
Fターム[4F206AA04]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリオレフィン (919) | ポリエチレン系 (194)
Fターム[4F206AA04]の下位に属するFターム
HDPE (31)
LDPE (9)
LLDPE (8)
EPM、EPDM、EPT (20)
エチレン−酢酸ビニル共重合体 (7)
Fターム[4F206AA04]に分類される特許
1 - 20 / 119
情報記録媒体収納用ケース
射出成形用ポリプロピレン系樹脂組成物及びそれからなる射出成形体
アルミ基材及びアルミ樹脂接合体の製造方法
【課題】アルミ基材と樹脂成形体との間において優れた接合強度を有するアルミ樹脂接合体の製造方法を提供する。
【解決手段】アルミニウム又はアルミニウム合金からなるアルミ基材の表面の一部又は全面を、塩化銅を含有する塩化銅水溶液でエッチング処理し、次いで、水酸化アルカリ水溶液を用いてアルカリ処理し、その後、酸水溶液を用いて酸処理して、このアルミ基材の表面に凹凸構造が形成された表面処理済アルミ基材、及びこれに樹脂成形体を接合させたアルミ樹脂接合体を製造する方法である。
(もっと読む)
複合成形品
【課題】金属とポリオレフィン系樹脂とを反応性接着剤を使用して接合する方法では、接着剤の保管や接着剤の塗布工程の管理のために所定の設備が必要になり、このような設備を有さない場合には製品の接合強度の安定化が得られない。
【解決手段】この発明に係る複合成形品は、金属と樹脂からなる複合成形品であって、金属は樹脂との接合面上の少なくとも一部にスズ化合物を担持し、樹脂は分子の少なくとも一部にヒドロキシル基を有するポリオレフィン系樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成される。
(もっと読む)
樹脂成形品およびその製造方法

【課題】樹脂成形品のステッチ模様をより本物らしくする。
【解決手段】樹脂成形品は、意匠面31側に突出する複数の糸目部34,36が表側に並べて形成された第1部材32と、糸目部34,36の突出端部を露出させた状態で第1部材32の表側を覆うように形成された第2部材44とを備えている。意匠面31をなす第2部材44の表面と該第2部材44から露出する糸目部34,36の突出端部とは互いに異なる色とされ、複数の糸目部34,36によって樹脂成形品の意匠面31にステッチ模様の縫い目が構成される。
(もっと読む)
金属−樹脂複合容器
【課題】金属部と樹脂部とを化学的かつ機械的に接合するとともに、樹脂からなる容器部の変形に耐えて剥離を確実に防止する。
【解決手段】フランジ部から突出するフランジ縦壁と、容器部から突出する容器縦壁とが互いに重なり合って一体に接合されてなり、フランジ縦壁に部分的に形成された凹部に容器縦壁に部分的に形成された凸部が係合した係合部を有する。係合部における凸部は、容器部に作用する重力に対して凹部で係止されるので、接合界面に剪断応力が作用するのが防止される。
(もっと読む)
射出成形による樹脂成形歯車の製造方法
【課題】収縮による歯車精度の悪化を伴うことなく、歯部への加圧状態を維持することが可能となる射出成形による樹脂成形歯車の製造方法を提供する。
【解決手段】リムの外周面に形成された歯部と、リムの内周面に延在するウェブと、ウェブの少なくとも一部に接合し中心軸の心部に形成されたボスに配設されたゲート部と、
を有する樹脂成形歯車を、射出成形によって一体成形する樹脂成形歯車の製造方法であって、
合成樹脂として溶融温度がTm℃の合成樹脂を用い、樹脂成形歯車を形成する金型のキャビティ内に、溶融温度Tm℃のもとで溶融した樹脂を射出充填する工程と、
ゲート部の固化時に、ウェブの肉厚中心温度T1を(Tm−20)℃以上、(Tm+20)℃以下で、歯部の表面温度T2を(T1−50)℃以下とする工程と、
キャビティ内の成形品表面温度がTm℃以下になるように冷却する工程と、を有する構成とする。
(もっと読む)
射出発泡用樹脂組成物、射出発泡成形体及び射出発泡成形体の製造方法
【課題】 内部セルが均一微細であり、高発泡倍率で軽量性に優れていることから、自動車内装材をはじめ、食品包装用容器や家電、建材用途に広く使用できる射出成形発泡用樹脂組成物、それよりなる発泡体及びその製造方法を提供する。
【解決手段】 少なくともポリプロピレン系樹脂、メルトフローレートが1g/10分以上10g/10分未満、溶融張力が150mN以上、歪硬化性を有し、密度が915kg/m3以上970kg/m3以下のポリエチレン系樹脂(A)、並びにアルケニル芳香族化合物単位含有ゴム及び密度が850kg/m3以上910kg/m3以下のエチレン−α−オレフィン系共重合体からなる群より選ばれる少なくとも1種以上の熱可塑性樹脂(B)を含有する樹脂組成物。
