
構造的に調整される振動特性に基づく部品の検査装置、及び検査方法
【課題】組立体の部品の不良を、その部品が組立体の中に取り付けられるのに先立って検出可能な、構造的に調整される振動特性に基づく部品検査装置を提供する。
【解決手段】部品検査装置は、試験される部品を、組立体の中で通常使用される間にその部品が作動する速度と異なる速度で、そして異なる負荷の下で作動させる。この速度及び負荷の違いを補償するため、部品検査装置は、部品検査装置のモード周波数及び作動速度と、組立体のモード周波数及び作動速度との間に関連性が存在するように、構造的に調整される。

【解決手段】部品検査装置は、試験される部品を、組立体の中で通常使用される間にその部品が作動する速度と異なる速度で、そして異なる負荷の下で作動させる。この速度及び負荷の違いを補償するため、部品検査装置は、部品検査装置のモード周波数及び作動速度と、組立体のモード周波数及び作動速度との間に関連性が存在するように、構造的に調整される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、組立体の中の部品の異常を、その部品が組立体の中に取り付けられるのに先立って検出するための検査装置、及び検査方法に関し、特に、組立体や検査装置の構造により調整され得る振動特性に基づいて、その内部の部品の異常を検出するものに関連する。
【背景技術】
【0002】
静かな車に乗ることへの重要性が高まるにつれて、車両のパワートレイン内の騒音、振動及びハーシュネス(noise, vibration and harshness: NVH)のレベルが、車両の全体的な騒音レベルを規定する上で重要な役割を持つと見なされるようになってきた。例えば、ギア・ノイズが、受け容れ難い変速機NVHレベル、言い換えると、車両の受け容れ難いNVHレベルの主要な原因となり得る。これらの問題に取り組むため、種々の歯車測定・検査装置が、騒音を立てる歯車を変速機内に組み込まれる前に特定し、そして取り除くために開発されてきた。
【0003】
現行の方式はまた、変速機製造プラントの中に、変速機を組み立てた後にNVHレベルを検査するための試験台を置く工程を含んでいる。コンピュータを使ったシミュレーションは、変速機及び完成車の運動性能にまでも使用されている。これは、製造されそして組み立てられた変速機の実地性能試験によって補完される。
【発明の開示】
【発明が解決しようとする課題】
【0004】
変速機組立て後の試験は、車両に取り付けられて騒音を発生させる変速機の数を低減するが、ライン末端の試験台、或いは実地性能試験において、許容しがたいNVHレベルを検出することは、費用がかかり無駄が多い。したがって、組立て前の歯車不良の検出のために、異なる計量/検査方法を機械加工部門において実行することが望ましい。しかしながら、機械加工部門の適所に置かれた現行の計量器は検出能力が制限されており、車両における受け容れ難いNVHレベルの原因となり得る僅かな歯車異常を検出できないことがしばしばある。
【0005】
機械加工部門において現在利用可能な歯車計量装置は、歯車の寸法特徴と、歯の表面形状を測定するものである。それらは、歯車が変速機組立体の中で使用される前に、歯車の、機能性に基づくNVH検査(functionality based NVH checking)を実行することは出来ない。さらに、変速機エラー(Transmission Error: TE)試験装置や振動特性を測定する試験装置を含む、適所に置かれた他の数タイプの計量装置も存在するが、これらもまた能力が制限されている。
【0006】
これらの装置の限界の一つは、それらの構造物の動的応答が、完全に組み立てられた変速装置の応答と全く相関を示していない点にある。したがって、それらは、組み立てられた変速機内で騒音を発生するであろうミクロレベルの僅かな不良を検出できない。そのような装置において、構造部品は該して非常に硬く、歯車不良による励振レベルは低い。このように、歯車検査装置の構造体の振動レベルが低いことから、この構造体はもはや完成した組立体とは似たものでなく、そして試験結果は、試験された部品が取り付けられたときにどのように機能するかを表わすものではなくなる可能性がある。
【0007】
したがって、部品が組立体の中に取り付けられるのに先立って、組立体の構成部品の中の僅かな不良を検出可能な部品検査装置及び検査方法の必要性が存在する。
【課題を解決するための手段】
【0008】
本発明は、部品が組立体の中に取り付けられるのに先立って、組立体の構成部品の中の僅かな不良を検出可能な部品検査装置及び検査方法を提供する。
【0009】
本発明は、部品が組立体の中に取り付けられるのに先立って、組立体の中の部品における不良を検出するための方法を提供する。部品は、組立体の中で一つ以上の速度で可動である。本発明の方法は、部品を一つ以上の所定速度で作動させるための部品検査装置を構成することを含む。検査装置は少なくとも一つのセンサーを含む。検査装置内における部品の作動速度が、一つ以上の所定速度から選ばれ、決定される。検査装置内の部品の少なくとも一つの異常周波数が、その作動速度の関数として決定される。検査装置の少なくとも一部は、所定周波数帯域の中に少なくとも一つのモード周波数を持つように構成される。検査装置の所定の周波数帯域は、検査装置内における部品の少なくとも一つの異常周波数を含む。検査装置の少なくとも一部は、検査装置内における部品の異常を識別するためのパラメータの値が、組立体の中における部品の異常識別パラメータの値に対し所定範囲内に入るようなモード特性を持つように構成される。検査装置内の部品の異常識別パラメータは、少なくとも一つの異常を持つ部品を用いている検査装置の振幅応答と、実質的に異常の無い部品を用いている検査装置の振幅応答との間の偏差として規定される。検査装置のモード特性及び振幅応答は、少なくとも一つのセンサーを用いて判定される。部品は検査装置の中で作動し、部品が検査装置の中で動作している間に、検査装置の所定の応答パラメータの値が測定される。これは、部品内の異常の検出を容易にする。
【0010】
本発明は、車両の変速機の特定の歯車の異常を、この歯車が変速機の中に取り付けられるのに先立って検出するための方法を提供する。この方法は、変速機筐体上の少なくとも一つのセンサーを使用して、変速機のモード周波数の少なくとも一つを決定することを含む。変速機の歯車噛合周波数が、特定の歯車の歯数及び変速機の中における回転速度の関数として規定される。変速機歯車の噛合周波数が所定の変速機振動帯域の中にあるかどうかが、判定される。所定の変速機周波数は、変速機のモード周波数の少なくとも一つを含む。変速機のモード周波数の少なくとも一つに対する変速機歯車噛合周波数の位置関係もまた、判定される。更に、変速機歯車の噛合周波数の調波周波数の少なくとも一つが、所定の変速機周波数帯域の中に入っているかどうかが判定される。変速機歯車噛合周波数の少なくとも一つの調波周波数の位置関係もまた、変速機のモード周波数の少なくとも一つに関して判定される。変速機筐体上の少なくとも一つのセンサーは、少なくとも一つの異常を持つ歯車を含む状態での変速機の振幅応答(第一の振幅応答)を判定するために使用される。変速機筐体上の少なくとも一つのセンサーは、実質的に異常を持たない歯車を含む状態での変速機の振幅応答(第二の振幅応答)を判定するために使用される。変速機の中の特定の歯車の異常識別パラメータが判定される。この識別パラメータは、第一の振幅応答と第二の振幅応答との間の偏差として規定される。歯車検査装置が構成され、少なくとも一つの検査装置センサーを含む。検査装置は、特定の歯車を一つ以上の所定速度で回転させることが出来る。検査装置内の特定の歯車の回転速度は、一つ以上の所定速度から選択され、決定される。検査装置内の特定歯車の回転速度は、変速装置歯車の噛合周波数を決定するために使用される速度とは異なっている。検査装置歯車噛合周波数は、特定の歯車の歯数及び検査装置内における回転速度の関数として規定される。検査装置歯車噛合周波数の調波周波数の少なくとも一つが決定される。検査装置の少なくとも一部は、所定周波数帯域の中にモード周波数の少なくとも一つを持つように構成される。検査装置の所定周波数帯域は、検査装置歯車噛合周波数及び検査装置の歯車噛合周波数の調波周波数の少なくとも一つを含む。検査装置の少なくとも一部は、検査装置内における特定の歯車の異常識別パラメータの値が、変速装置内の部品の異常識別パラメータの値に基づく所定範囲内になるようなモード特性を持つように構成される。検査装置内における特定の歯車の異常識別パラメータは、少なくとも一つの異常を持つ歯車を使用している検査装置の振幅応答と、実質的に異常を持たない歯車を使用している検査装置の振幅応答との間の偏差として規定される。検査装置のモード特性及び振幅応答が、少なくとも一つのセンサーを使用して求められる。検査装置内における特定の歯車が回転させられ、検査装置の所定の応答パラメータの値が測定される。これは、特定の歯車内の異常の検出を容易にする。
【0011】
本発明はまた、組立体の中の可動部品内の異常を、それが組立体の中に取り付けられるのに先立って検出するための、構造的に調整される振動特性に基く検査装置を提供する。組立体は、モード周波数を持ち、部品は、そこにおいて部品内の異常が検出可能な組立体の中の部品の作動速度の関数である少なくとも一つの組立体異常周波数を持つ。組立体異常周波数の少なくとも一つは、組立体の所定周波数帯域内にある。検査装置は、部品を一つ以上の所定速度で作動させることが出来る第一アクチュエータを含む。部品は、検査装置の中における部品の作動速度の関数である、少なくとも一つの検査装置異常周波数を持つ。検査装置異常周波数の少なくとも一つが、少なくとも一つの組立体異常周波数とは異なっている。部品が第一アクチュエータによって作動させられている間、構造体が部品を支持する。構造体は、検査装置の少なくとも一部が、検査装置の所定周波数帯域内に少なくとも一つのモード周波数を持つように構成される。検査装置の所定の周波数帯域に検査装置異常周波数の少なくとも一つが含まれる。センサーは、第一アクチュエータが部品を作動している間に、検査装置の所定の応答パラメータの値を測定する。
【発明を実施するための最良の形態】
【0012】
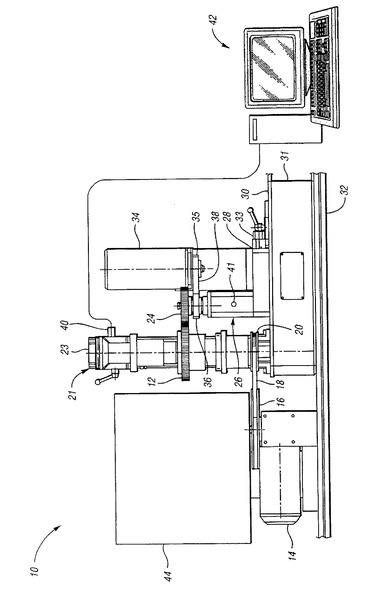
図1は、本発明に係る部品の検査装置、具体的には歯車検査装置10を示す。後に詳述するように、検査装置10は、構造的に調整される振動特性に基づいて、特定の部品、この実施形態においては歯車12の異常を、該歯車12が車両変速機のような組立体に取り付けられるのに先立って検出するための検査装置である。検査装置10は、歯車12を一つ以上の所定速度において回転可能な、この実施形態においては電気モータ14である第一アクチュエータを含む。モータ14は、プーリー16を回転させ、同様に、プーリー16の回転の動きを第二プーリー20に伝えるベルト18を回転させる。
【0013】
検査装置10はまた、回転する部品を備えたスピンドル、及び歯車12を支持するための拡張型コレットを含む、支柱21の型式の構造体を含む。具体的には、歯車12はスピンドル(以下、便宜的に符号21を付す)及び上方腕部(over-arm)23によってその回転軸方向に沿って支持される。プーリー20が、スピンドルの一部を回転させ、それにより歯車12を回転させる。
