
Fターム[4F206AB19]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 化学構造を特定したもの (606) | 有機化合物 (146)
Fターム[4F206AB19]の下位に属するFターム
炭化水素 (10)
ハロゲンを含む (7)
S、P、Siを含むもの (14)
不融性の樹脂(←架橋粒子) (6)
Fターム[4F206AB19]に分類される特許
1 - 20 / 109
射出成形用ポリプロピレン系樹脂組成物及びそれからなる射出成形体
樹脂組成物
【課題】機械的強度と耐熱性の良い薄肉成形品用として適した樹脂組成物の提供。
【解決手段】(A)ポリカーボネート系樹脂を含む熱可塑性樹脂、(B)流動性改良剤及び必要に応じて(C)難燃剤を含み、さらに(D)強化用長繊維を含む樹脂付着長繊維束を含む樹脂組成物であって、前記樹脂付着長繊維束が、(D)成分の強化用長繊維を長さ方向に揃えた状態で束ね、前記強化用長繊維の束に(A)成分及び(B)成分、さらに必要に応じて(C)成分を含む成分を溶融させた状態で付着させて一体化した後に、3〜30mmの長さに切断したものである、樹脂組成物。
(もっと読む)
複合体及びその製造方法
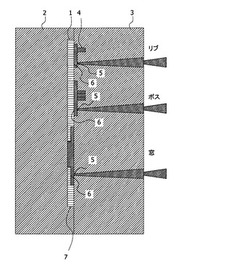
【課題】接着剤を用いずにマグネシウム−リチウム合金と樹脂組成物とを一体化させた複合体及びその製造方法を提供する。
【解決手段】金属部品1と樹脂組成物4の複合体7を次の工程を含む方法で製造する。金属部品1の基材はマグネシウム−リチウム合金である。まず、金属部品1の表面を、数平均内径10〜80nmの凹部で覆われた表面とする表面処理工程。次に、前記表面処理工程がなされた金属部品1を射出成形金型2、3にインサートし、樹脂組成物4に結晶核剤を少なくとも有する添加剤を含有させた上で、インサートされた金属部品1に射出接合させる接合工程。
(もっと読む)
合成樹脂製板状部材の強化方法

【課題】軽量でありながら強度も担保されており、車両用ドアの外板としても使用可能な合成樹脂製板状部材の強化方法を提供する。
【解決手段】合成樹脂製の板状部材11の内部に、繊維による3次元的な立体構造の補強シート20をインサート成形により配している。当該補強シートは、二枚のシート状繊維織物20a・20aの間に多数本の繊維体20bが架設された状態の3次元構造となっている。
(もっと読む)
射出成形方法
【課題】ポリ乳酸系樹脂、ポリリン酸塩難燃剤、及びホスファゼンを直接、射出成形装置に供給した場合において、これらの材料を均一に混合することができる射出成形方法を提供する。
【解決手段】ペレット状のポリ乳酸系樹脂50と、粉状のポリリン酸塩難燃剤52とホスファゼン化合物54とを、シリンダー14と、供給部40、圧縮部42、計量部44とを有するスクリュー16を備えた射出成形装置10に直接供給し、供給部では、ペレット状のポリ乳酸系樹脂と、粉状のポリリン酸塩難燃剤とホスファゼン化合物を砕いて混ぜながら圧縮部に送り出し、圧縮部では、ペレット状のポリ乳酸系樹脂と、粉状のポリリン酸塩難燃剤とホスファゼン化合物とを溶融し、溶融物を形成し、計量部では、溶融物を計量し、溶融物を射出成形装置からに金型30内に射出する。スクリューは、フライト16Bと、フライトの下流側の側面に隣接し、フライトより低い段差16Cを有する。
(もっと読む)
プロピレン系樹脂射出成形品
【課題】高い透明性を有し臭気のないプロピレン系樹脂射出成形品を提供する。
