
環状支持体の製造方法およびその成形装置

【課題】1つの成形工程によって成形することができる環状支持体の製造方法およびその製造に用いられる成形装置を提供すること。
【解決手段】円筒状に形成された環状体2の両端の周縁部2a、2bをそれぞれ保持し、環状体2の軸を中心軸として環状体2を回転させながら、環状体2に対して環状体2の軸圧縮方向CDに圧力を加えるとともに、成形パターン11をロール面に有する成形ロール10を環状体2の円筒内側から成形パターンの中央11mが環状体の側面2cの中央2mと重なる位置を保ちながら環状体2の側面2cに押し当てて成形パターン11によって環状体2を成形する。
【解決手段】円筒状に形成された環状体2の両端の周縁部2a、2bをそれぞれ保持し、環状体2の軸を中心軸として環状体2を回転させながら、環状体2に対して環状体2の軸圧縮方向CDに圧力を加えるとともに、成形パターン11をロール面に有する成形ロール10を環状体2の円筒内側から成形パターンの中央11mが環状体の側面2cの中央2mと重なる位置を保ちながら環状体2の側面2cに押し当てて成形パターン11によって環状体2を成形する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、環状支持体の製造方法およびその成形装置に係り、特に、中子式ランフラットシステムに用いられる高張力鋼製の環状支持体(いわゆるサポートリング)を製造するために好適に用いられる環状支持体の製造方法およびその成形装置に関する。
【背景技術】
【0002】
従来より、乗用車等に用いられる空気入タイヤが走行中に空気漏れを起こした場合においても数百km程度の緊急走行をすることができるランフラットシステムの関連技術が多く提案されている。このランフラットシステムにはいくつかの類型が提案されているが、特に、高扁平率のタイヤを備える大型セダンやSUV(スポーツ・ユーティリティ・ビークル)タイプの乗用車においては、タイヤの内部かつホイールの外周(リム)に環状支持体を取り付けて構成される中子式ランフラットシステムが用いられることが多い。
【0003】
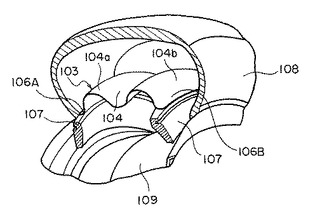
この中子式ランフラットシステムは、図5に示すように、中子式ランフラットシステムを採用したタイヤ108が空気漏れを起こした際に、環状支持体103がホイールのリム109を介して車両(図示せず)を支えている仕組みになっている。この中子式ランフラットシステムは、半径方向外側に突出した2つの環状凸部104a、104bと周縁部付近に形成された平滑形状の耳部106A、106Bとを有する成形パターン104に成形された環状支持体103と、その環状支持体103の耳部106A、106Bに配設されているゴム製の環状弾性部材107とを備えている。この環状支持体103は、1トン以上の重量の車両(大型セダンやSUVタイプの乗用車の場合)を変形することなく支持しなければならないので、いわゆるハイテン鋼と呼ばれる降伏応力もしくは0.2%耐力の高い高張力鋼を用いる必要がある。そのため、環状支持体103に成形パターン104を成形することが非常に困難であった。
【0004】
ここで、従来の環状支持体103の製造方法の一例を説明する。従来、中子式ランフラットシステムの環状支持体103を製造するため、はじめに供給ロールからストリップを引き出し、これを矩形平板に裁断する。裁断後、これを円筒状に曲げるとともに、その末端相互を互いに溶接することにより閉じた環状体102を得る。そして、2つの成形工程によってこの環状体102に成形パターン104を段階的に成形することにより、成形パターン104を有する環状支持体103が製造されていた(特許文献1)。
【0005】
前述した2つの成形工程を詳しく説明すると、第1の成形工程は、図6(a)および(b)に示すように、第1の成形装置101による環状体102の軸方向PDへの圧縮および成形ロール110Aを環状体102の内側から環状体102の側壁に対し押圧することによって成形パターン104の2つの環状凸部104a、104bの初期成形を行う。まず、図6(a)に示すように、環状体102を水平位置に置いて、その下側縁部102aは、水平に玉軸受支持されたプレート130の環状受け溝131aに差し込まれる。環状体102の上側縁部102bは、玉軸受支持された上蓋120の環状受け溝121aに差し込まれる。この上蓋120が上蓋120専用の油圧シリンダー(図示せず)によって環状体102の軸方向PDに移動自在に形成されつつ、他方のプレート130が固定されているので、環状体102は当該環状体102の軸方向PDに圧縮される。
【0006】
また、環状体102の内側には歯車モータ(図示せず)によって強制回動される成形ロール110Aがプレート130側に配設されている。この成形ロール110Aは、所望の成形パターン104の2つの環状凸部104a、104bよりも半径方向に突出していない初期の成形パターン111Aをそのロール面に有しており、図6(b)に示すように、成形ロール110A専用の油圧シリンダー(図示せず)によって環状体102の圧縮時に環状体102の半径方向外側に移動する。そして、環状体102に初期の成形パターン111Aが転写成形される。
【0007】
