このようにすると、第2の発泡体層3bより内側に、第1の発泡体層3aよりも平均孔径の大きい気泡を備える層が形成される。
【0050】
ところで、前記木粉含有溶融樹脂の圧力Lpを第2の速度で低減させる操作を行った後、そのまま該木粉含有溶融樹脂を固化させると、該木粉含有溶融樹脂温度LTの低下に伴って第2の発泡層3bより内側の層の気泡が巨大化する。そして、この場合、巨大化した気泡により得られた木粉含有樹脂成形体1の強度が損なわれる虞がある。
【0051】
そこで、次に、前記木粉含有溶融樹脂の温度LTが前記熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度以下になる前の時間t4において、ピストンロッド36により支持基盤35を介して凸部30をキャビティ29に対して所定量だけ前進させる。この結果、キャビティ29の容積が縮小され、前記木粉含有溶融樹脂の圧力Lpが増加される。
【0052】
このようにすると、第2の発泡層3bより内側で巨大化した気泡が圧縮されて、微細化し、第1の発泡体層3aよりも平均孔径の大きい気泡を備え、巨大化した気泡の無い第3の発泡体層3cが形成される。
【0053】
その後、前記木粉含有溶融樹脂の温度LT及び圧力Lpを自然に降下させ、該木粉含有溶融樹脂を固化させることにより、図1に示す構成を備える木粉含有樹脂成形体1を得ることができる。
【符号の説明】
【0054】
1…木粉含有樹脂成形体、 2…非発泡層、 3a…第1の発泡層、 3b…第2の発泡層、 3c…第3の発泡層、 11…射出成形装置、 29…キャビティ。
【技術分野】
【0001】
本発明は、木粉を含有する樹脂成形体及びその製造方法に関する。
【背景技術】
【0002】
近年、檜、杉等の木粉をポリエチレン、ポリプロピレン等の熱可塑性樹脂に含有させた木粉含有樹脂成形体が検討されている。前記木粉含有樹脂成形体は、前記木粉を含有することにより、熱可塑性樹脂を減量することができ、また、所定量以上の前記木粉を含有する場合には、一般廃棄物として焼却処理することが可能になる。ところが、前記熱可塑性樹脂は、木粉を含有する比率が高くなるほど溶融状態において流動性が低く、そのままでは射出成形することが難しいという問題がある。
【0003】
そこで、前記問題を解決するために、溶融状態のポリエチレン、ポリプロピレン等の熱可塑性樹脂組成物に、木粉を含有させると共に、超臨界状態の流体を加圧下で含浸させて、射出成形を行う技術が提案されている(例えば特許文献1参照)。
【0004】
前記技術によれば、前記超臨界状態の流体を含浸させることにより溶融状態の熱可塑性樹脂組成物の流動性を向上させることができるので、該熱可塑性樹脂が高い比率で木粉を含んでいても射出成形を行うことができる。
【0005】
一方、前記超臨界状態の流体を含浸させた熱可塑性樹脂は、キャビティ内に射出された後、圧力が低下して該流体の臨界圧力以下になると、該流体が発泡し、得られた木粉含有樹脂成形体の内部に微小な気泡からなる発泡層を形成する。この結果、得られた木粉含有樹脂成形体は、内部に前記発泡層が形成されていると共に、表面に非発泡層が形成されている。
【0006】
そこで、前記溶融状態の熱可塑性樹脂組成物をキャビティ内に射出した後、キャビティの容積を拡大して該熱可塑性樹脂組成物の圧力を低減させ、前記流体を積極的に発泡させることにより、得られた木粉含有樹脂成形体の軽量化を図ることが提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2008−24914号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、前記木粉含有樹脂成形体では、キャビティの容積を拡大して熱可塑性樹脂組成物の圧力を低減させると、前記発泡層に含まれる気泡の一部が巨大化することがあり、十分な機械的強度を得られないことがあるという不都合がある。
【0009】
そこで、本発明は、かかる不都合を解消して、熱可塑性樹脂を減量し、軽量化することができると共に、優れた機械的強度を備える木粉含有樹脂成形体及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