【解決手段】プロピレン系重合体A100重量部に対し、下記一般式1で示されるリン酸エステルナトリウム塩系造核剤B0.01〜0.5重量部と高級脂肪酸アルミニウム塩C0.01〜0.5重量部を含有するプロピレン系樹脂を射出成形する。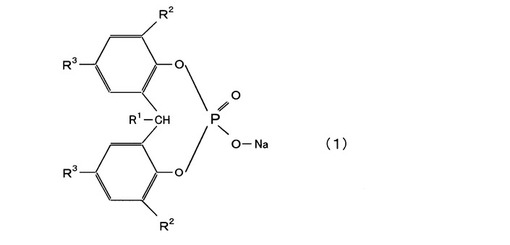 (もっと読む)
(もっと読む)
射出成形機
【課題】金型のキャビティへ射出充填される繊維強化熱可塑性樹脂に含まれた強化用繊維の破断を抑制すると共に分散性を高め、所定強度の成形体を得られるようにする。
【解決手段】射出ノズル11から型閉された金型のキャビティに熱可塑性樹脂と強化用繊維とからなる繊維強化熱可塑性樹脂を射出する射出成形機1であって、加熱シリンダ10、加熱シリンダ10内に回転可能に設けられたスクリュー12を備え、スクリュー12には、供給口16から供給されてきた繊維強化熱可塑性樹脂を射出ノズル11側へ移送させながら溶融・混練する圧縮部21、圧縮部21から搬送されてきた溶融・混練された繊維強化熱可塑性樹脂の計量が行われる計量部22を備え、計量部22と圧縮部20の間に強化用繊維を分散させるダルメージ部21を形成する。
(もっと読む)
樹脂成形体の製造方法
【課題】有機繊維及び熱可塑性樹脂を含有し、高い衝撃強度を有する成形体を製造することが可能な樹脂組成物成形体の製造方法を提供する。
【解決手段】有機繊維と、熱可塑性樹脂とを含有する樹脂組成物を、射出成形機を用いて可塑化する可塑化工程と、
前記可塑化工程によって可塑化された樹脂組成物を、金型キャビティ内に充填する充填工程と、
前記金型キャビティ内に充填された樹脂組成物を、70〜300MPaの保圧力で0.5〜60秒間保持する保圧工程とを有する樹脂成形体の製造方法。
(もっと読む)
塩化ビニル系樹脂組成物
【課題】加工時の発泡が抑制され、耐熱性、着色性、加工性に優れた成型品を得ることのできる塩化ビニル系樹脂組成物を提供する。
【解決手段】塩化ビニル系樹脂100質量部に対し、(a)BET比表面積が50m2/g以上である酸化マグネシウム0.01〜5質量部、および、(b)有機酸亜鉛塩0.01〜5質量部を含有することを特徴とする塩化ビニル系樹脂組成物である。さらに、(c)有機酸カルシウム塩を、塩化ビニル系樹脂100質量部に対し0.01〜5質量部含有することが好ましい。また、可塑剤を、塩化ビニル系樹脂100質量部に対し0〜10質量部含有することが好ましい。
(もっと読む)
レーザー溶着用光吸収樹脂組成物及び光吸収樹脂成形体、並びに光吸収樹脂成形体の製造方法
【課題】照射されたレーザー光を吸収し、均一な発熱を生じて安定したレーザー溶着をおこない、接合溶着部分が透明性を保持できるレーザー溶着用光吸収樹脂組成物、および、光吸収樹脂成形体を提供する。
【解決手段】30℃以上のガラス転移温度を持つ高分子分散剤と、レーザー光吸収微粒子とを含有するレーザー溶着用光吸収樹脂組成物であって、当該レーザー光吸収微粒子が、一般式SrVO3−X(但し、0≦X≦1)で表記されるメタバナジン酸ストロンチウム、一般式Sr(Ti,Nb)O3−X(但し、0≦X≦1)で表記されるニオブチタン酸ストロンチウム、一般式CaVO3−X(但し、0≦X≦1)で表記されるメタバナジン酸カルシウムの群から選択される1種以上の微粒子であることを特徴とするレーザー溶着用光吸収樹脂組成物。
(もっと読む)
有機繊維強化ポリオレフィン樹脂成形体の製造方法