【0014】
親歯車24(第二部品、噛み合い歯車)が、歯車12と噛み合う様に配置され、歯車12がモータ14によって回転させられる時に歯車12によって駆動される。親歯車24は第二スピンドル26上に載置される。第二スピンドル26は、それ自身が、図1においては一つしか見えない複数の精密なガイド路30の上に載置された、ガイド部28の上に載置される。ガイド部28、ガイド路30及び、スピンドル21、26は全て、基部31の上に備えられる。検査装置10は、他の振動源から伝えられる振動を取り除くため、ゴム製の分離板32の上に載置されている。
【0015】
ガイド部28をガイド路30の上で移動させることにより、歯車12と親歯車24との間の接触の仕方や接触量を変える事が可能になる。例えば、ガイド部28がスピンドル21に十分に近づいた場合、歯車12及び親歯車24が二重側面接触の状態、言い換えれば、一方の歯車上の歯が、他方の歯車上の隣り合う歯に同時に接触する状態で係合する。したがって、一方の歯車上の歯の両側面に他方の歯車が同時に接触する。ガイド部28がスピンドル21から離れると、歯車12.24は、単一側面接触状態で係合することが可能となる。さらに、ガイド部28をスピンドル21に対して近づけたり或いは遠ざけることが、バックラッシュ即ち、二つの歯車12、24の間の空隙の大きさを調整する手段を提供する。
【0016】
後に詳述するように、歯車12を検査するとき特定のバックラッシュを与えるのが好ましい場合がある。調整可能な停止部33が、親歯車24と、間隔或いはバックラッシュのプリセット量において、検査される歯車12との係合を調整する。係合位置において、ガイド部28は、バックラッシュが試験中ずっと一定になるように、適所に固定される。
【0017】
モーター14が歯車12を作動するときに歯車12にトルク負荷を与えるため、別のアクチュエータすなわち、DCサーボ・モーター34が備えられる。もちろん、例えば、磁性粒子ブレーキ、油圧モーター或いは如何なる動的制動機構のような他の形式のアクチュエータも使用可能である。モーター34は駆動スプロケット35に対して動的トルク負荷を供給し、それは今度は、ベルト38を介して第二駆動スプロケット36(プーリ)にトルクを加える。スプロケット36がスピンドル26に、親歯車24の下方の位置にて取り付けられ、それにより親歯車24にトルク負荷を与える。したがって、親歯車24は、単一側面係合状態において、モーター34が親歯車24を介して歯車12に適切なトルク負荷を与えるよう、歯車12及びモーター34と連携する。これは、歯車12が変速機内で単一側面係合によるトルク負荷の下で作動しているような、実際の作動状態をシミュレートする一助となる。
【0018】
モーター14によって回転させられる歯車12が所定期間の間トルク負荷の下で親歯車24を駆動するとき、上方腕部23上に配設された振動センサー40、及び、親歯車スピンドル26筐体上に配設された振動センサー41が、それぞれ加速度のような応答パラメータの値を測定し、この情報をコンピュータ42のような出力装置に出力する。この実施形態においてセンサー40、41は加速度計であるが、他の形態のセンサーもまた使用され得る。例えば、音響センサー即ちマイクロホンが、音を測定し、それらの大きさをコンピュータ42のようなコンピュータに出力するために使用され得る。同様に、速度センサー或いは変位センサーもまた、使用可能である。振動センサー40、41のようなセンサーは、関心のある所望の周波数帯域に亘ってパラメータを測定するのに十分な帯域幅を持たなくてはならない。検査装置10はまた、作業者が検査装置10の種々の構成要素を調整することを可能とし、そして、手動モード及び自動モードの両方でデータ或いは他の応答パラメータを入力することを可能とする、タッチスクリーン44を含む。他の形式の作業者インターフェースもまた、利用され得る。
【0019】
上述したように、検査装置10の振動特性は構造的に調整されており、歯車12のような部品の不良を検出するように構成されている。「構造的に調整される」とは、検査装置10の少なくとも一つのモード周波数が所定の周波数帯域の中に含まれるように、当該検装置10の少なくとも一部を構成することを意味する。後述するように、検査装置10の所定周波数帯域は、検査用の歯車の特定の回転速度及びその歯車の異常周波数を用いて決定され得る。
【0020】
検査装置10用に選択されたモード周波数は通常、変速機或いは歯車12や他の試験される部品がその中に取り付けられる他の組立体のモード周波数とは同じでない。これは、歯車12が検査装置10内では、変速機内で作動するときに比べて低い速度で作動させられるからである。これは、実際の変速機組立体とは異なる、乾いた状態下でギアを作動させる検査装置10内において、試験用の歯車に損傷を与えないために必要である。
【0021】
検査装置10は、歯車12の異常を検出するように構成される。例えば、切り傷、研削条痕及び、「プラス・チップ(plus-tip)」状態は全て、歯車に生じ得る異常である。歯車が変速機内に取り付けられ作動させられるのに先立って、従来の計測装置、例えば振動に基づく検査装置を使用した場合、これらのような異常は検出されないことがしばしばあった。変速機が車両内に取り付けられる前にこれらの異常が検出されなかったとき、それらは車両が駆動されるときに望ましくない騒音及び振動を生成する可能性がある。さらに、組立ての後、即ちラインの終端の試験台において組立てられた変速機の中に歯車異常が検出された場合、人件費の浪費に起因する著しいコスト不利益があり、相当数の部品がスクラップになり得る。
【0022】
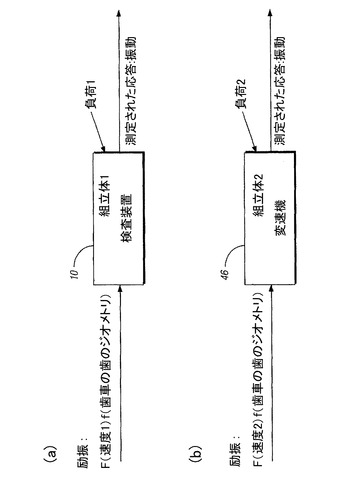
これらの異常を含めて、車両内に望ましくないNVH特性を生成し得る他の歯車異常を検出するために、検査装置10は、ライン末端の試験台における組み立てられた変速機の異常と相関のある異常検出能力を持つように、構造的に調整される。この一般概念は、図2に概略的に示される。同図(b)において、歯車12のような歯車によって変速機46のような組立体の中に生成される励振は、歯車速度(速度2)及び歯車の歯のジオメトリ(geometry)の関数として表される。変速機46はトルク負荷(負荷2)の下で作動し、歯車の歯のジオメトリ及び歯車異常に起因する構造的励振を受ける。
【0023】
その後、変速機の応答、具体的には振動応答が測定される。図2(a)は、検査装置10のような検査装置が、変速機46の異常と相関のある態様で歯車の歯の異常に応答する構造となり得ることを示す。検査装置10内においても、励振は歯車速度(速度1)及び歯車の歯のジオメトリの関数として表される。トルク負荷(負荷1)が歯車検査装置に与えられ得て、検査装置10の振動応答が測定される。
【0024】
図2に示されるように、分析される歯車の回転速度は、検査装置10内(速度1)と組み立てられた変速機内(速度2)とで異なっている。さらに、加えられるトルク負荷も両者で異なっている。しかしながら、歯車の歯のジオメトリは同じである。したがって、検査装置10は、組み立てられた変速機46と同じモード周波数及び応答特性を持つようには構成されていない。むしろ、検査装置10は、二つの構造間の作動速度の違いを考慮して、変速機46内の振動応答と同じような振動応答を供給するモード周波数及び応答特性を持つよう構成される。
【0025】
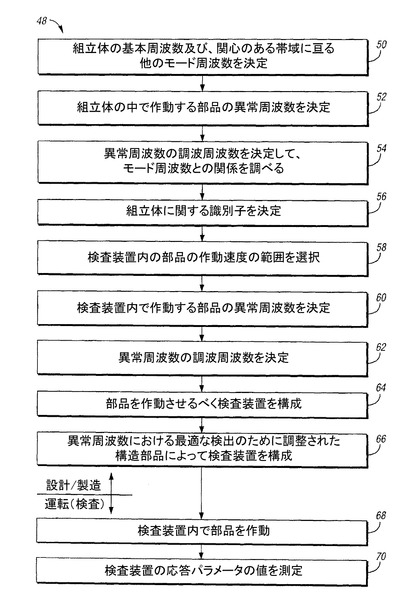
図3は、本発明の方法を示すフローチャート48を表わしている。最初に、このフローチャート48においては複数のステップが順番に示されているが、二つ以上のステップが同時に実行される場合もあり、或いは、図に示されたのとは異なる順番で実行される場合もあることを記しておく。まず、ステップ50において、変速機46のような組立体の基本周波数と、モード解析的に関心のある帯域に亘るモード周波数が決定される。関心のある帯域は、変速機の既知の作動条件に少なくとも部分的に基づいて選択される、変速機の所定周波数帯域である。もちろん、単一のモード周波数にのみ関心がある場合、他のモード周波数は決定される必要がない。
【0026】
歯車12のような部品は、試験されるとき未だ変速機に組みつけられていないので、ステップ50は、歯車12と同じ設計及び形式で、歯車12と同じ方法で加工及び製造された歯車を利用する変速機のモード周波数を決定することを含み得る。このような方法で、歯車検査装置10及び変速機の中でそれぞれ生じる歯車不良の形態及び程度が同様になるであろう。
【0027】
変速機46のような変速機の基本周波数及び他のモード周波数は、望ましい結果を与えるのに有効な如何なる方法によっても決定され得る。例えば、加速度計のような振動センサーが、変速機筐体上における、ライン末端の試験台用に使用される振動センサーと同じ位置に、配置され得る。そのようなセンサーは、検査装置10上で使用されるのと同じ形式であり、さらに、都合がよければ、センサー40、41の一つは検査装置から取り外されて、変速機上でも使用され得る。
【0028】
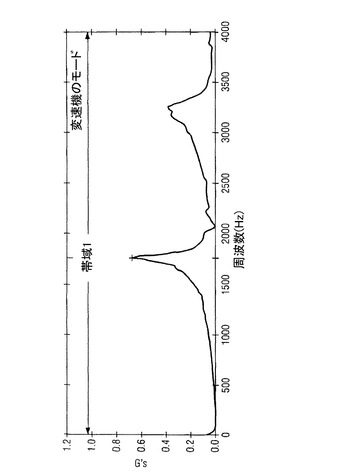
センサーは、コンピュータのような、データー収集・出力器に結合される。その後、変速機筐体は、衝撃機器のハンマーで打たれる。ハンマーには、衝撃力を測定するためのセンサーが付設され得る。変速機の振動応答データは、この技術分野において良く知られている高速フーリエ変換を使用して変換され、図4に示すような周波数領域にプロットされる。図示のグラフは、略1760ヘルツ(Hz)の基本周波数を含む、試験される変速機の構造的モード周波数の幾つかを示す。
【0029】
変速機46のような組立体の基本周波数及び他のモード周波数に加えて、組立体の中で作動する部品の少なくとも一つの異常周波数もまた、決定される(図3のステップ52を参照)。それは組立体の中で作動する部品の異常周波数であるが、便宜上、組立体異常周波数と呼ぶ。車両変速機が組立体のとき、関心のある一つの異常周波数は、歯車の噛合周波数即ち、変速機歯車噛合周波数である。「変速機」という修飾語が付いているのは、それが組立てられた変速機内で作動するときの、歯車の歯車噛合周波数であることを示す。他の組立体には、異なる名前の異常周波数が使用され得る。
【0030】
一般に、異常周波数は、部品が組立体の中で作動しているときに部品異常が検出されるところの作動周波数である。例えば、変速機46のような車両変速機の場合、歯車の歯の異常は、それが回転するときに望ましくない騒音及び振動を生成し得ることが知られている。例えばエンジン内のクランク・シャフトの様な他の組立体、或いは予備的組立体が分析されるとき、異常周波数は歯車噛合周波数ではなく、分析される部品内の異常がその組立体の中に望ましくない騒音或いは振動を生成するような、他の幾つかの周波数であり得る。したがって、本発明は、可動部品を備え、この部品内の異常が望ましくない騒音或いは振動を既知の周波数或いは周波数群において生成するような、如何なる組立体においても使用され得る。
【0031】