(もっと読む)
厚肉成形品の製造方法
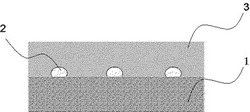
【課題】十分な機械的特性および良好な外観を得ることができる厚肉成形品の製造方法を提供する。
【解決手段】溶融した所定の合成樹脂Pを金型11内に射出する射出成形により、互いに積層された複数の層から成るとともに所定寸法以上の厚さを有する成形品1を製造する厚肉成形品の製造方法であって、他の層と積層すべき積層面2aに沿って延びかつ積層面2aに突設された複数のリブ4を有する第1次成形層2を、射出成形によって成形する第1次成形工程と、第1次成形層2の積層面2a側に積層するよう、第2次成形層3を射出成形によって成形する第2次成形工程と、を備え、第1次成形工程において、各リブ4の幅方向の両側の少なくとも一方に、第1次成形層2と第2次成形層3の積層方向に対し、所定の角度範囲で傾斜するテーパ面4aを有するように、第1次成形層2を成形する。
(もっと読む)
発泡成形装置及び発泡成形方法
【課題】カウンタープレッシャー法を採用した発泡成形において、発泡性樹脂の充填完了時等の所定の時期に、速やかにキャビティ内のガスを排出することにある。
【解決手段】発泡成形装置は、発泡性樹脂が射出されるキャビティを形成するための金型と、キャビティ内を加圧状態にするためにガスを圧入するためのガス圧入装置と、ガス圧入装置によりキャビティ内に圧入されたガスを大気に放出するために金型に形成されたガス放出口と、キャビティ内への発泡性樹脂の充填動作が行われている間はガス放出口を塞ぎ、設定されたガス放出時にガス放出口を開く放出口開閉機構と、を有する。
(もっと読む)
樹脂組成物およびその成形品
【課題】十分な引張降伏強度と曲げ弾性率、シャルピー衝撃強度を有し、衝撃強度のばらつきが少ないPET系樹脂組成物を得ることである。
【解決手段】ポリエチレンテレフタレート100重量部に対して、ポリエチレンを0.1〜20重量部、相溶化剤を0.1〜20重量部を混合してなり、前記相溶化剤はモノマーAとモノマーBの共重合体からなり、前記モノマーAは、エチレン、α−オレフィン、ブタジエン、イソプレン、ヘキサジエン、スチレン、スルホン化スチレンなどのスチレン化合物からなる群より選ばれた一つ以上のモノマーであり、前記モノマーBは不飽和カルボン酸、不飽和カルボン酸エステル、ビニルスルホン酸、脂肪酸ビニル、アクリロニトリル、マレイン酸変性オレフィン、無水マレイン酸変性オレフィン、ポリカプロラクトン変性オレフィンからなる群より選ばれた一つ以上のモノマーであることを特徴とする樹脂組成物である。
(もっと読む)
射出発泡成形体
【課題】射出発泡成形加工性、剛性ならびに発泡状態が良好で、表面の外観性に優れた射出発泡成形体を提供する。
【解決手段】密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、190℃におけるダイスウェルが1.30〜2.00であるポリエチレン系樹脂組成物を含んでなることを特徴とする射出発泡成形体。
(もっと読む)
多層回転成形品の配管用継手及びその製造方法並びに配管用継手と多層回転成形品の溶着方法
【課題】接着性良く取り付けることができ、かつ多層回転成形品が有する多層による特性を損なうことなく、取り付けることができる多層回転成形品の配管用継手及びその製造方法及びその溶着方法を得る。
【解決手段】多層回転成形品が、内側の第1の樹脂層と、外側の第2の樹脂層と、第1の樹脂層と第2の樹脂層との間の混合樹脂層とを備え、配管用継手6が、第1の樹脂層と同系統の樹脂から成形された筒状の内側樹脂層1と、第2の樹脂層と同系統の樹脂から成形され、内側樹脂層を覆う外側樹脂層2とを備え、多層回転成形品の孔部周辺の第2の樹脂層と溶着させるフランジ部3が外側樹脂層2に形成されており、多層回転成形品の孔部に嵌められる筒状部4が、内側樹脂層1と外側樹脂層2とから形成されており、孔部の第1の樹脂層と接する筒状部4の部分4aが、内側樹脂層1のみから形成されている。
(もっと読む)
雨水貯留槽用のブロック部材
【課題】「容リ材」廃プラスチックを用いた場合であっても、強度を確保することができる雨水貯留槽用のブロック部材を提供する。
【解決手段】ブロック部材1は、ベース部2から上方に突出した筒状の周壁30を有する脚部32を有する。この脚部32の周壁30を部分的に肉厚に形成した。
(もっと読む)
マイクロチップの製造方法及びマイクロチップ
