
国際特許分類[B29C45/70]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 型開き,型閉めまたはクランプ装置と組み合わせた,成形材料を可塑化もしくは均質化または型内に圧入するための手段 (217)
国際特許分類[B29C45/70]に分類される特許
1 - 10 / 217
パターン転写媒体製造装置、パターン転写媒体製造方法、ディスク状パターン転写媒体、パターン転写媒体
【課題】例えばバイオチップ等の微細な凹凸パターンの転写されたパターン転写媒体の製造に関してその成形精度を確保しつつ製造時間の短縮化を図る。
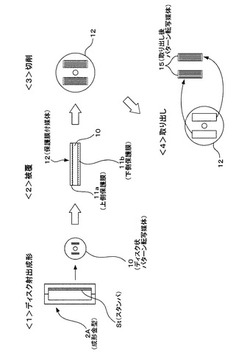
【解決手段】ディスク成形用金型とディスク状スタンパとを用いて光ディスクの基板生成と同様の射出成形プロセスを利用してディスク状パターン転写媒体を生成し、該ディスク状パターン転写媒体からパターン転写部の周囲を切削して所定形状のパターン転写媒体を得る。射出成形においてパターン転写媒体の形成材料を金型の中央部(つまりディスク中心部)より放射状に射出することができ、該形成材料を金型内の隅々まで行き渡らせ易くできる。これにより面内厚均一化のために要する圧力をランナー方式(角形成形)の場合よりも小さくでき、また面内厚均一化のために要する圧力印加時間もより短くできる。また光ディスクと同様の射出成形プロセスを利用することで、微細パターンの転写精度をランナー方式の場合よりも高めることができる。
(もっと読む)
燃料タンク用弁装置及びその製造方法

【課題】 燃料による膨潤を抑制することができる樹脂製の燃料タンク用弁装置及びその製造方法を提供する。
【解決手段】 燃料タンク用弁装置1であって、燃料タンク2の上壁3に形成された開口4に取り付けられ、燃料タンクの内部と外部とを連通する通路20及び通路に設けられた弁座16を有する筒状のケーシング6と、ケーシングの通路内に上下方向に変位可能に支持され、通路内に流入する燃料から浮力を受けて上下動し、上方に移動したときに弁座に着座して通路を閉塞するフロート7とを有し、フロートは、単一の結晶性熱可塑性樹脂から成形され、径方向において、外周面部33、内周面部34及び外周面部と内周面部との間の中間部35を有する円筒部22を有し、外周面部及び内周面部のそれぞれは、径方向に配向した結晶性熱可塑性樹脂の結晶部を中間部よりも多く含むことを特徴とする。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】ラックアンドピニオン機構20は、ピニオン22を中間金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により中間金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
射出成形方法及び射出成形装置
【課題】厚肉又は棒状の樹脂成形品を寸法精度よく容易に製造可能な射出成形方法及び射出成形装置を提供する。
【解決手段】金型2とコア3との間に形成するキャビティ4に樹脂を射出し、満充填させた後、キャビティの内圧を所定の圧力以上に維持しながら、再度又は複数回、コアを後退させてキャビティを形成して樹脂を射出する。先にキャビティ内に充填された樹脂は金型に接している表面から順次凝固し、同時に、所定圧力下で新規な樹脂が連続的に補充され、凝固時の収縮によるヒケの発生を安定的に抑えることができる。これらの工程は、最終形状を形成するまで行われるため、厚肉等の樹脂成形品の寸法精度が著しく向上する。さらにコアを後退させることで、発泡剤を含有する樹脂内部での発泡を促進させる工程を組み合わせることもできる。また、さらにコアを前進させることで、発泡による過度の膨張を抑止し、製品密度を高める工程を組み合わせることもできる。
(もっと読む)
透明フッ素樹脂成形体の製造方法及び透明フッ素樹脂成形体
【課題】透明性及び耐熱性に優れるフッ素樹脂成形体を比較的低コストで得ることができる製造方法、およびこの製造方法によって得られる、透明性及び耐熱性に優れる透明フッ素樹脂成形体を提供すること。