かかる目的を達成するために、本発明は、木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層と内部に形成された発泡層とを備える木粉含有樹脂成形体において、該木粉含有樹脂成形体は、熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲で含むと共に、該発泡層は、表面に近い側から順に、第1の発泡層と、第1の発泡層より平均孔径の小さな気泡を備える第2の発泡層と、第1の発泡層より平均孔径の大きな気泡を備える第3の発泡層とからなることを特徴とする。
【0011】
本発明の木粉含有樹脂成形体は、平均粒子径が前記範囲にある木粉を前記範囲の量で含むことにより、前記熱可塑性樹脂の樹脂量を低減することができる。また、本発明の木粉含有樹脂成形体は、前記第1〜第3の発泡層を備えることにより、軽量化することができると共に、気泡の巨大化を防止して優れた機械的強度を得ることができる。
【0012】
本発明の木粉含有樹脂成形体の製造方法は、溶融状態の熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲となるように混合して木粉含有熱可塑性樹脂組成物を形成する工程と、該木粉含有熱可塑性樹脂組成物に、超臨界状態の流体を該木粉含有熱可塑性樹脂組成物の0.05〜2質量%の範囲で加圧下に含浸する工程と、該超臨界状態の流体が含浸された該木粉含有熱可塑性樹脂組成物を所定形状のキャビティに射出する工程と、該キャビティに射出された該木粉含有熱可塑性樹脂組成物の圧力が該流体の臨界圧力未満になったときに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を、該木粉含有熱可塑性樹脂組成物の温度の低下に伴う圧力の低減速度よりも大きな第1の速度で低減させる工程と、さらに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を第1の速度よりも小さな第2の速度で低減させる工程と、該木粉含有熱可塑性樹脂組成物の温度が、該熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度以下になる前に、該キャビティの容積を縮小して、該木粉含有熱可塑性樹脂組成物の圧力を増加させる工程とを備えることを特徴とする。このような製造方法によれば、本発明の木粉含有樹脂成形体を有利に製造することができる。
【0013】
本発明の木粉含有樹脂成形体の製造方法では、まず、溶融状態の熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲となるように混合して木粉含有熱可塑性樹脂組成物を形成する。前記木粉は、平均粒子径を1μm未満とするには特殊な装置を必要とし、平均粒子径が1000μmを超えると前記熱可塑性樹脂に混合すること自体難しくなるので、いずれも好ましくない。また、本発明の木粉含有樹脂成形体は、熱可塑性樹脂100重量部に対し、前記木粉の含有量が30重量部未満では該熱可塑性樹脂の樹脂量を低減する効果が十分ではなく、70重量部を超えると該木粉を該熱可塑性樹脂に混合すること自体難しくなるので、いずれも好ましくない。
【0014】
次に、木粉含有熱可塑性樹脂組成物に、超臨界状態の流体を前記木粉含有熱可塑性樹脂組成物の0.05〜2質量%の範囲で加圧下に含浸する。超臨界状態の流体の含浸量は、前記木粉含有熱可塑性樹脂組成物の0.05質量%未満では、該木粉含有熱可塑性樹脂組成物に射出成形に十分な流動性を付与することができない。また、超臨界状態の流体の含浸量は、前記木粉含有熱可塑性樹脂組成物の2質量%を超えると、得られた樹脂成形体において巨大な気泡の発生を妨げることができない。
【0015】
次に、超臨界状態の流体が含浸された木粉含有熱可塑性樹脂組成物を所定形状のキャビティに射出する。このようにすると、前記木粉含有熱可塑性樹脂組成物は、前記キャビティ内で、前記超臨界状態の流体の臨界圧力以上の最大圧力に達した後、該木粉含有熱可塑性樹脂組成物自体の温度の低下と共に、次第に圧力が降下する。そして、前記圧力が、前記超臨界状態の流体の臨界圧力以下になると、該流体が発泡し気泡の形成が始まり、第1の発泡層が形成される。
【0016】
次に、キャビティに射出された該木粉含有熱可塑性樹脂組成物の圧力が該流体の臨界圧力未満になったときに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を、該木粉含有熱可塑性樹脂組成物の温度の低下に伴う圧力の低減速度よりも大きな第1の速度で低減させる。このようにすると、第1の発泡層中に、第1の発泡層よりも平均孔径の小さな気泡が形成され、該気泡を備える第2の発泡層が形成される。