【課題】複雑な流路パターンを有し、小型化、集積化したマイクロチップにおいて、未接合を防止する脱気孔を配置制限やスペース制限を受けることなく簡易に配置することができ、また流路パターンに適合するように簡易に配置することができるマイクロチップの製造方法を提供すること。
【解決手段】カバー用基材22をフィルム状とすることにより、相対的に厚いカバー部材を用いる場合に比べて加工性がよく、直径が小さい脱気孔23を容易に形成することができる。また、脱気孔23を成形以外の方法で形成することにより、脱気孔23の形成が比較的容易になる。さらに、フィルム状のカバー用基材22の厚み方向に、接合の際に閉塞可能な0.3mm以下の直径を持つ脱気孔23を設けることにより、配置制限やスペース制限を受けることなく簡易に所望の位置に脱気孔23を配置することができる。これにより、接合の際の位置合わせを容易にしつつ、効率的に未接合を防止することができる。
(もっと読む)
射出発泡成形材料及び射出発泡成形品
【課題】外観が良好であり、かつ剛性及び靭性に優れた射出発泡成形品を得ることができる射出発泡成形材料、並びに該射出発泡成形材料を用いた射出発泡成形品を提供する。
【解決手段】射出発泡成形材料は、1.5〜5.0倍の発泡倍率で射出発泡させて、射出発泡成形品を得るために用いられる。射出発泡成形材料は、ポリプロピレン系樹脂50〜90重量%と、ポリエチレン系樹脂4〜25重量%と、無機充填剤4〜25重量%と、分散剤0〜10重量%とを含む。射出発泡成形品Aは、上記射出発泡成形材料を1.5〜5.0倍の発泡倍率で射出発泡させることにより得られる。
(もっと読む)
粗面化ステンレス鋼板の製造方法、ならびにステンレス鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】ステンレス鋼板の種類や表面仕上げの種類を問わずにオーバーハング部を有するピットを形成することが可能であり、かつステンレス鋼板の耐食性を低下させない粗面化ステンレス鋼板の製造方法を提供すること。
【解決手段】平均粒子径が0.01〜40μmの範囲内の無機化合物粒子を、0.1〜25g/Lの濃度で塩化第二鉄水溶液中に分散させた処理液に、ステンレス鋼板を浸漬して、ステンレス鋼板の表面に複数のピットを形成する。形成されたピットのうち60個数%以上のピットは、ピット開口部の径D2に対するピット内部の最大径D1の比率D1/D2が1.05以上である。
(もっと読む)
注ぐことができる食品を包装するためのシート状包装材料に開封装置部を射出成形する装置及び方法
穴部9が設けられた多層シート状包装材料2に開封装置部3を射出成形する装置10であって、この装置の型穴は、カバー部分11の第1面11aに溶融プラスチック材料が満たされるようになっている第1チャンバ32と、溶融プラスチック材料で満たされて開封装置部の注ぎ口部13を形成するようになっている第2チャンバ33とを備え、装置はさらに環状リブ部41を備え、環状リブ部は狭い断面の通路部42の範囲を定めており、通路部は、第1及び第2チャンバを連結し、引き裂き可能な薄膜連結部分19の範囲を画定し、環状リブ部は、第1チャンバ側において第1環状表面43によって境界が定められており、第1環状表面は軸線Bに平行であり、鋭利な縁部46を形成しており、カバー部分は、プラスチック材料の圧力によって、鋭利な縁部に押しつけられて引き伸ばされる。 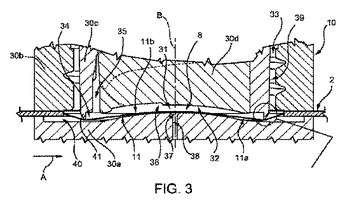 (もっと読む)
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。 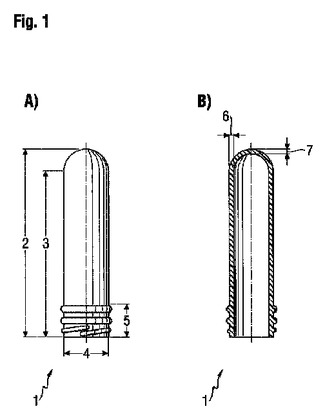 (もっと読む)
(もっと読む)
エレクトロフュージョン継手製造用の金型
【課題】金型設置作業に伴い、ターミナルピンと電熱線の接続部に断線などの破損が生じることを防止できるとともに、作業効率を向上させることが可能なエレクトロフュージョン継手製造用の金型を提供する。
【解決手段】棒状の内型16と筒状の外型17とを備えて金型Bを構成する。また、ピン挿入孔16cを備えるとともに他端16b側に係合部18を備えて内型16を形成し、射出空間形成部19よりも他端17b側に位置する内孔部分に係合受部20を備えて外型17を形成する。そして、ピン挿入孔16cにターミナルピン3を挿入して内型16を設置し、係合部18と係合受部20を係合させて外型17を設置した状態で、ターミナルピン3と内型16と外型17の互いの軸線O1、O2、O5が同軸上に配され、且つ内型16の外周面と外型17の内周面との間に射出空間Hが形成されるように構成する。
(もっと読む)
1 - 20 / 119
[ Back to top ]