【解決手段】フッ素樹脂を主成分とする樹脂組成物の成形体に、前記フッ素樹脂の融点未満の温度T(℃)において下記式(1)の条件を満たす圧力Y(MPa)をかけるプレス工程を有する透明フッ素樹脂成形体の製造方法。前記プレス工程の後、電離放射線を照射して前記フッ素樹脂を架橋する架橋工程を有するとより好ましい。
logY≧―0.0069T+2.3 …(1)
(ただし、Y≦10^[5×(−0.0069T+2.3)])
(もっと読む)
発泡樹脂成形品成形用の金型構造
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を剥離して発泡層を露出させた発泡樹脂成形品を成形することができる発泡樹脂成形品成形用の金型構造を提供する。
【解決手段】発泡樹脂成形品成形用の金型10は、発泡樹脂成形品の本体部を成形するための本体部成形部10cと、本体部の表面に立設されるリブ部を成形するためのリブ部成形部10bとを有し、該リブ部成形部10bは、リブ部の立設方向に対してアンダーカット状に形成されるリブ部を成形するように形成され、金型10は、発泡樹脂成形品を成形した後に取り出す際に、リブ部成形部10bにリブ部を保持した状態でリブ部の立設方向にリブ部と本体部とを離間させることにより、リブ部に連続する本体部のスキン層を剥離して本体部の発泡層を露出させるように構成されている。
(もっと読む)
発泡パネル及びその成形方法
【課題】発泡パネルの剛性及び断熱性を高めるとともに、軽量化を実現する。
【解決手段】平面部13の表裏両面をソリッド部19で連続して構成し、ソリッド部19の反開放側の面に、突条17を突設し、ソリッド部19の内部に空間部23を設ける。空間部23に、ソリッド部19の表裏両面を橋絡する発泡層からなる橋絡部21を突条17に対応して設ける。
(もっと読む)
発泡樹脂成形品の製造方法、及び、その発泡樹脂成形品の接合構造
【課題】寸法、形状、形成位置の精度が良い取付け孔を備えた発泡樹脂成形品の製造方法と、その発泡樹脂成形品の接合構造を提供する。
【解決手段】可動金型D2は固定金型D1との対向型面に取付け孔4を形成するための突部50を有し、固定金型D1は可動金型D2との対向型面に前記突部50の先端を収容するための凹部51と取付け孔4の外周縁にリブ3を形成するための環状溝52とを有するものとする。発泡工程では可動金型D2を所定ストローク長L後退することにより、可動金型D2と固定金型D1との間に発泡スペースを形成し、発泡させることにより、取付け孔4とその外周縁のリブ3とを備えた発泡樹脂成形品1を成形する。半成形品10の段階で形成されたリブ3の先端部が固定金型D1の環状溝52から完全に抜け出ないことにより、その発泡時に生じる取付け孔4の径方向形状変形が防止される。
(もっと読む)
発泡成形体及びその製造方法並びに製造装置
【課題】表皮層の厚さを異ならせる。
【解決手段】本発明の発泡成形体の製造方法では、キャビティ型26の成形面26Aをコア型28の成形面28Aよりも高い温度にする。従って、キャビティ型26の成形面26Aと接する第一表皮層62の方がコア型28の成形面28Aと接する第二表皮層64よりも硬化が遅くなる。これにより、第一表皮層62を第二表皮層64よりも薄く形成することができる。つまり、表皮層(第一表皮層62と第二表皮層64)の厚さを異ならせることができる。
(もっと読む)
裏打ち付き繊維強化複合材料の製造方法
【課題】繊維強化複合材料シートに付属パーツを一体化させた一体成形物を提供する。
【解決手段】厚さ0.1mm〜1.5mmの繊維強化複合材料シートに、熱可塑性樹脂を含む裏打樹脂が射出成形またはプレス成形によって成形された、以下の1〜3の工程を含む一体成形物の製造方法。
1 熱可塑性樹脂の軟化温度以上に加熱した金型中に繊維強化複合材料シートを挿入し
2 金型中に裏打樹脂の注入を行い、
3 圧力を付与しつつ、金型を熱可塑性樹脂の固化温度以下に冷却し、一体成形物を得る
(もっと読む)
1 - 10 / 217
[ Back to top ]