変速機46内の歯車12の場合、異常周波数は、例えば歯車12上の歯の数及び変速機46内での回転速度の関数である、変速機歯車噛合周波数である。例えば、もし歯車12が57個の歯を持ち、そして変速機46内で毎分875回転の速度(875 RPM)で回転するならば、変速機歯車噛合周波数(transmission gear mesh frequency : T-GMF)は、次式から容易に算出される: T-GMF = (857PM)×(57)/(60秒/分)。従って、前出の例において変速機歯車噛合周波数は、831.25Hzである。
【0032】
変速機歯車噛合周波数は、その後、図4に示すような変速機46の基本周波数及び他のモード周波数と比較される。また、図4には、変速機46の所定周波数帯域(帯域 1)が示されている。変速機の所定周波数帯域は、図4にプロットされたように、モード周波数を含んでいる。
【0033】
図3を参照すると、ステップ54において、変速機歯車噛合周波数の高調波周波数、即ち変速機歯車噛合周波数の整数の倍数が決定され、そして、完全に組み立てられた変速機のモード周波数との相互の位置関係(図4のようなグラフの横軸上における位置関係)が調べられる。関心があるのは、変速機歯車噛合周波数或いはその高調波周波数が、変速機のモード周波数のいずれかに近いかどうか、例えば、20%以内かどうかである。上述したように変速機歯車噛合周波数は831.25Hzであり、この値を図4に示すグラフと比較すると、831.25Hzという変速機歯車噛合周波数は、所定周波数帯域内において変速機のいずれのモード周波数についても20%以内にはないことが判る。
【0034】
その後、変速機歯車噛合周波数の高調波周波数が、いずれかの高調波周波数が所定周波数帯域内の変速機のいずれかのモード周波数に近いかどうかを判定するために、算出される。変速機歯車噛合周波数の二次高調波周波数は、(831.25Hz) × 2 = 1662.5Hzであり、したがって、変速機歯車噛合周波数の二次高調波周波数が変速機の一次の構造的モード周波数の20%以内にある。
【0035】
ここで、異常周波数が組立体のモード周波数に近いか否かの判定のために、20%の他の許容値が使用され得ることを記しておくべきである。例えば、実験によって得られるデータ或いは他の方法に基づいて、許容周波数帯域がモード周波数の百分率、例えばニ、三の例を示すと、プラス・マイナス10%、プラス・マイナス5%、として選択され得る。
【0036】
図3に示すステップ56において、組立体内の不良部品及び合格部品の両方を使用して、組立体の振幅応答が測定される。例えば、変速機46に関して、まず、それが少なくとも一つの既知の不良を持つ歯車を含むときの振幅応答が測定され、そして、変速機46が実質的に不良の無い、即ち歯車に望ましくないNVH特性を持たせる不良の無い歯車を含むときの振幅応答が測定される。振幅応答は、変速機46のモード周波数を決定するために使用されるのと同じセンサーを用いて測定される。それから、変速機内の歯車12の識別子(異常の識別パラメータ)が、二つの振幅応答を比較することにより決定される。例えば、識別子は二つの振幅応答の偏差、或いは両者の比を利用することによって決定され得る。この識別子は、検査装置10を調整する一助となるべく使用される。
【0037】
ステップ58において、検査装置の作動に関する目標速度の範囲が選択されるが、その速度は、振動検出に適した従来の低速度歯車検査装置に比べれば高い。例えば歯車12が試験の間中、潤滑油を補給されているかどうかのような種々の因子が、望ましい作動速度を決定するために考慮され得る。検査装置10は、潤滑しない状態で歯車12を回転させるように構成されており、それゆえ、歯車12を変速機の中で回転する速度に比べて、十分低い速度で回転させる必要がある。
【0038】
検査装置10内の歯車12の回転速度が選択されれば、歯車12の歯の数を知ることにより、検査装置異常周波数、即ち検査装置歯車噛合周波数が決定される(ステップ60を参照)。組立体異常周波数と同様に検査装置異常周波数には、「検査装置」という修飾語が付いているが、これは検査装置内で作動している部品の異常周波数であることが理解されよう。それから、検査装置歯車噛合周波数の調波周波数が決定される(図3のステップ62を参照)。
【0039】
検査装置異常周波数は、変速機歯車噛合周波数と同様に、歯車12の歯の数及び回転速度の関数である。もしも検査装置10が歯車12を120 RPMで回転させるように構成されているならば、検査装置歯車噛合周波数は114Hzと容易に算出でき、したがって、検査装置歯車噛合周波数の二次高調波周波数は228Hzである。変速機48の基本周波数の20%以内に入っているのは、変速機歯車噛合周波数の二次高調波周波数(1662.5Hz)だったので、歯車検査装置の構造的調整において重要なのは、検査装置歯車噛合周波数の二次高調波周波数(228Hz)である。
【0040】
図3に示すように、ステップ64において、検査装置10は、望ましい試験条件で歯車12を作動させるよう、設計及び製造(構成)される。さらに、ステップ66において、歯車検査装置は、歯車異常の検出に最適化された構造部品によって構成される。例えば、検査装置10の少なくとも一部は、該検査装置10の所定周波数帯域内に少なくとも一つのモード周波数を持つように構成される。検査装置の所定周波数帯域は、検査装置歯車噛合周波数及びその高調波周波数(変速機モード周波数の20%以内に入るのが変速機歯車噛合周波数の二次高調波周波数なので、少なくとも二次高調波周波数)を含む。もちろん、他の部品に関しては、別の異常周波数及び/又は別の異常周波数の高調波周波数が関心を持たれ得る。
【0041】
検査装置10はまた、その少なくとも一部を、検査装置10の識別子の値が、変速機46の識別子の値に基づいて決定される所定範囲内に入るように、例えばモード周波数及びモード振幅のようなモード特性を持つように構成される。例えば、もし、不良歯車と合格歯車とを使用する変速機46の識別子の値が3:1であれば、検査装置10の識別子の値の所定範囲は、2.5:1から3.5:1であり得る。もちろん、所定範囲に関して検査装置の識別子の値が組立体のそれにより近づくように調整されることを要求する、より狭い帯域が使用される場合もある。
【0042】
検査装置10の識別子、即ち不良歯車と合格歯車との相対的な振幅応答の差が、検査装置のモード周波数を決定するために使用されたものと同じセンサーを使用して決定される。望ましいモード特性が得られるまで、検査装置10の適切な調整が何度かの繰り返しを要する場合がある。検査装置10の望ましいモード特性が得られると、設計/構成が完了し、検査装置10は歯車12のような部品に使用可能になる。
【0043】
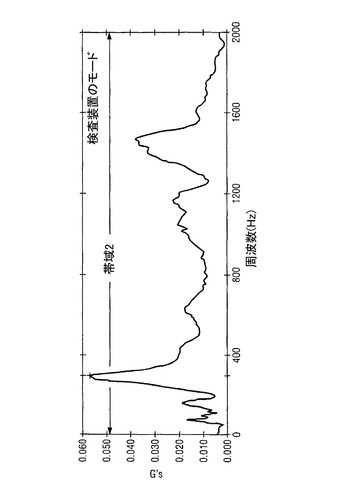
図4に示す変速機46の構造モード(周波数特性)のグラフと同様に、検査装置10の構造モードが上述した衝撃ハンマー及びセンサーを用いて決定される。図5は、検査装置10のような検査装置の構造モードを示す。モード周波数が、検査装置のモード周波数帯域(帯域2)に亘ってプロットされる。設計段階において、有言要素法のような本技術分野で良く知られた構造解析技術が、検査装置のモード周波数を推定するのに利用可能である。
【0044】
検査装置10の基本周波数を調整するために、或いは検査装置10を構造的に調整するために、種々の構成部品の構造が修正され得て、或いは個別に調整され得る。例えば、スピンドル21が、必要に応じてより長く或いは短く作られ得る。検査装置10の質量を増やすためにイナーシャ・ディスクを親歯車24の表面に置くことも可能である。同様に、スピンドル26のような歯車検査装置10の他の構成要素が、必要に応じてより大きく或いはより小さく作られ得る。検査装置10は多くの異なる構成部品を含むが、検査装置10の基本周波数及び他のモード周波数は、歯車検査装置10の一部のみ、例えば、基部31上の構成部品、特に、スピンドル筐体及び、試験用の歯車及び親歯車に関する二つのスピンドル21、26の回転要素によって影響を受ける。
【0045】
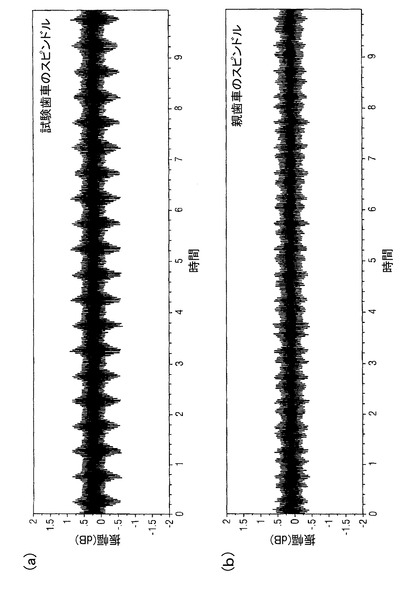
図3に示すように、ステップ68において、歯車12はモーター14によって回転させられ、そして歯車検査装置10の振動がセンサー40、41によって測定される(ステップ70を参照)。図6(a)は、歯車検査装置10上のセンサー40のようなセンサーによって測定されるデータのグラフを示す。縦座標には、測定された加速度の振幅が重力加速度(G's)に換算して与えられている。図に示すように加速度の値は所定時間に亘って測定される。図に示すデータは、既知の歯車外形不良を持つ歯車12のような歯車の作動から収集されたものである。比較する目的のため、同図(b)が、スピンドル26のような親歯車スピンドル上で測定された振動加速度に関する同様の出力を示す。
【0046】
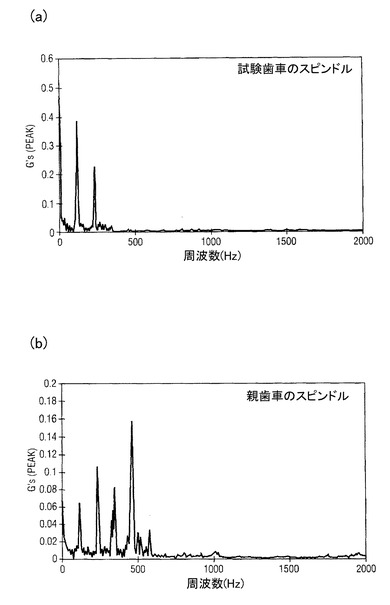
不良を持つ歯車を作動させるときと、不良を持たない歯車を作動させるときとを時間領域(time domain)において識別し易くするため、図6(a),(b)にそれぞれ示す時間領域のグラフ(time domain plot)が、図7(a),(b)にそれぞれ示すような周波数領域のグラフ(frequency domain plot)に変換され得る。そのような変換は、高速フーリエ変換或いは、本技術分野において知られている他の幾つかの数学アルゴリズムの使用によって達成され得る。周波数領域において、歯車不良周波数即ち、歯車噛合周波数及びその調波周波数が同定されて、そして、歯車検査装置が不良の無い歯車で作動させられるとき、及び不良を備えた歯車で作動させられるときに見られるレベルが同定される。前述したように検査装置の構造は、歯車不良周波数において不良の無い歯車で作動するときと、不良のある歯車で作動するときとを、識別し易くするために調整される。したがって、測定された時間領域の出力を周波数領域に変換することは、歯車不良に起因する励振を同定し、そして、それらの周波数において合格歯車と不良歯車との間に、歯車内の不良の検出を更に促進する、より適切な識別子を提供する。
【0047】
特に、試験用の歯車による作動の後、デジタル処理で記録された検査装置10からの振動出力が、一つの所定振幅値或いは、テンプレートの形式で与えられる値と比較され得る。そのようなテンプレートは、図6及び図7に示すような出力グラフ上に置かれ得る。加えて、良い部品と悪い部品とを更に識別し易くするため、歯車検査装置10の種々のパラメータが修正され得る。例えば、検査装置10内で噛合っている歯車12及び24の場合、ガイド部28が噛合っている歯車12、24間のバックラッシュを変えるべく調整され得る。検査装置10の具体的な設定に依存して、あるバックラッシュの値が、不良を持つ歯車と持たない歯車との間に大きな識別力を与える場合がある。この形式のデータは、既知の特性を持つ歯車を使用して実験的に収集され得る。
【0048】