【0017】
次に、さらに前記キャビティの容積を拡大して、前記木粉含有熱可塑性樹脂組成物の圧力を、第1の速度よりも小さな第2の速度で低減させる。ここで、第2の速度は、第1の速度よりも小さければよく、前記木粉含有熱可塑性樹脂組成物の温度の低下に伴う圧力の低減速度より大きくてもよく小さくてもよい。このようにすると、第2の発泡層よりも内部の第1の発泡層中の気泡が成長し、第1の発泡層よりも平均孔径の大きな気泡が形成されるが、該気泡の一部には巨大化するものがある。
【0018】
そこで、該木粉含有熱可塑性樹脂組成物の温度が、該熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度以下になる前に、前記キャビティの容積を縮小して、該木粉含有熱可塑性樹脂組成物の圧力を増加させる。このようにすると、第1の発泡層よりも平均孔径の大きな気泡の一部の巨大化したものが圧縮されて微細化し、第2の発泡層よりも内部に第1の発泡層より平均孔径の大きな気泡を備える第3の発泡層が形成される。前記木粉含有熱可塑性樹脂組成物は、温度が該熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度(Tg+70℃)以下になると、実質的に固化するため、前記キャビティの容積を縮小しても巨大化した気泡を微細化することができない。
【0019】
この結果、前記構成を備える木粉含有樹脂成形体を得ることができる。
【0020】
本発明の木粉含有樹脂成形体の製造方法において、前記超臨界状態の流体としては、二酸化炭素または窒素を用いることができる。
【図面の簡単な説明】
【0021】
【図1】本発明の木粉含有樹脂成形体の構成を示す説明的断面図。
【図2】本発明の木粉含有樹脂成形体の製造に用いる射出成形装置の一構成例を示す説明的断面図。
【図3】本発明の木粉含有樹脂成形体の製造方法を示すグラフ。
【発明を実施するための形態】
【0022】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。
【0023】
図1に示すように、本実施形態の木粉含有樹脂成形体1は、木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層2と、内部に形成された発泡層3とを備えている。そして、発泡層3は、さらに、表面に近い側から順に、第1の発泡層3aと、第1の発泡層より平均孔径の小さな気泡を備える第2の発泡層3bと、第1の発泡層より平均孔径の大きな気泡を備える第3の発泡層3cとから構成されている。
【0024】
第1の発泡層3aは、平均径が10〜100μmの気泡を備えており、第2の発泡層3bは平均径が5〜50μmの気泡を備えている。また、第3の発泡層3cは平均径が20〜500μmの気泡を備えている。前記発泡層3の気泡の平均径は、例えば、木粉含有樹脂成形体1の断面を電子顕微鏡により観察し、各気泡の最大径の平均値を求めることにより得ることができる。
【0025】
木粉含有樹脂成形体1を構成する熱可塑性樹脂は、それ自体公知のものを用いることができ、例えば、ポリエチレン、ポリプロピレン、ポリエステル、ポリ乳酸等を挙げることができる。
【0026】
一方、木粉含有樹脂成形体1に含有される木粉としては、ヒノキ、スギ、マツ、アスナロ、ニオイヒバ、木曽ヒノキ、青森ヒバ、ローソンヒノキ、ベニヒ、ベイヒバ、タイワンヒノキ、ヌマヒノキ、ホソイトスギ等を用いることができる。前記木粉は、溶融状態の前記熱可塑性樹脂に均一に混合するために、平均粒子径が1〜1000μmの範囲である必要があり、好ましくは10〜500μmの範囲である。このような木粉は、例えば、木片をボールミルに投入して粉砕する等のようにして得ることができる。
【0027】
木粉含有樹脂成形体1は、前記熱可塑性樹脂100重量部に対し、前記範囲の平均粒子径を備える前記木粉を30〜70重量部の範囲、好ましくは40〜60重量部の範囲で含んでいる。
【0028】
この結果、木粉含有樹脂成形体1は、樹脂量を低減して軽量化することができると共に、優れた強度を得ることができる。木粉含有樹脂成形体1は、天然の木材の風合いを備えており、例えば、床材、家具、電化製品の枠体、自動車内装部品、浴槽の蓋、トイレ壁材、キッチン部材等の用途に用いることができる。
【0029】
次に、木粉含有樹脂成形体1の製造方法について説明する。
【0030】
木粉含有樹脂成形体1は、例えば、図2に示す射出成形装置11を用いて製造することができる。