【課題】長い有機繊維を用いて成形体を製造する場合であっても繊維塊の発生を抑制した有機繊維強化ポリオレフィン樹脂成形体の製造方法を提供すること。
【解決手段】残存する有機繊維の重量平均繊維長が4mm以上であり、成形体の厚みが3mm以下の有機繊維強化ポリオレフィン樹脂成形体の製造方法であって、前記有機繊維強化ポリオレフィン樹脂を溶融する溶融工程、溶融された前記有機繊維強化ポリオレフィン樹脂を一対の金型で構成する金型キャビティ内へキャビティクリアランスを変化させながら供給し充填する充填工程、および、前記有機繊維強化ポリオレフィン樹脂を冷却して、前記金型から取り出す取出工程、を含み、上記充填工程において、式(1)を満たす。
0.2≦C/L≦1.0 (1)
Cは、上記充填工程における前記キャビティクリアランスの最大値(mm)を表し、Lは、溶融工程前の前記樹脂中の有機繊維の重量平均繊維長(mm)を表す。
(もっと読む)
自動車部品用発泡成形体の製造方法およびその発泡成形体
【課題】比較的長い繊維長を有する有機繊維を用いた場合であっても繊維塊の発生を抑制ないし防止することができ、製品強度に優れ、外観良好な発泡成形体を得ることができる自動車部品用発泡成形体の製造方法を提供すること。
【解決手段】物理発泡剤を溶解した繊維強化ポリオレフィン樹脂組成物を、金型の金型キャビティ内に供給し、充填する充填工程、および、充填完了後、前記金型を所定量開くことにより前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程、を有し、前記充填工程において、前記繊維強化ポリオレフィン樹脂組成物の前記金型キャビティ内への供給が、前記金型を所定量開いた状態で開始され、前記繊維強化ポリオレフィン樹脂組成物を供給しながら、または供給完了後に前記金型を型締めすることにより前記繊維強化ポリオレフィン樹脂組成物を前記金型キャビティ内へ充填することを特徴とする自動車部品用発泡成形体の製造方法。
(もっと読む)
樹脂成形体の製造方法および製造システム、樹脂成形体、圧力容器
【課題】高いガスバリア性を有する樹脂成形体を簡便に製造する。
【解決手段】凹型と凸型とを有する金型に形成されたキャビティ内に成形材料を射出する射出工程S102と、金型を冷却し、成形材料が固化した成形中間体を形成する金型冷却工程S104と、金型を型開きし、成形中間体と密着する凸型を凹型から脱離させる型開工程S106と、凸型と成形中間体との間の気密性を維持しつつ、成形中間体の少なくとも一部を凸型から離型させる離型工程S108と、離型させた成形中間体と凸型との間に、凸型の温度よりも高い温度を有する温風を送気して、成形中間体を加熱する温風送気工程S110と、加熱された成形中間体を凸型とともに徐冷する徐冷工程S112と、を含む。
(もっと読む)
深絞り成形同時転写用二軸延伸ポリエテルフィルム
【課題】 深絞り成形性に優れ、光沢ムラの少ないマット調外観の成形品を得ることのできる深絞り用成形同時転写用二軸延伸ポリエテルフィルムを提供する。
【解決手段】 イソフタル酸単位を5〜25モル%含む共重合ポリエステルからなり、少なくとも一方の表面に平均粒子径2.0〜20μmの粒子を0.1〜10.0重量%含有する厚さ4.0〜20μmの粒子含有の共押出層を有することを特徴とする深絞り成形同時転写用二軸延伸ポリエテルフィルム。
(もっと読む)
射出成形方法
【課題】混練押出機を用いずに、射出成形装置で直接材料を溶融することで、樹脂の性能が劣化してしまうことなく、また、射出成形装置に材料のブロッキングが発生することを防止することができる射出成形方法を提供することができる。