概して、図3に記載された方法は、異なる形式の回転部品或いは摺動部品について、それらの組立体の中で使用される前に、機能ベースでの検査を実行するために使用可能である。別の例として、カムシャフトはエンジンの中において重要な部品であり、カムシャフト上のびびりは、顧客満足度に関連する主要なNVH懸案事項である。カムシャフトのカタカタ音は、その表面上の凹凸(起伏)に起因し、エンジン内の不愉快な騒音として聞こえる。カムシャフトは研がれ且つ磨かれ、そして幾つかの寸法計測器の中で検査されるが、カムシャフトのカタカタ音ノイズの問題は、エンジン内に残っている。工場内に実装されている表面仕上げ測定装置は、製造仕様書に従ってカタカタ音を測定しているが、測定されるカムシャフト上のびびり音は、その構造的特徴に起因してエンジン内で励振しない。したがって、エンジン内に組み付けられて高速で回転するときに生成されるNVHレベルに関連付けて合格カムシャフトと不良カムシャフトとを区別することは、相変わらず困難である。本発明の方法は、変速機及び歯車に関して記載したのと同様に、組み立てられたエンジン内に望ましくないNVHレベルを生じさせ得るびびりに関して、カムシャフトを検査するために使用され得る。
【0049】
本発明を実行するための最良の形態を詳細に説明してきたが、本発明に関する技術分野の当業者は、特許請求の範囲に規定された発明を実行するために、種々の代替設計、及び代替実施形態を認識するであろう。
【図面の簡単な説明】
【0050】
【図1】本発明に従った部品検査装置の平面図である。
【図2】部品不良に起因する構造励振に関して、変速装置の作動を図1に示す検査装置と比較する概略図である。
【図3】本発明に従った方法を示すフローチャートである。
【図4】組み立てられた全ての部品を備える車両の変速機筐体の構造モードのグラフである。
【図5】図1に示す部品検査装置のような部品検査装置の構造モードのグラフである。
【図6】図1に示す部品検査装置のような、構造的に調整された部品検査装置から、所定時間測定された振動加速度値のグラフである。
【図7】図6のグラフを周波数領域に変換したグラフである。
【技術分野】
【0001】
本発明は、組立体の中の部品の異常を、その部品が組立体の中に取り付けられるのに先立って検出するための検査装置、及び検査方法に関し、特に、組立体や検査装置の構造により調整され得る振動特性に基づいて、その内部の部品の異常を検出するものに関連する。
【背景技術】
【0002】
静かな車に乗ることへの重要性が高まるにつれて、車両のパワートレイン内の騒音、振動及びハーシュネス(noise, vibration and harshness: NVH)のレベルが、車両の全体的な騒音レベルを規定する上で重要な役割を持つと見なされるようになってきた。例えば、ギア・ノイズが、受け容れ難い変速機NVHレベル、言い換えると、車両の受け容れ難いNVHレベルの主要な原因となり得る。これらの問題に取り組むため、種々の歯車測定・検査装置が、騒音を立てる歯車を変速機内に組み込まれる前に特定し、そして取り除くために開発されてきた。
【0003】
現行の方式はまた、変速機製造プラントの中に、変速機を組み立てた後にNVHレベルを検査するための試験台を置く工程を含んでいる。コンピュータを使ったシミュレーションは、変速機及び完成車の運動性能にまでも使用されている。これは、製造されそして組み立てられた変速機の実地性能試験によって補完される。
【発明の開示】
【発明が解決しようとする課題】
【0004】
変速機組立て後の試験は、車両に取り付けられて騒音を発生させる変速機の数を低減するが、ライン末端の試験台、或いは実地性能試験において、許容しがたいNVHレベルを検出することは、費用がかかり無駄が多い。したがって、組立て前の歯車不良の検出のために、異なる計量/検査方法を機械加工部門において実行することが望ましい。しかしながら、機械加工部門の適所に置かれた現行の計量器は検出能力が制限されており、車両における受け容れ難いNVHレベルの原因となり得る僅かな歯車異常を検出できないことがしばしばある。
【0005】
機械加工部門において現在利用可能な歯車計量装置は、歯車の寸法特徴と、歯の表面形状を測定するものである。それらは、歯車が変速機組立体の中で使用される前に、歯車の、機能性に基づくNVH検査(functionality based NVH checking)を実行することは出来ない。さらに、変速機エラー(Transmission Error: TE)試験装置や振動特性を測定する試験装置を含む、適所に置かれた他の数タイプの計量装置も存在するが、これらもまた能力が制限されている。
【0006】
これらの装置の限界の一つは、それらの構造物の動的応答が、完全に組み立てられた変速装置の応答と全く相関を示していない点にある。したがって、それらは、組み立てられた変速機内で騒音を発生するであろうミクロレベルの僅かな不良を検出できない。そのような装置において、構造部品は該して非常に硬く、歯車不良による励振レベルは低い。このように、歯車検査装置の構造体の振動レベルが低いことから、この構造体はもはや完成した組立体とは似たものでなく、そして試験結果は、試験された部品が取り付けられたときにどのように機能するかを表わすものではなくなる可能性がある。
【0007】
したがって、部品が組立体の中に取り付けられるのに先立って、組立体の構成部品の中の僅かな不良を検出可能な部品検査装置及び検査方法の必要性が存在する。
【課題を解決するための手段】
【0008】
本発明は、部品が組立体の中に取り付けられるのに先立って、組立体の構成部品の中の僅かな不良を検出可能な部品検査装置及び検査方法を提供する。
【0009】
本発明は、部品が組立体の中に取り付けられるのに先立って、組立体の中の部品における不良を検出するための方法を提供する。部品は、組立体の中で一つ以上の速度で可動である。本発明の方法は、部品を一つ以上の所定速度で作動させるための部品検査装置を構成することを含む。検査装置は少なくとも一つのセンサーを含む。検査装置内における部品の作動速度が、一つ以上の所定速度から選ばれ、決定される。検査装置内の部品の少なくとも一つの異常周波数が、その作動速度の関数として決定される。検査装置の少なくとも一部は、所定周波数帯域の中に少なくとも一つのモード周波数を持つように構成される。検査装置の所定の周波数帯域は、検査装置内における部品の少なくとも一つの異常周波数を含む。検査装置の少なくとも一部は、検査装置内における部品の異常を識別するためのパラメータの値が、組立体の中における部品の異常識別パラメータの値に対し所定範囲内に入るようなモード特性を持つように構成される。検査装置内の部品の異常識別パラメータは、少なくとも一つの異常を持つ部品を用いている検査装置の振幅応答と、実質的に異常の無い部品を用いている検査装置の振幅応答との間の偏差として規定される。検査装置のモード特性及び振幅応答は、少なくとも一つのセンサーを用いて判定される。部品は検査装置の中で作動し、部品が検査装置の中で動作している間に、検査装置の所定の応答パラメータの値が測定される。これは、部品内の異常の検出を容易にする。
【0010】
本発明は、車両の変速機の特定の歯車の異常を、この歯車が変速機の中に取り付けられるのに先立って検出するための方法を提供する。この方法は、変速機筐体上の少なくとも一つのセンサーを使用して、変速機のモード周波数の少なくとも一つを決定することを含む。変速機の歯車噛合周波数が、特定の歯車の歯数及び変速機の中における回転速度の関数として規定される。変速機歯車の噛合周波数が所定の変速機振動帯域の中にあるかどうかが、判定される。所定の変速機周波数は、変速機のモード周波数の少なくとも一つを含む。変速機のモード周波数の少なくとも一つに対する変速機歯車噛合周波数の位置関係もまた、判定される。更に、変速機歯車の噛合周波数の調波周波数の少なくとも一つが、所定の変速機周波数帯域の中に入っているかどうかが判定される。変速機歯車噛合周波数の少なくとも一つの調波周波数の位置関係もまた、変速機のモード周波数の少なくとも一つに関して判定される。変速機筐体上の少なくとも一つのセンサーは、少なくとも一つの異常を持つ歯車を含む状態での変速機の振幅応答(第一の振幅応答)を判定するために使用される。変速機筐体上の少なくとも一つのセンサーは、実質的に異常を持たない歯車を含む状態での変速機の振幅応答(第二の振幅応答)を判定するために使用される。変速機の中の特定の歯車の異常識別パラメータが判定される。この識別パラメータは、第一の振幅応答と第二の振幅応答との間の偏差として規定される。歯車検査装置が構成され、少なくとも一つの検査装置センサーを含む。検査装置は、特定の歯車を一つ以上の所定速度で回転させることが出来る。検査装置内の特定の歯車の回転速度は、一つ以上の所定速度から選択され、決定される。検査装置内の特定歯車の回転速度は、変速装置歯車の噛合周波数を決定するために使用される速度とは異なっている。検査装置歯車噛合周波数は、特定の歯車の歯数及び検査装置内における回転速度の関数として規定される。検査装置歯車噛合周波数の調波周波数の少なくとも一つが決定される。検査装置の少なくとも一部は、所定周波数帯域の中にモード周波数の少なくとも一つを持つように構成される。検査装置の所定周波数帯域は、検査装置歯車噛合周波数及び検査装置の歯車噛合周波数の調波周波数の少なくとも一つを含む。検査装置の少なくとも一部は、検査装置内における特定の歯車の異常識別パラメータの値が、変速装置内の部品の異常識別パラメータの値に基づく所定範囲内になるようなモード特性を持つように構成される。検査装置内における特定の歯車の異常識別パラメータは、少なくとも一つの異常を持つ歯車を使用している検査装置の振幅応答と、実質的に異常を持たない歯車を使用している検査装置の振幅応答との間の偏差として規定される。検査装置のモード特性及び振幅応答が、少なくとも一つのセンサーを使用して求められる。検査装置内における特定の歯車が回転させられ、検査装置の所定の応答パラメータの値が測定される。これは、特定の歯車内の異常の検出を容易にする。
【0011】
本発明はまた、組立体の中の可動部品内の異常を、それが組立体の中に取り付けられるのに先立って検出するための、構造的に調整される振動特性に基く検査装置を提供する。組立体は、モード周波数を持ち、部品は、そこにおいて部品内の異常が検出可能な組立体の中の部品の作動速度の関数である少なくとも一つの組立体異常周波数を持つ。組立体異常周波数の少なくとも一つは、組立体の所定周波数帯域内にある。検査装置は、部品を一つ以上の所定速度で作動させることが出来る第一アクチュエータを含む。部品は、検査装置の中における部品の作動速度の関数である、少なくとも一つの検査装置異常周波数を持つ。検査装置異常周波数の少なくとも一つが、少なくとも一つの組立体異常周波数とは異なっている。部品が第一アクチュエータによって作動させられている間、構造体が部品を支持する。構造体は、検査装置の少なくとも一部が、検査装置の所定周波数帯域内に少なくとも一つのモード周波数を持つように構成される。検査装置の所定の周波数帯域に検査装置異常周波数の少なくとも一つが含まれる。センサーは、第一アクチュエータが部品を作動している間に、検査装置の所定の応答パラメータの値を測定する。
【発明を実施するための最良の形態】
【0012】
図1は、本発明に係る部品の検査装置、具体的には歯車検査装置10を示す。後に詳述するように、検査装置10は、構造的に調整される振動特性に基づいて、特定の部品、この実施形態においては歯車12の異常を、該歯車12が車両変速機のような組立体に取り付けられるのに先立って検出するための検査装置である。検査装置10は、歯車12を一つ以上の所定速度において回転可能な、この実施形態においては電気モータ14である第一アクチュエータを含む。モータ14は、プーリー16を回転させ、同様に、プーリー16の回転の動きを第二プーリー20に伝えるベルト18を回転させる。