第2の成形工程は、図7(a)および(b)に示すように、第2の成形装置201によって環状体102の周縁部102a、102bの直径を縮小成形する。図7(a)に示すように、初期の成形パターン111Aが形成された環状体102の内側に所望の成形パターン104の2つの環状凸部104a、104bの形状を有する成形ロール110Bを配設し、環状体102の外側に配設されたディスク状のロール204によって環状体102を成形ロール110Bに押しつける。そして、成形ロール110Bを油圧駆動装置(図示せず)によって回転駆動させることで環状体102を回転させる。
【0008】
この状態で、環状体102の周縁部102a、102b付近に配設された2つのディスク状の縮小ロール202A、202B、203A、203Bによって環状体102の周縁部102a、102b付近の直径を縮小する。環状体102の内部に配設された縮小ロール202A、202Bは、成形ロール110Bに対し自由に回転できる状態で偏心回転するように取り付けられている。また、環状体102の外部に配設された縮小ロール203A、203Bは、自由回転できる状態に取り付けられている。そして、環状体102が回転する間に縮小ロール202A、202B、203A、203Bを環状体102の半径方向の中心に向かってゆっくりと移動させることによって、環状体102の周縁部102a、102b付近を挟んで直径を縮小させて、図7(b)に示すように、初期の成形パターン111Aから所望する成形パターン104の環状凸部104a、104bの成形高さを成形し、更に周縁部に耳部106A、106Bを成形して環状支持体103を製造する。
【0009】
このように、前述した第1および第2の成形工程によって、図5に示すような最終的な成形パターン104を有する環状支持体103が製造されていた。
【0010】
【特許文献1】特表2005−504674号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、特許文献1の成形方法では、2つの成形工程によって環状支持体103の成形パターン104を成形していた。特許文献1によれば、環状支持体103の内部応力を平衡とするために、加工を2工程に分ける必要があった。2つの成形工程を必要とすることによって、環状支持体103の生産性の低下や成形装置101、102による設備コストの増加を招いていた。
【0012】
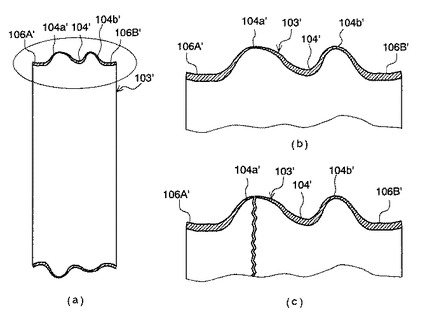
仮に、第1の成形工程のみによって環状体102に最終的な成形パターン104を成形して環状支持体103を製造しようとしても、図6に示すように第1の成形工程の成形ロール110Aが固定されたプレート130側に配設されていることから、第1の成形工程のみによって製造された環状支持体103’は、図8(a)および(b)に示すように、固定されたプレート130に近い環状凸部(図8においては左側の環状凸部)104a’の板厚が薄くなり、他方の環状凸部(図8においては右側の環状凸部)104b’の板厚が厚くなるため、2つの環状凸部が非対称なものとなり、全体として板厚分布が不均一なものとなる。更に、2つの環状凸部104a’ 、104b’の間の谷の部分が、中央からずれてしまうため(図8においては右側の環状凸部104a’側に位置している)、所望の成形パターン104に比べて大きく変形した成形パターン104’となると推定される。そして、環状支持体103’は、板厚の薄い部分において耐久性が劣ってしまい成形時や空気漏れした走行車両の緊急走行時に、図8(c)に示すように、板厚の薄い部分(図8においては左側の環状凸部104a’)において破断してしまうおそれがあった。
【0013】
さらに、図8(b)に示すように、第1の成形工程のみによって成形された環状支持体103’は、原材料となる高張力金属の耐力が高いために大きなスプリングバック(復元力)が環状支持体103’に発生するので、成形ロール110Aの成形パターン111Aと同じ形状とすることができず、成形精度を保てなかった。第1の成形工程によって環状体102を半径方向に拡張成形させて環状凸部を形成するため、スプリングバックによって環状支持体103’の環状凸部が縮小する方向に変形する。また、環状体102は第1の成形工程によって軸方向に圧縮されるため、スプリングバックによって環状支持体103’ は軸方向外側に伸張したり、環状支持体103’の耳部106A’、106B’が環状支持体103の半径方向外側に反り返ってしまう。
【0014】
また、特許文献1の第1の成形工程では、図6に示すように、成形ロール110Aは、そのロール面に2つの環状凸部からなる初期の成形パターン111Aしか有していない。そのため、環状体102を軸方向PDに圧縮しつつ、成形ロール110Aを半径方向の外側に移動させると、環状体102の2つの環状凸部に成形される部分の端部において、環状体102を軸方向PDに圧縮する力が集中し、環状体102の側面を半径方向の内側に凹ませてしまう。更に、環状体102側面の成形パターン111Aの端部が半径方向の内側に凹むことによって、環状体102の周縁部102a、102bを反り返させる応力が生じ、環状体102の周縁部102a、102bを半径方向の外側に広げてしまう。これらの変形によって、成形装置101の上蓋120及びプレート130の受け溝121a、131aに環状体102の周縁部がかじり付いてしまい、環状体102が上蓋120及びプレート130から取り外せなくなってしまうという問題があった。加えて、上述したスプリングバックによっても、環状支持体103’の耳部106A’、106B’が半径方向外側に反り返ってしまいかじり付きが生じる虞があった。