【0031】
図2に示す射出成形装置11は、シリンダー12と、シリンダー12により熱可塑性樹脂が射出される金型13とを備えている。シリンダー12は、モータ14により回転駆動される回転軸部15を内部に備えると共に、熱可塑性樹脂及び木粉を供給するホッパー16と、超臨界状態の流体を供給する超臨界流体供給部17とを備えている。
【0032】
ホッパー16はシリンダー12の金型13と反対側の端部付近に備えられ、超臨界流体供給部17はホッパー16の下流側でシリンダー12の中央部付近に備えられている。超臨界流体供給部17は、超臨界状態の流体を発生させる超臨界流体発生装置18と、超臨界流体発生装置18で発生された超臨界状態の流体をシリンダー12に向けて搬送する流体導管19と、流体導管19の途中に介装された計量装置20とを備える。流体導管19は遮断弁21を介してシリンダー12に接続されている。
【0033】
また、シリンダー12は、金型13側の先端にノズル22を備えると共に、外周面に複数の加熱装置23aを備えている。ノズル22は、外周面に加熱装置23bを備えると共に、遮断弁24を介して金型13に接続されている。
【0034】
回転軸15は、金型13と反対側の端部でモータ14に接続されると共に、外周面に設けられた螺旋状のスクリュー25と、金型13側の最先端部に設けられたスクリューヘッド26とを備えている。スクリュー25は、基端側連続スクリュー25aと、不連続スクリュー25bと、先端側連続スクリュー25cとからなる。
【0035】
基端側連続スクリュー25aは、モータ14側の端部から、ホッパー16の下部を通って超臨界流体供給部17の下部の手前までの部分に設けられている。また、不連続スクリュー25bは、超臨界流体供給部17の下方部分に設けられ、回転軸15の周方向に沿って複数の不連続部を備えている。そして、先端側連続スクリュー25cは、不連続スクリュー25bとスクリューヘッド26との間に設けられている。
【0036】
金型13は、木粉含有樹脂成形体1の外側形状に沿う形状の凹部27を備える固定型28と、凹部27に嵌合されてキャビティ29を形成する凸部30を備える可動型31とからなる。固定型28は、シリンダー12に連通するスプルー32と、スプルー32に連通すると共に、ゲート33を介してキャビティ29に連通するランナー34を備えている。
【0037】
一方、可動型31は、凸部30を支持する支持基盤35と、支持基盤35をキャビティ29方向に進退させるピストンロッド36とを備えている。ピストンロッド36は、図示しないシリンダ等の外部駆動源に接続されている。
【0038】
射出成形装置11は、可動型31の凸部30を固定型28の凹部27に嵌合してキャビティ29を形成した状態で、ピストンロッド36により支持基盤35を介して凸部30をキャビティ29方向に進退させることができる。この結果、凸部30をキャビティ29に対して後退させることにより、キャビティ29の容積を拡大(コアバック)することができ、凸部30をキャビティ29に対して前進させることにより、キャビティ29の容積を縮小(コアプッシュ)することができる。
【0039】
射出成形装置11では、まず、ホッパー16からシリンダー12内に、前記熱可塑性樹脂を投入する。前記熱可塑性樹脂は、シリンダー12内で加熱装置23aの加熱下に連続スクリュー25aで攪拌されることにより溶融し、溶融樹脂を形成する。
【0040】
次に、ホッパー16からシリンダー12内に、前記木粉を投入する。前記木粉の投入量は、前記熱可塑性樹脂100重量部に対し、例えば30〜70重量部の範囲である。尚、前記木粉は、予め前記熱可塑性樹脂と混合してペレットとしておき、該ペレットをホッパー16からシリンダー12内に投入するようにしてもよい。
【0041】
前記木粉は、シリンダー12内で加熱装置23aの加熱下に連続スクリュー25aで攪拌されることにより、前記溶融樹脂に均一に混合され、溶融状態の木粉含有熱可塑性樹脂組成物(以下、「木粉含有溶融樹脂」と略記する)が形成される。前記のように形成された木粉含有溶融樹脂は、連続スクリュー25aにより、金型13方向に搬送される。
【0042】
次に、超臨界流体供給部17から、前記木粉含有溶融樹脂の0.05〜2質量%の範囲の超臨界状態の流体を供給し、加圧下に該木粉含有溶融樹脂に含浸する。前記流体としては、二酸化炭素または窒素を用いることができる。
【0043】