【解決手段】少なくとも、ベース樹脂50と、常温で液体の有機化合物52と、無機充填剤54と、を材料とし、該材料を射出成形装置に供給し混練し溶融する射出成形方法であって、材料を射出成形装置に供給する前に混合する工程を有し、該工程では、ベース樹脂50に有機化合物52を最初に混合し、その後に無機充填剤54とその他の成分58を加えて混合する。
(もっと読む)
繊維強化樹脂の積層成形方法及び積層成形品
【課題】積層した層毎に繊維材の配合率が異なるとともに、意匠面の表面性に優れた繊維強化樹脂の積層成形方法及び、積層成形品を提供すること。
【解決手段】繊維材を含む溶融樹脂を充填して基材層を成形する第1の射出装置と、繊維材を含む溶融樹脂を充填して表層を成形する第2の射出装置とを用い、前記第1及び第2の射出装置に用いる樹脂成形材料が、積層成形品を成形する直前に所定量の、樹脂ペレットと、前記繊維材と、複数の添加剤とを混合手段により直接混ぜ合わされ、且つ繊維材の配合比率(重量含有率)を前記基材層及び前記表層それぞれで異なるようにした。
(もっと読む)
射出成形用樹脂組成物、成形体、及びその製造方法、並びに電気電子機器用筐体
【課題】流動特性、曲げ弾性率、曲げ強度、耐熱性(荷重たわみ温度)、耐衝撃性(シャルピー衝撃強度)、及び含水率の観点で優れた射出成形用樹脂組成物を提供する。
【解決手段】下記一般式(I)で表されるアミド系化合物と、難燃剤と、セルロースエステル系樹脂とを含有する射出成形用樹脂組成物。
(一般式(I)中、R1、R2、R3、及びR4は、それぞれ独立に、水素原子、脂肪族炭化水素基、又は芳香族炭化水素基を表す。R1、R2、R3、及びR4はさらに置換基を有しても良く、また、−O−、−S−、−NR6−、−CO−、−SO2−、及びこれらを組み合わせて得られる2価の基(R6は水素原子、または置換基を有していてもよい炭化水素基を表す。ただし、R6が複数個存在する場合には、それらは同一であってもよい)からなる群から選ばれる2価の基を1つ以上含んでいてもよい。)
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
成形体組立品
【課題】プラスチック樹脂に金属質感を表現することができる素材を添加せず、プラスチック樹脂それ自体で色相、光沢度、透明度、腐食パターンなどの要素を組み合わせて、金属質感を有する成形体組立品を提供する。
【解決手段】透明度が75〜99%である第1成形体、および透明度が0.1〜50%である第2成形体を組み立てて金属質感を有する成形体組立品が提供される。
(もっと読む)
木粉含有樹脂成形体及びその製造方法
【課題】熱可塑性樹脂を減量し、軽量化することができ、優れた機械的強度を備える木粉含有樹脂成形体及びその製造方法を提供する。
【解決手段】木粉含有樹脂成形体1は木粉を含む熱可塑性樹脂からなり、表面に形成された非発泡層2と内部に形成された発泡層3とを備える。木粉含有樹脂成形体1は、熱可塑性樹脂100重量部に対し、平均粒子径が1〜1000μmの範囲の木粉を、30〜70重量部の範囲で含む。発泡層3は、表面に近い側から順に、第1の発泡層3aと、第1の発泡層3aより平均孔径の小さな気泡を備える第2の発泡層3bと、第1の発泡層3aより平均孔径の大きな気泡を備える第3の発泡層3cとからなる。
(もっと読む)
1 - 20 / 109
[ Back to top ]