【0013】
検査装置10はまた、回転する部品を備えたスピンドル、及び歯車12を支持するための拡張型コレットを含む、支柱21の型式の構造体を含む。具体的には、歯車12はスピンドル(以下、便宜的に符号21を付す)及び上方腕部(over-arm)23によってその回転軸方向に沿って支持される。プーリー20が、スピンドルの一部を回転させ、それにより歯車12を回転させる。
【0014】
親歯車24(第二部品、噛み合い歯車)が、歯車12と噛み合う様に配置され、歯車12がモータ14によって回転させられる時に歯車12によって駆動される。親歯車24は第二スピンドル26上に載置される。第二スピンドル26は、それ自身が、図1においては一つしか見えない複数の精密なガイド路30の上に載置された、ガイド部28の上に載置される。ガイド部28、ガイド路30及び、スピンドル21、26は全て、基部31の上に備えられる。検査装置10は、他の振動源から伝えられる振動を取り除くため、ゴム製の分離板32の上に載置されている。
【0015】
ガイド部28をガイド路30の上で移動させることにより、歯車12と親歯車24との間の接触の仕方や接触量を変える事が可能になる。例えば、ガイド部28がスピンドル21に十分に近づいた場合、歯車12及び親歯車24が二重側面接触の状態、言い換えれば、一方の歯車上の歯が、他方の歯車上の隣り合う歯に同時に接触する状態で係合する。したがって、一方の歯車上の歯の両側面に他方の歯車が同時に接触する。ガイド部28がスピンドル21から離れると、歯車12.24は、単一側面接触状態で係合することが可能となる。さらに、ガイド部28をスピンドル21に対して近づけたり或いは遠ざけることが、バックラッシュ即ち、二つの歯車12、24の間の空隙の大きさを調整する手段を提供する。
【0016】
後に詳述するように、歯車12を検査するとき特定のバックラッシュを与えるのが好ましい場合がある。調整可能な停止部33が、親歯車24と、間隔或いはバックラッシュのプリセット量において、検査される歯車12との係合を調整する。係合位置において、ガイド部28は、バックラッシュが試験中ずっと一定になるように、適所に固定される。
【0017】
モーター14が歯車12を作動するときに歯車12にトルク負荷を与えるため、別のアクチュエータすなわち、DCサーボ・モーター34が備えられる。もちろん、例えば、磁性粒子ブレーキ、油圧モーター或いは如何なる動的制動機構のような他の形式のアクチュエータも使用可能である。モーター34は駆動スプロケット35に対して動的トルク負荷を供給し、それは今度は、ベルト38を介して第二駆動スプロケット36(プーリ)にトルクを加える。スプロケット36がスピンドル26に、親歯車24の下方の位置にて取り付けられ、それにより親歯車24にトルク負荷を与える。したがって、親歯車24は、単一側面係合状態において、モーター34が親歯車24を介して歯車12に適切なトルク負荷を与えるよう、歯車12及びモーター34と連携する。これは、歯車12が変速機内で単一側面係合によるトルク負荷の下で作動しているような、実際の作動状態をシミュレートする一助となる。
【0018】
モーター14によって回転させられる歯車12が所定期間の間トルク負荷の下で親歯車24を駆動するとき、上方腕部23上に配設された振動センサー40、及び、親歯車スピンドル26筐体上に配設された振動センサー41が、それぞれ加速度のような応答パラメータの値を測定し、この情報をコンピュータ42のような出力装置に出力する。この実施形態においてセンサー40、41は加速度計であるが、他の形態のセンサーもまた使用され得る。例えば、音響センサー即ちマイクロホンが、音を測定し、それらの大きさをコンピュータ42のようなコンピュータに出力するために使用され得る。同様に、速度センサー或いは変位センサーもまた、使用可能である。振動センサー40、41のようなセンサーは、関心のある所望の周波数帯域に亘ってパラメータを測定するのに十分な帯域幅を持たなくてはならない。検査装置10はまた、作業者が検査装置10の種々の構成要素を調整することを可能とし、そして、手動モード及び自動モードの両方でデータ或いは他の応答パラメータを入力することを可能とする、タッチスクリーン44を含む。他の形式の作業者インターフェースもまた、利用され得る。
【0019】
上述したように、検査装置10の振動特性は構造的に調整されており、歯車12のような部品の不良を検出するように構成されている。「構造的に調整される」とは、検査装置10の少なくとも一つのモード周波数が所定の周波数帯域の中に含まれるように、当該検装置10の少なくとも一部を構成することを意味する。後述するように、検査装置10の所定周波数帯域は、検査用の歯車の特定の回転速度及びその歯車の異常周波数を用いて決定され得る。
【0020】
検査装置10用に選択されたモード周波数は通常、変速機或いは歯車12や他の試験される部品がその中に取り付けられる他の組立体のモード周波数とは同じでない。これは、歯車12が検査装置10内では、変速機内で作動するときに比べて低い速度で作動させられるからである。これは、実際の変速機組立体とは異なる、乾いた状態下でギアを作動させる検査装置10内において、試験用の歯車に損傷を与えないために必要である。
【0021】
検査装置10は、歯車12の異常を検出するように構成される。例えば、切り傷、研削条痕及び、「プラス・チップ(plus-tip)」状態は全て、歯車に生じ得る異常である。歯車が変速機内に取り付けられ作動させられるのに先立って、従来の計測装置、例えば振動に基づく検査装置を使用した場合、これらのような異常は検出されないことがしばしばあった。変速機が車両内に取り付けられる前にこれらの異常が検出されなかったとき、それらは車両が駆動されるときに望ましくない騒音及び振動を生成する可能性がある。さらに、組立ての後、即ちラインの終端の試験台において組立てられた変速機の中に歯車異常が検出された場合、人件費の浪費に起因する著しいコスト不利益があり、相当数の部品がスクラップになり得る。
【0022】
これらの異常を含めて、車両内に望ましくないNVH特性を生成し得る他の歯車異常を検出するために、検査装置10は、ライン末端の試験台における組み立てられた変速機の異常と相関のある異常検出能力を持つように、構造的に調整される。この一般概念は、図2に概略的に示される。同図(b)において、歯車12のような歯車によって変速機46のような組立体の中に生成される励振は、歯車速度(速度2)及び歯車の歯のジオメトリ(geometry)の関数として表される。変速機46はトルク負荷(負荷2)の下で作動し、歯車の歯のジオメトリ及び歯車異常に起因する構造的励振を受ける。
【0023】
その後、変速機の応答、具体的には振動応答が測定される。図2(a)は、検査装置10のような検査装置が、変速機46の異常と相関のある態様で歯車の歯の異常に応答する構造となり得ることを示す。検査装置10内においても、励振は歯車速度(速度1)及び歯車の歯のジオメトリの関数として表される。トルク負荷(負荷1)が歯車検査装置に与えられ得て、検査装置10の振動応答が測定される。
【0024】
図2に示されるように、分析される歯車の回転速度は、検査装置10内(速度1)と組み立てられた変速機内(速度2)とで異なっている。さらに、加えられるトルク負荷も両者で異なっている。しかしながら、歯車の歯のジオメトリは同じである。したがって、検査装置10は、組み立てられた変速機46と同じモード周波数及び応答特性を持つようには構成されていない。むしろ、検査装置10は、二つの構造間の作動速度の違いを考慮して、変速機46内の振動応答と同じような振動応答を供給するモード周波数及び応答特性を持つよう構成される。
【0025】
図3は、本発明の方法を示すフローチャート48を表わしている。最初に、このフローチャート48においては複数のステップが順番に示されているが、二つ以上のステップが同時に実行される場合もあり、或いは、図に示されたのとは異なる順番で実行される場合もあることを記しておく。まず、ステップ50において、変速機46のような組立体の基本周波数と、モード解析的に関心のある帯域に亘るモード周波数が決定される。関心のある帯域は、変速機の既知の作動条件に少なくとも部分的に基づいて選択される、変速機の所定周波数帯域である。もちろん、単一のモード周波数にのみ関心がある場合、他のモード周波数は決定される必要がない。
【0026】
歯車12のような部品は、試験されるとき未だ変速機に組みつけられていないので、ステップ50は、歯車12と同じ設計及び形式で、歯車12と同じ方法で加工及び製造された歯車を利用する変速機のモード周波数を決定することを含み得る。このような方法で、歯車検査装置10及び変速機の中でそれぞれ生じる歯車不良の形態及び程度が同様になるであろう。
【0027】
変速機46のような変速機の基本周波数及び他のモード周波数は、望ましい結果を与えるのに有効な如何なる方法によっても決定され得る。例えば、加速度計のような振動センサーが、変速機筐体上における、ライン末端の試験台用に使用される振動センサーと同じ位置に、配置され得る。そのようなセンサーは、検査装置10上で使用されるのと同じ形式であり、さらに、都合がよければ、センサー40、41の一つは検査装置から取り外されて、変速機上でも使用され得る。
【0028】
センサーは、コンピュータのような、データー収集・出力器に結合される。その後、変速機筐体は、衝撃機器のハンマーで打たれる。ハンマーには、衝撃力を測定するためのセンサーが付設され得る。変速機の振動応答データは、この技術分野において良く知られている高速フーリエ変換を使用して変換され、図4に示すような周波数領域にプロットされる。図示のグラフは、略1760ヘルツ(Hz)の基本周波数を含む、試験される変速機の構造的モード周波数の幾つかを示す。
【0029】
変速機46のような組立体の基本周波数及び他のモード周波数に加えて、組立体の中で作動する部品の少なくとも一つの異常周波数もまた、決定される(図3のステップ52を参照)。それは組立体の中で作動する部品の異常周波数であるが、便宜上、組立体異常周波数と呼ぶ。車両変速機が組立体のとき、関心のある一つの異常周波数は、歯車の噛合周波数即ち、変速機歯車噛合周波数である。「変速機」という修飾語が付いているのは、それが組立てられた変速機内で作動するときの、歯車の歯車噛合周波数であることを示す。他の組立体には、異なる名前の異常周波数が使用され得る。
【0030】
一般に、異常周波数は、部品が組立体の中で作動しているときに部品異常が検出されるところの作動周波数である。例えば、変速機46のような車両変速機の場合、歯車の歯の異常は、それが回転するときに望ましくない騒音及び振動を生成し得ることが知られている。例えばエンジン内のクランク・シャフトの様な他の組立体、或いは予備的組立体が分析されるとき、異常周波数は歯車噛合周波数ではなく、分析される部品内の異常がその組立体の中に望ましくない騒音或いは振動を生成するような、他の幾つかの周波数であり得る。したがって、本発明は、可動部品を備え、この部品内の異常が望ましくない騒音或いは振動を既知の周波数或いは周波数群において生成するような、如何なる組立体においても使用され得る。
【0031】