前記超臨界状態の流体は、超臨界流体供給部17の下方部分に設けられた不連続スクリュー25bにより攪拌され、前記溶融樹脂と十分に混合され、含浸せしめられる。この結果、スクリューヘッド26とノズル22との間のシリンダー12内に、前記木粉含有溶融樹脂に前記超臨界状態の流体が含浸せしめられる。このとき、前記木粉含有溶融樹脂は、発泡のための核が未形成の状態にある。
【0044】
次に、前記超臨界状態の流体が含浸せしめられた前記木粉溶融樹脂をノズル22から、スプルー32、ランナー34、ゲート33を介してキャビティ29に射出する。このとき、キャビティ29は、凸部30が所定量前進せしめられることにより所定の容積とされている。
【0045】
前記木粉含有溶融樹脂の温度LTは、図3に示すように、キャビティ29に射出された後、所定時間を経過するまでは上昇するが、その後下降に転じる。また、前記木粉含有溶融樹脂の圧力Lpは、前記温度の上昇に伴って上昇し一旦は臨界圧力Pcを超える。しかし、前記温度の下降開始後、前記木粉含有溶融樹脂の圧力Lpもまた下降に転じる。
【0046】
そして、図3に示す時間t1で前記木粉含有溶融樹脂の圧力Lpが臨界圧力Pcよりも低くなると、含浸されている超臨界状態の流体が非超臨界状態となって気泡を生じ、該木粉含有溶融樹脂中に第1の発泡体層3aを形成する。また、前記木粉含有溶融樹脂のキャビティ29の内壁に接する部分には、非発泡層2が形成される。
【0047】
次に、時間t1から所定の時間が経過したならば、時間t2において、ピストンロッド36により支持基盤35を介して凸部30をキャビティ29から所定量だけ後退させる。この結果、キャビティ29の容積が拡大され、前記木粉含有溶融樹脂の圧力Lpが、該木粉含有溶融樹脂の温度LTの低下に伴う圧力Lpの低減速度よりも大きな第1の速度で低減される。前記第1の速度は、例えば50〜100MPa/秒の範囲とする。このようにすると、第1の発泡体層3a中に、第1の発泡体層3aよりも気泡の平均孔径の小さい第2の発泡層3bが形成される。
【0048】
次に、前記木粉含有溶融樹脂の圧力Lpを第1の速度で低減させる操作を所定時間行った後、時間t3において、ピストンロッド36により支持基盤35を介して凸部30をキャビティ29からさらに所定量だけ後退させる。この結果、キャビティ29の容積がさらに拡大され、前記木粉含有溶融樹脂の圧力Lpが、第2の速度で低減される。
【0049】
前記第2の速度は、第1の速度より小さく、例えば5〜30MPa/秒の範囲とする。このようにすると、第2の発泡体層3bより内側に、第1の発泡体層3aよりも平均孔径の大きい気泡を備える層が形成される。
【0050】
ところで、前記木粉含有溶融樹脂の圧力Lpを第2の速度で低減させる操作を行った後、そのまま該木粉含有溶融樹脂を固化させると、該木粉含有溶融樹脂温度LTの低下に伴って第2の発泡層3bより内側の層の気泡が巨大化する。そして、この場合、巨大化した気泡により得られた木粉含有樹脂成形体1の強度が損なわれる虞がある。
【0051】
そこで、次に、前記木粉含有溶融樹脂の温度LTが前記熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度以下になる前の時間t4において、ピストンロッド36により支持基盤35を介して凸部30をキャビティ29に対して所定量だけ前進させる。この結果、キャビティ29の容積が縮小され、前記木粉含有溶融樹脂の圧力Lpが増加される。
【0052】
このようにすると、第2の発泡層3bより内側で巨大化した気泡が圧縮されて、微細化し、第1の発泡体層3aよりも平均孔径の大きい気泡を備え、巨大化した気泡の無い第3の発泡体層3cが形成される。
【0053】
その後、前記木粉含有溶融樹脂の温度LT及び圧力Lpを自然に降下させ、該木粉含有溶融樹脂を固化させることにより、図1に示す構成を備える木粉含有樹脂成形体1を得ることができる。
【符号の説明】
【0054】
1…木粉含有樹脂成形体、 2…非発泡層、 3a…第1の発泡層、 3b…第2の発泡層、 3c…第3の発泡層、 11…射出成形装置、 29…キャビティ。
【特許請求の範囲】
【請求項1】
木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層と内部に形成された発泡層とを備える木粉含有樹脂成形体において、
該木粉含有樹脂成形体は、熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲で含むと共に、