変速機46内の歯車12の場合、異常周波数は、例えば歯車12上の歯の数及び変速機46内での回転速度の関数である、変速機歯車噛合周波数である。例えば、もし歯車12が57個の歯を持ち、そして変速機46内で毎分875回転の速度(875 RPM)で回転するならば、変速機歯車噛合周波数(transmission gear mesh frequency : T-GMF)は、次式から容易に算出される: T-GMF = (857PM)×(57)/(60秒/分)。従って、前出の例において変速機歯車噛合周波数は、831.25Hzである。
【0032】
変速機歯車噛合周波数は、その後、図4に示すような変速機46の基本周波数及び他のモード周波数と比較される。また、図4には、変速機46の所定周波数帯域(帯域 1)が示されている。変速機の所定周波数帯域は、図4にプロットされたように、モード周波数を含んでいる。
【0033】
図3を参照すると、ステップ54において、変速機歯車噛合周波数の高調波周波数、即ち変速機歯車噛合周波数の整数の倍数が決定され、そして、完全に組み立てられた変速機のモード周波数との相互の位置関係(図4のようなグラフの横軸上における位置関係)が調べられる。関心があるのは、変速機歯車噛合周波数或いはその高調波周波数が、変速機のモード周波数のいずれかに近いかどうか、例えば、20%以内かどうかである。上述したように変速機歯車噛合周波数は831.25Hzであり、この値を図4に示すグラフと比較すると、831.25Hzという変速機歯車噛合周波数は、所定周波数帯域内において変速機のいずれのモード周波数についても20%以内にはないことが判る。
【0034】
その後、変速機歯車噛合周波数の高調波周波数が、いずれかの高調波周波数が所定周波数帯域内の変速機のいずれかのモード周波数に近いかどうかを判定するために、算出される。変速機歯車噛合周波数の二次高調波周波数は、(831.25Hz) × 2 = 1662.5Hzであり、したがって、変速機歯車噛合周波数の二次高調波周波数が変速機の一次の構造的モード周波数の20%以内にある。
【0035】
ここで、異常周波数が組立体のモード周波数に近いか否かの判定のために、20%の他の許容値が使用され得ることを記しておくべきである。例えば、実験によって得られるデータ或いは他の方法に基づいて、許容周波数帯域がモード周波数の百分率、例えばニ、三の例を示すと、プラス・マイナス10%、プラス・マイナス5%、として選択され得る。
【0036】
図3に示すステップ56において、組立体内の不良部品及び合格部品の両方を使用して、組立体の振幅応答が測定される。例えば、変速機46に関して、まず、それが少なくとも一つの既知の不良を持つ歯車を含むときの振幅応答が測定され、そして、変速機46が実質的に不良の無い、即ち歯車に望ましくないNVH特性を持たせる不良の無い歯車を含むときの振幅応答が測定される。振幅応答は、変速機46のモード周波数を決定するために使用されるのと同じセンサーを用いて測定される。それから、変速機内の歯車12の識別子(異常の識別パラメータ)が、二つの振幅応答を比較することにより決定される。例えば、識別子は二つの振幅応答の偏差、或いは両者の比を利用することによって決定され得る。この識別子は、検査装置10を調整する一助となるべく使用される。
【0037】
ステップ58において、検査装置の作動に関する目標速度の範囲が選択されるが、その速度は、振動検出に適した従来の低速度歯車検査装置に比べれば高い。例えば歯車12が試験の間中、潤滑油を補給されているかどうかのような種々の因子が、望ましい作動速度を決定するために考慮され得る。検査装置10は、潤滑しない状態で歯車12を回転させるように構成されており、それゆえ、歯車12を変速機の中で回転する速度に比べて、十分低い速度で回転させる必要がある。
【0038】
検査装置10内の歯車12の回転速度が選択されれば、歯車12の歯の数を知ることにより、検査装置異常周波数、即ち検査装置歯車噛合周波数が決定される(ステップ60を参照)。組立体異常周波数と同様に検査装置異常周波数には、「検査装置」という修飾語が付いているが、これは検査装置内で作動している部品の異常周波数であることが理解されよう。それから、検査装置歯車噛合周波数の調波周波数が決定される(図3のステップ62を参照)。
【0039】
検査装置異常周波数は、変速機歯車噛合周波数と同様に、歯車12の歯の数及び回転速度の関数である。もしも検査装置10が歯車12を120 RPMで回転させるように構成されているならば、検査装置歯車噛合周波数は114Hzと容易に算出でき、したがって、検査装置歯車噛合周波数の二次高調波周波数は228Hzである。変速機48の基本周波数の20%以内に入っているのは、変速機歯車噛合周波数の二次高調波周波数(1662.5Hz)だったので、歯車検査装置の構造的調整において重要なのは、検査装置歯車噛合周波数の二次高調波周波数(228Hz)である。
【0040】
図3に示すように、ステップ64において、検査装置10は、望ましい試験条件で歯車12を作動させるよう、設計及び製造(構成)される。さらに、ステップ66において、歯車検査装置は、歯車異常の検出に最適化された構造部品によって構成される。例えば、検査装置10の少なくとも一部は、該検査装置10の所定周波数帯域内に少なくとも一つのモード周波数を持つように構成される。検査装置の所定周波数帯域は、検査装置歯車噛合周波数及びその高調波周波数(変速機モード周波数の20%以内に入るのが変速機歯車噛合周波数の二次高調波周波数なので、少なくとも二次高調波周波数)を含む。もちろん、他の部品に関しては、別の異常周波数及び/又は別の異常周波数の高調波周波数が関心を持たれ得る。
【0041】
検査装置10はまた、その少なくとも一部を、検査装置10の識別子の値が、変速機46の識別子の値に基づいて決定される所定範囲内に入るように、例えばモード周波数及びモード振幅のようなモード特性を持つように構成される。例えば、もし、不良歯車と合格歯車とを使用する変速機46の識別子の値が3:1であれば、検査装置10の識別子の値の所定範囲は、2.5:1から3.5:1であり得る。もちろん、所定範囲に関して検査装置の識別子の値が組立体のそれにより近づくように調整されることを要求する、より狭い帯域が使用される場合もある。
【0042】
検査装置10の識別子、即ち不良歯車と合格歯車との相対的な振幅応答の差が、検査装置のモード周波数を決定するために使用されたものと同じセンサーを使用して決定される。望ましいモード特性が得られるまで、検査装置10の適切な調整が何度かの繰り返しを要する場合がある。検査装置10の望ましいモード特性が得られると、設計/構成が完了し、検査装置10は歯車12のような部品に使用可能になる。
【0043】
図4に示す変速機46の構造モード(周波数特性)のグラフと同様に、検査装置10の構造モードが上述した衝撃ハンマー及びセンサーを用いて決定される。図5は、検査装置10のような検査装置の構造モードを示す。モード周波数が、検査装置のモード周波数帯域(帯域2)に亘ってプロットされる。設計段階において、有言要素法のような本技術分野で良く知られた構造解析技術が、検査装置のモード周波数を推定するのに利用可能である。
【0044】
検査装置10の基本周波数を調整するために、或いは検査装置10を構造的に調整するために、種々の構成部品の構造が修正され得て、或いは個別に調整され得る。例えば、スピンドル21が、必要に応じてより長く或いは短く作られ得る。検査装置10の質量を増やすためにイナーシャ・ディスクを親歯車24の表面に置くことも可能である。同様に、スピンドル26のような歯車検査装置10の他の構成要素が、必要に応じてより大きく或いはより小さく作られ得る。検査装置10は多くの異なる構成部品を含むが、検査装置10の基本周波数及び他のモード周波数は、歯車検査装置10の一部のみ、例えば、基部31上の構成部品、特に、スピンドル筐体及び、試験用の歯車及び親歯車に関する二つのスピンドル21、26の回転要素によって影響を受ける。
【0045】
図3に示すように、ステップ68において、歯車12はモーター14によって回転させられ、そして歯車検査装置10の振動がセンサー40、41によって測定される(ステップ70を参照)。図6(a)は、歯車検査装置10上のセンサー40のようなセンサーによって測定されるデータのグラフを示す。縦座標には、測定された加速度の振幅が重力加速度(G's)に換算して与えられている。図に示すように加速度の値は所定時間に亘って測定される。図に示すデータは、既知の歯車外形不良を持つ歯車12のような歯車の作動から収集されたものである。比較する目的のため、同図(b)が、スピンドル26のような親歯車スピンドル上で測定された振動加速度に関する同様の出力を示す。
【0046】
不良を持つ歯車を作動させるときと、不良を持たない歯車を作動させるときとを時間領域(time domain)において識別し易くするため、図6(a),(b)にそれぞれ示す時間領域のグラフ(time domain plot)が、図7(a),(b)にそれぞれ示すような周波数領域のグラフ(frequency domain plot)に変換され得る。そのような変換は、高速フーリエ変換或いは、本技術分野において知られている他の幾つかの数学アルゴリズムの使用によって達成され得る。周波数領域において、歯車不良周波数即ち、歯車噛合周波数及びその調波周波数が同定されて、そして、歯車検査装置が不良の無い歯車で作動させられるとき、及び不良を備えた歯車で作動させられるときに見られるレベルが同定される。前述したように検査装置の構造は、歯車不良周波数において不良の無い歯車で作動するときと、不良のある歯車で作動するときとを、識別し易くするために調整される。したがって、測定された時間領域の出力を周波数領域に変換することは、歯車不良に起因する励振を同定し、そして、それらの周波数において合格歯車と不良歯車との間に、歯車内の不良の検出を更に促進する、より適切な識別子を提供する。
【0047】
特に、試験用の歯車による作動の後、デジタル処理で記録された検査装置10からの振動出力が、一つの所定振幅値或いは、テンプレートの形式で与えられる値と比較され得る。そのようなテンプレートは、図6及び図7に示すような出力グラフ上に置かれ得る。加えて、良い部品と悪い部品とを更に識別し易くするため、歯車検査装置10の種々のパラメータが修正され得る。例えば、検査装置10内で噛合っている歯車12及び24の場合、ガイド部28が噛合っている歯車12、24間のバックラッシュを変えるべく調整され得る。検査装置10の具体的な設定に依存して、あるバックラッシュの値が、不良を持つ歯車と持たない歯車との間に大きな識別力を与える場合がある。この形式のデータは、既知の特性を持つ歯車を使用して実験的に収集され得る。
【0048】
概して、図3に記載された方法は、異なる形式の回転部品或いは摺動部品について、それらの組立体の中で使用される前に、機能ベースでの検査を実行するために使用可能である。別の例として、カムシャフトはエンジンの中において重要な部品であり、カムシャフト上のびびりは、顧客満足度に関連する主要なNVH懸案事項である。カムシャフトのカタカタ音は、その表面上の凹凸(起伏)に起因し、エンジン内の不愉快な騒音として聞こえる。カムシャフトは研がれ且つ磨かれ、そして幾つかの寸法計測器の中で検査されるが、カムシャフトのカタカタ音ノイズの問題は、エンジン内に残っている。工場内に実装されている表面仕上げ測定装置は、製造仕様書に従ってカタカタ音を測定しているが、測定されるカムシャフト上のびびり音は、その構造的特徴に起因してエンジン内で励振しない。したがって、エンジン内に組み付けられて高速で回転するときに生成されるNVHレベルに関連付けて合格カムシャフトと不良カムシャフトとを区別することは、相変わらず困難である。本発明の方法は、変速機及び歯車に関して記載したのと同様に、組み立てられたエンジン内に望ましくないNVHレベルを生じさせ得るびびりに関して、カムシャフトを検査するために使用され得る。
【0049】
本発明を実行するための最良の形態を詳細に説明してきたが、本発明に関する技術分野の当業者は、特許請求の範囲に規定された発明を実行するために、種々の代替設計、及び代替実施形態を認識するであろう。
【図面の簡単な説明】
【0050】
【図1】本発明に従った部品検査装置の平面図である。
【図2】部品不良に起因する構造励振に関して、変速装置の作動を図1に示す検査装置と比較する概略図である。
【図3】本発明に従った方法を示すフローチャートである。
【図4】組み立てられた全ての部品を備える車両の変速機筐体の構造モードのグラフである。
【図5】図1に示す部品検査装置のような部品検査装置の構造モードのグラフである。
【図6】図1に示す部品検査装置のような、構造的に調整された部品検査装置から、所定時間測定された振動加速度値のグラフである。
【図7】図6のグラフを周波数領域に変換したグラフである。
【特許請求の範囲】
【請求項1】
組立体の中にて一つ以上の速度で可動とされる部品の異常を、該部品が上記組立体の中に取り付けられるのに先立って検出するための方法であって、
少なくとも一つの検査装置センサーを備え、上記部品を一つ以上の所定速度において作動可能な部品検査装置を構成する工程と、
上記一つ以上の所定速度から選択して、上記検査装置内の部品の作動速度を決定する工程と、
上記検査装置内における上記部品の作動速度の関数である検査装置異常周波数を、少なくとも一つ決定する工程と、
上記検査装置の少なくとも一部を、上記部品の検査装置異常周波数の少なくとも一つを含む所定周波数帯域内に、少なくとも一つのモード周波数を持つように構成する工程と、
上記組立体若しくは検査装置において、少なくとも一つの異常を持つ部品を使用した場合と、異常を持たない部品を使用した場合とのそれぞれの振幅応答を比較することにより求められるよう、異常の識別パラメータを定義した上で、検査装置内の部品に関する上記識別パラメータの値が、組立体の中の部品に関する該識別パラメータの値に対し所定範囲内となるよう、上記検査装置の少なくとも一部を、少なくとも一つの検査装置センサーを用いて決定されるモード特性を持つように構成する工程と、
上記検査装置内で上記部品を作動させる工程と、
上記部品が上記検査装置内で作動している間の該検査装置の所定応答パラメータの値を測定し、これにより上記部品の異常の検出を促進する工程と、
を有する、部品の検査方法。
【請求項2】
少なくとも一つの組立体センサーを用いて、組立体の少なくとも一つのモード周波数を決定する工程と、
上記組立体内における部品の作動速度の関数であり、該部品が組立体の中で作動するときに少なくとも一つの異常が検出可能な組立体異常周波数を、少なくとも一つ決定する工程と、
上記組立体内の部品の少なくとも一つの異常周波数が、上記組立体の上記モード周波数の少なくとも一つを含む所定周波数帯域内にあるかどうかを判定する工程と、
上記少なくとも一つの異常周波数と上記組立体の少なくとも一つのモード周波数との相互の位置関係を判定する工程と、
を更に有する、請求項1に記載の方法。
【請求項3】
組立体が少なくとも一つの異常を持つ部品を含む状態で、この組立体の振幅応答である第一振幅応答を求めるために、少なくとも一つの組立体センサーを用いる工程と
上記組立体が異常を持たない部品を含む状態で、この組立体の振幅応答である第二振幅応答を求めるために、少なくとも一つの組立体センサーを用いる工程と、を更に有し、
上記組立体の中の部品に関する識別パラメータの値を求めるときには、上記第一振幅応答と第二振幅応答とを比較する、請求項2に記載の方法。
【請求項4】
上記部品が作動している間に測定した検査装置の振幅応答の測定値を所定値と比較し、それにより上記部品の異常の検出を更に促進する、請求項1に記載の方法。
【請求項5】
上記検査装置の上記所定応答パラメータは振動であり、該振動の値が上記少なくとも一つのセンサーを使用して測定される、請求項1に記載の方法。
【請求項6】
上記振動を測定するために、加速度、速度、変位及び音響特性の少なくとも一つを測定し、
上記測定は、上記検査装置の上記所定周波数帯域を含む帯域幅に亘って行う、請求項5に記載の方法。
【請求項7】
少なくとも一部の測定値を時間領域から周波数領域に変換する工程を更に有し、
上記変換された値と所定値とを比較して、それにより上記部品の異常の検出を更に促進する、請求項5に記載の方法。
【請求項8】
噛合い部品によって上記検査装置内で部品を係合させる工程を更に有し、
上記検査装置内の上記係合及び噛合い部品は、上記組立体内の上記部品の係合及び噛合い部品に対応する、請求項1に記載の方法。
【請求項9】
車両変速機用の特定の歯車の異常を、該歯車が変速機の中に取り付けられるのに先立って検出するための方法であって、
上記変速機の筐体上の少なくとも一つのセンサーを使用して、上記変速機の少なくとも一つのモード振動数を決定する工程と、
変速機歯車噛合周波数を、上記特定の歯車の歯数及び該特定の歯車の上記変速機内での回転速度の関数として決定する工程と、
上記変速機歯車噛合周波数が、上記変速機の上記少なくとも一つのモード周波数を含む所定の変速機周波数帯域内にあるかどうかを判定する工程と、
上記変速機の少なくとも一つのモード周波数と上記変速機歯車噛合周波数との相互の位置関係を判定する工程と、
上記変速機歯車噛合周波数の調波周波数の少なくとも一つが、上記所定変速機周波数帯域内にあるかどうかを判定する工程と、
上記変速機の上記少なくとも一つのモード周波数と上記変速機歯車噛合周波数の調波周波数の少なくとも一つとの相互の位置関係を判定する工程と、
少なくとも一つの異常を持つ歯車を含む上記変速機の振幅応答である第一振幅応答を求めるために、上記変速機の筐体上の少なくとも一つのセンサーを使用する工程と、
実質的に異常を持たない歯車を含む上記変速機の振幅応答である第二振幅応答を求めるために、上記変速機の筐体上の少なくとも一つのセンサーを使用する工程と、
上記第一振幅応答及び上記第二振幅応答を比較することにより、上記変速機内の上記特定の歯車に関する異常の識別パラメータを決定する工程と、
少なくとも一つのセンサーを含み、少なくとも一つ以上の所定速度において上記特定の歯車を回転可能な検査装置を構成する工程と、
上記一つ以上の所定速度から選択して、上記検査装置内の上記特定の歯車に関する回転速度を決定する工程と、
検査装置歯車噛合周波数を、上記特定の歯車の歯数及び該特定の歯車の上記変速機内での回転速度の関数として決定する工程と、
上記検査装置歯車噛合周波数の調波周波数の少なくとも一つを決定する工程と、
上記検査装置の少なくとも一部を、そのモード周波数の少なくとも一つが、検査装置歯車噛合周波数及び該検査装置歯車噛合周波数の調波周波数の少なくとも一つを含む、上記検査装置の所定周波数帯域内に入るように構成する工程と、
少なくとも一つの異常を持つ部品を使用した場合と、異常を持たない部品を使用した場合との上記検査装置の振幅応答を比較することにより求められる、該検査装置内の上記特定の歯車に関する異常の識別パラメータの値が、上記変速機内の上記特定の歯車に関する異常の識別パラメータの値に対し所定範囲内となるよう、上記検査装置の少なくとも一部を、上記少なくとも一つのセンサーを用いて決定されるモード特性を持つように更に構成する工程と、
上記検査装置内で上記特定の歯車を回転させる工程と、
上記特定の歯車が上記検査装置内で回転させられている間の該検査装置の所定の応答パラメータの値を測定し、これにより上記歯車内の異常の検出を促進する工程と、
を有する、変速機歯車の検査方法。
【請求項10】
上記特定の歯車が上記歯車検査装置内で回転している間、該特定の歯車にトルク負荷を与える工程を更に有する、請求項9に記載の方法。
【請求項11】
上記検査装置を、上記特定の歯車と噛合うための噛合い歯車を備えて構成する工程を更に備え、上記トルク負荷は、上記噛合い歯車を介して上記特定の歯車に与える、請求項10に記載の方法。
【請求項12】
上記特定の歯車と上記噛合い歯車とを単一側面接触によって互いに係合させる、請求項11に記載の方法。
【請求項13】
上記特定の歯車により上記噛合い歯車を駆動させ、且つ該特定の歯車を、上記変速機歯車噛合周波数を決定するために使用される速度よりも小さな速度において回転させる、請求項11に記載の方法。
【請求項14】
上記所定応答パラメータは振動であり、上記測定値は、上記少なくとも一つのセンサーによって所定時間に亘って測定される、検査装置の少なくとも一部における加速度の値である、請求項9に記載の方法。
【請求項15】
上記測定値の少なくとも一部を時間領域から周波数領域に変換する工程と、
上記変換された値の少なくとも一つを所定値と比較し、それにより上記特定の歯車の異常の検出を促進する工程とを含む、請求項14に記載の方法。
【請求項16】
モード周波数を有する組立体の中で可動とされる部品の異常を、該部品が上記組立体の中に取り付けられるのに先立って検出するための、構造により調整される振動特性に基づく検査装置であって、
上記可動部品については、そこにおいて異常を検出可能な周波数であって、上記組立体内での作動速度の関数であり、少なくとも一つが該組立体の所定周波数帯域内にある、少なくとも一つの組立体異常周波数と、上記検査装置内での作動速度の関数であり、少なくとも一つが上記組立体異常周波数の少なくとも一つとは異なっている、少なくとも一つの検査装置異常周波数とが、それぞれ決定されており、
上記可動部品を一つ以上の所定速度において作動させることが可能な第一アクチュエータと、
上記少なくとも一つの検査装置異常周波数を含む所定周波数帯域内の少なくとも一つのモード周波数を持つように、少なくとも一部が構成され、上記可動部品が上記第一アクチュエータによって作動させられている間、該可動部品を支持する構造体と、
上記第一アクチュエータが上記可動部品を作動させている間に、所定の応答パラメータの値を測定するためのセンサーと、
を有する部品の検査装置。
【請求項17】
上記第一アクチュエータが上記可動部品を作動させている間に、該可動部品に負荷を与えることが可能な第二アクチュエータを更に有する、請求項16に記載の装置。
【請求項18】
上記第二アクチュエータ及び上記可動部品と協調するように構成された第二部品を更に有し、上記第二アクチュエータは上記第二部品を介して上記可動部品に負荷を与える、請求項17に記載の装置。
【請求項19】
上記可動部品は車両変速機の歯車であり、上記第一アクチュエータは上記歯車を回転可能であり、上記第二アクチュエータは上記歯車に当接する噛合い歯車を介してトルク負荷を与えることが可能である、請求項18に記載の装置。
【請求項20】
上記変速機歯車及び上記噛合い歯車が単一側面接触によって互いに係合する、請求項19に記載の装置。
【請求項21】
上記所定の応答パラメータは振動であり、上記センサーは加速度の値を測定する、請求項16に記載の装置。
【請求項1】