該発泡層は、表面に近い側から順に、第1の発泡層と、第1の発泡層より平均孔径の小さな気泡を備える第2の発泡層と、第1の発泡層より平均孔径の大きな気泡を備える第3の発泡層とからなることを特徴とする木粉含有樹脂成形体。
【請求項2】
溶融状態の熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲となるように混合して木粉含有熱可塑性樹脂組成物を形成する工程と、
該木粉含有熱可塑性樹脂組成物に、超臨界状態の流体を該木粉含有熱可塑性樹脂組成物の0.05〜2質量%の範囲で加圧下に含浸する工程と、
該超臨界状態の流体が含浸された該木粉含有熱可塑性樹脂組成物を所定形状のキャビティに射出する工程と、
該キャビティに射出された該木粉含有熱可塑性樹脂組成物の圧力が該流体の臨界圧力未満になったときに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を、該木粉含有熱可塑性樹脂組成物の温度の低下に伴う圧力の低減速度よりも大きな第1の速度で低減させる工程と、
さらに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を第1の速度よりも小さな第2の速度で低減させる工程と、
該木粉含有熱可塑性樹脂組成物の温度が、該熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度以下になる前に、該キャビティの容積を縮小して、該木粉含有熱可塑性樹脂組成物の圧力を増加させる工程とを備えることを特徴とする木粉含有樹脂成形体の製造方法。
【請求項3】
請求項2記載の木粉含有樹脂成形体の製造方法において、前記超臨界状態の流体は、二酸化炭素または窒素であることを特徴とする木粉含有樹脂成形体の製造方法。
【請求項1】
木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層と内部に形成された発泡層とを備える木粉含有樹脂成形体において、
該木粉含有樹脂成形体は、熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲で含むと共に、
該発泡層は、表面に近い側から順に、第1の発泡層と、第1の発泡層より平均孔径の小さな気泡を備える第2の発泡層と、第1の発泡層より平均孔径の大きな気泡を備える第3の発泡層とからなることを特徴とする木粉含有樹脂成形体。
【請求項2】
溶融状態の熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲となるように混合して木粉含有熱可塑性樹脂組成物を形成する工程と、
該木粉含有熱可塑性樹脂組成物に、超臨界状態の流体を該木粉含有熱可塑性樹脂組成物の0.05〜2質量%の範囲で加圧下に含浸する工程と、
該超臨界状態の流体が含浸された該木粉含有熱可塑性樹脂組成物を所定形状のキャビティに射出する工程と、
該キャビティに射出された該木粉含有熱可塑性樹脂組成物の圧力が該流体の臨界圧力未満になったときに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を、該木粉含有熱可塑性樹脂組成物の温度の低下に伴う圧力の低減速度よりも大きな第1の速度で低減させる工程と、
さらに、該キャビティの容積を拡大して、該木粉含有熱可塑性樹脂組成物の圧力を第1の速度よりも小さな第2の速度で低減させる工程と、
該木粉含有熱可塑性樹脂組成物の温度が、該熱可塑性樹脂のガラス転位温度Tgに70℃を加えた温度以下になる前に、該キャビティの容積を縮小して、該木粉含有熱可塑性樹脂組成物の圧力を増加させる工程とを備えることを特徴とする木粉含有樹脂成形体の製造方法。
【請求項3】
請求項2記載の木粉含有樹脂成形体の製造方法において、前記超臨界状態の流体は、二酸化炭素または窒素であることを特徴とする木粉含有樹脂成形体の製造方法。
【図2】



【図3】
【図1】
【図3】
【図1】
【公開番号】特開2011−5811(P2011−5811A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2009−153439(P2009−153439)
【出願日】平成21年6月29日(2009.6.29)
【出願人】(504418028)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成21年6月29日(2009.6.29)
【出願人】(504418028)
【Fターム(参考)】
[ Back to top ]