組立体の中にて一つ以上の速度で可動とされる部品の異常を、該部品が上記組立体の中に取り付けられるのに先立って検出するための方法であって、
少なくとも一つの検査装置センサーを備え、上記部品を一つ以上の所定速度において作動可能な部品検査装置を構成する工程と、
上記一つ以上の所定速度から選択して、上記検査装置内の部品の作動速度を決定する工程と、
上記検査装置内における上記部品の作動速度の関数である検査装置異常周波数を、少なくとも一つ決定する工程と、
上記検査装置の少なくとも一部を、上記部品の検査装置異常周波数の少なくとも一つを含む所定周波数帯域内に、少なくとも一つのモード周波数を持つように構成する工程と、
上記組立体若しくは検査装置において、少なくとも一つの異常を持つ部品を使用した場合と、異常を持たない部品を使用した場合とのそれぞれの振幅応答を比較することにより求められるよう、異常の識別パラメータを定義した上で、検査装置内の部品に関する上記識別パラメータの値が、組立体の中の部品に関する該識別パラメータの値に対し所定範囲内となるよう、上記検査装置の少なくとも一部を、少なくとも一つの検査装置センサーを用いて決定されるモード特性を持つように構成する工程と、
上記検査装置内で上記部品を作動させる工程と、
上記部品が上記検査装置内で作動している間の該検査装置の所定応答パラメータの値を測定し、これにより上記部品の異常の検出を促進する工程と、
を有する、部品の検査方法。
【請求項2】
少なくとも一つの組立体センサーを用いて、組立体の少なくとも一つのモード周波数を決定する工程と、
上記組立体内における部品の作動速度の関数であり、該部品が組立体の中で作動するときに少なくとも一つの異常が検出可能な組立体異常周波数を、少なくとも一つ決定する工程と、
上記組立体内の部品の少なくとも一つの異常周波数が、上記組立体の上記モード周波数の少なくとも一つを含む所定周波数帯域内にあるかどうかを判定する工程と、
上記少なくとも一つの異常周波数と上記組立体の少なくとも一つのモード周波数との相互の位置関係を判定する工程と、
を更に有する、請求項1に記載の方法。
【請求項3】
組立体が少なくとも一つの異常を持つ部品を含む状態で、この組立体の振幅応答である第一振幅応答を求めるために、少なくとも一つの組立体センサーを用いる工程と
上記組立体が異常を持たない部品を含む状態で、この組立体の振幅応答である第二振幅応答を求めるために、少なくとも一つの組立体センサーを用いる工程と、を更に有し、
上記組立体の中の部品に関する識別パラメータの値を求めるときには、上記第一振幅応答と第二振幅応答とを比較する、請求項2に記載の方法。
【請求項4】
上記部品が作動している間に測定した検査装置の振幅応答の測定値を所定値と比較し、それにより上記部品の異常の検出を更に促進する、請求項1に記載の方法。
【請求項5】
上記検査装置の上記所定応答パラメータは振動であり、該振動の値が上記少なくとも一つのセンサーを使用して測定される、請求項1に記載の方法。
【請求項6】
上記振動を測定するために、加速度、速度、変位及び音響特性の少なくとも一つを測定し、
上記測定は、上記検査装置の上記所定周波数帯域を含む帯域幅に亘って行う、請求項5に記載の方法。
【請求項7】
少なくとも一部の測定値を時間領域から周波数領域に変換する工程を更に有し、
上記変換された値と所定値とを比較して、それにより上記部品の異常の検出を更に促進する、請求項5に記載の方法。
【請求項8】
噛合い部品によって上記検査装置内で部品を係合させる工程を更に有し、
上記検査装置内の上記係合及び噛合い部品は、上記組立体内の上記部品の係合及び噛合い部品に対応する、請求項1に記載の方法。
【請求項9】
車両変速機用の特定の歯車の異常を、該歯車が変速機の中に取り付けられるのに先立って検出するための方法であって、
上記変速機の筐体上の少なくとも一つのセンサーを使用して、上記変速機の少なくとも一つのモード振動数を決定する工程と、
変速機歯車噛合周波数を、上記特定の歯車の歯数及び該特定の歯車の上記変速機内での回転速度の関数として決定する工程と、
上記変速機歯車噛合周波数が、上記変速機の上記少なくとも一つのモード周波数を含む所定の変速機周波数帯域内にあるかどうかを判定する工程と、
上記変速機の少なくとも一つのモード周波数と上記変速機歯車噛合周波数との相互の位置関係を判定する工程と、
上記変速機歯車噛合周波数の調波周波数の少なくとも一つが、上記所定変速機周波数帯域内にあるかどうかを判定する工程と、
上記変速機の上記少なくとも一つのモード周波数と上記変速機歯車噛合周波数の調波周波数の少なくとも一つとの相互の位置関係を判定する工程と、
少なくとも一つの異常を持つ歯車を含む上記変速機の振幅応答である第一振幅応答を求めるために、上記変速機の筐体上の少なくとも一つのセンサーを使用する工程と、
実質的に異常を持たない歯車を含む上記変速機の振幅応答である第二振幅応答を求めるために、上記変速機の筐体上の少なくとも一つのセンサーを使用する工程と、
上記第一振幅応答及び上記第二振幅応答を比較することにより、上記変速機内の上記特定の歯車に関する異常の識別パラメータを決定する工程と、
少なくとも一つのセンサーを含み、少なくとも一つ以上の所定速度において上記特定の歯車を回転可能な検査装置を構成する工程と、
上記一つ以上の所定速度から選択して、上記検査装置内の上記特定の歯車に関する回転速度を決定する工程と、
検査装置歯車噛合周波数を、上記特定の歯車の歯数及び該特定の歯車の上記変速機内での回転速度の関数として決定する工程と、
上記検査装置歯車噛合周波数の調波周波数の少なくとも一つを決定する工程と、
上記検査装置の少なくとも一部を、そのモード周波数の少なくとも一つが、検査装置歯車噛合周波数及び該検査装置歯車噛合周波数の調波周波数の少なくとも一つを含む、上記検査装置の所定周波数帯域内に入るように構成する工程と、
少なくとも一つの異常を持つ部品を使用した場合と、異常を持たない部品を使用した場合との上記検査装置の振幅応答を比較することにより求められる、該検査装置内の上記特定の歯車に関する異常の識別パラメータの値が、上記変速機内の上記特定の歯車に関する異常の識別パラメータの値に対し所定範囲内となるよう、上記検査装置の少なくとも一部を、上記少なくとも一つのセンサーを用いて決定されるモード特性を持つように更に構成する工程と、
上記検査装置内で上記特定の歯車を回転させる工程と、
上記特定の歯車が上記検査装置内で回転させられている間の該検査装置の所定の応答パラメータの値を測定し、これにより上記歯車内の異常の検出を促進する工程と、
を有する、変速機歯車の検査方法。
【請求項10】
上記特定の歯車が上記歯車検査装置内で回転している間、該特定の歯車にトルク負荷を与える工程を更に有する、請求項9に記載の方法。
【請求項11】
上記検査装置を、上記特定の歯車と噛合うための噛合い歯車を備えて構成する工程を更に備え、上記トルク負荷は、上記噛合い歯車を介して上記特定の歯車に与える、請求項10に記載の方法。
【請求項12】
上記特定の歯車と上記噛合い歯車とを単一側面接触によって互いに係合させる、請求項11に記載の方法。
【請求項13】
上記特定の歯車により上記噛合い歯車を駆動させ、且つ該特定の歯車を、上記変速機歯車噛合周波数を決定するために使用される速度よりも小さな速度において回転させる、請求項11に記載の方法。
【請求項14】
上記所定応答パラメータは振動であり、上記測定値は、上記少なくとも一つのセンサーによって所定時間に亘って測定される、検査装置の少なくとも一部における加速度の値である、請求項9に記載の方法。
【請求項15】
上記測定値の少なくとも一部を時間領域から周波数領域に変換する工程と、
上記変換された値の少なくとも一つを所定値と比較し、それにより上記特定の歯車の異常の検出を促進する工程とを含む、請求項14に記載の方法。
【請求項16】
モード周波数を有する組立体の中で可動とされる部品の異常を、該部品が上記組立体の中に取り付けられるのに先立って検出するための、構造により調整される振動特性に基づく検査装置であって、
上記可動部品については、そこにおいて異常を検出可能な周波数であって、上記組立体内での作動速度の関数であり、少なくとも一つが該組立体の所定周波数帯域内にある、少なくとも一つの組立体異常周波数と、上記検査装置内での作動速度の関数であり、少なくとも一つが上記組立体異常周波数の少なくとも一つとは異なっている、少なくとも一つの検査装置異常周波数とが、それぞれ決定されており、
上記可動部品を一つ以上の所定速度において作動させることが可能な第一アクチュエータと、
上記少なくとも一つの検査装置異常周波数を含む所定周波数帯域内の少なくとも一つのモード周波数を持つように、少なくとも一部が構成され、上記可動部品が上記第一アクチュエータによって作動させられている間、該可動部品を支持する構造体と、
上記第一アクチュエータが上記可動部品を作動させている間に、所定の応答パラメータの値を測定するためのセンサーと、
を有する部品の検査装置。
【請求項17】
上記第一アクチュエータが上記可動部品を作動させている間に、該可動部品に負荷を与えることが可能な第二アクチュエータを更に有する、請求項16に記載の装置。
【請求項18】
上記第二アクチュエータ及び上記可動部品と協調するように構成された第二部品を更に有し、上記第二アクチュエータは上記第二部品を介して上記可動部品に負荷を与える、請求項17に記載の装置。
【請求項19】
上記可動部品は車両変速機の歯車であり、上記第一アクチュエータは上記歯車を回転可能であり、上記第二アクチュエータは上記歯車に当接する噛合い歯車を介してトルク負荷を与えることが可能である、請求項18に記載の装置。
【請求項20】
上記変速機歯車及び上記噛合い歯車が単一側面接触によって互いに係合する、請求項19に記載の装置。
【請求項21】
上記所定の応答パラメータは振動であり、上記センサーは加速度の値を測定する、請求項16に記載の装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2007−536513(P2007−536513A)
【公表日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願番号】特願2007−511368(P2007−511368)
【出願日】平成17年3月29日(2005.3.29)
【国際出願番号】PCT/US2005/010496
【国際公開番号】WO2005/111571
【国際公開日】平成17年11月24日(2005.11.24)
【出願人】(500493207)フォード モーター カンパニー (22)
【出願人】(591033250)イリノイ ツール ワークス インコーポレイテッド (2)
【Fターム(参考)】
【公表日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願日】平成17年3月29日(2005.3.29)
【国際出願番号】PCT/US2005/010496
【国際公開番号】WO2005/111571
【国際公開日】平成17年11月24日(2005.11.24)
【出願人】(500493207)フォード モーター カンパニー (22)
【出願人】(591033250)イリノイ ツール ワークス インコーポレイテッド (2)
【Fターム(参考)】
[ Back to top ]