【0015】
そこで、本発明は、これらの点に鑑みてなされたものであり、湾曲波形状の成形パターンを成形する成形工程を複数に分けることなく1つの成形工程のみによって成形することができる環状支持体の製造方法およびその製造に用いられる成形装置を提供することを目的としている。
【0016】
また、成形パターンの成形後にスプリングバックが生じても、所望の成形パターンを得ることができる環状支持体の製造方法およびその製造に用いられる成形装置を提供することを本発明の他の目的としている。
【0017】
そして、成形パターンの成形後、成形装置の取付部分から環状支持体を容易に取り外すことができる環状支持体の成形装置を提供することを本発明の他の目的としている。
【課題を解決するための手段】
【0018】
前述した目的を達成するため、本発明の環状支持体の製造方法は、円筒状に形成された環状体の両端の周縁部をそれぞれ保持し、前記環状体の軸を中心軸として前記環状体を回転させながら、前記環状体に対して前記環状体の軸圧縮方向に圧力を加えるとともに、成形パターンをロール面に有する成形ロールを前記環状体の円筒内側から前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保ちながら前記環状体の側面に押し当てて前記成形パターンによって前記環状体を成形する成形工程を有することを特徴とする。
【0019】
本発明の環状支持体の製造方法においては、環状体の板厚分布を環状体の側面の中央を中心として対称な形に成形することができ、全体として均一な板厚分布を保ちながら所望の成形パターンを有する環状支持体を製造することができる。
【0020】
更に、上記環状支持体の製造方法において、前記成形ロールを前記環状体の軸方向に移動させることによって、前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保つことが好ましい。このような構成を採用することにより、環状体の成形時に生じる軸方向の力を利用して成形ロールの成形パターンの中央を環状体の側面の中央と重なる位置に保つことができるので、複雑な装置や制御を備えることなく成形ロールの配設位置を保つことができる。
【0021】
更に、上記環状支持体の製造方法において、軸方向断面が湾曲形状の環状凸部を有し、前記成形ロールの前記環状凸部の曲率半径は、前記環状支持体に成形される所望の成形パターンの対応する部分の曲率半径よりも小さくなっていることが好ましい。このような構成を採用することにより、環状体のスプリングバックによる形状変化が生じて環状支持体に成形した成形パターンの曲率半径が大きくなっても、所望の曲率半径の成形パターンを有する環状支持体を製造することができる。
【0022】
更に、上記環状支持体の製造方法において、前記成形ロールの前記成形パターンは、前記成形ロールの周縁部近傍に平滑部を有し、前記平滑部は、前記周縁部へ向けて外径が小さくなるように傾斜させて形成されていることが好ましい。このような構成を採用することにより、環状体のスプリングバックによる形状変化が生じて環状支持体に成形した成形パターンの耳部が環状支持体の半径方向外側に反り返っても、成形ロールの平滑部によって傾斜が形成されているので、1回の成形工程によって所望の成形パターンを有する環状支持体を製造することができる。更に、成形ロールの平滑部によって、環状体の側面が半径方向の内側への変形を防止することができ、成形装置の取付部分へのかじり付きを低減し、環状支持体を成形装置から容易に取り外すことができる。
【0023】
また、本発明の環状支持体の成形装置は、円筒状に形成された環状体の両端の周縁部をそれぞれ保持するクランプを有するとともに、前記環状体の軸を中心軸として前記クランプを回転させながら前記環状体に対して前記環状体の軸圧縮方向に圧力を加える回転圧縮機と、前記回転圧縮機の作動時に、ロール面に形成された成形パターンを前記環状体の内側から前記環状体の側面に押し当てる成形ロールとを備え、前記成形ロールは、前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保つスライド機構を有していることを特徴とする。
【0024】
本発明の環状支持体の成形装置によって、環状体の板厚分布を環状体の側面の中央を中心として対称な形に成形することができ、全体として均一な板厚分布を保ちながら所望の成形パターンを有する環状支持体を製造することができる。
【0025】
更に、上記環状支持体の成形装置において、前記成形ロールは、前記環状体の軸方向と平行に配設されたロール軸の軸方向に移動可能に形成されていてもよく、前記ロール軸は、前記成形ロールに対して前記成形ロールの軸方向に弾性力を生じる弾性部材を有していてもよい。このような構成を採用することにより、環状体の成形時に生じる軸方向の力を利用して成形ロールの成形パターンの中央を環状体の側面の中央と重なる位置に保つことができるので、複雑な装置や制御を備えることなく成形ロールの配設位置を保つことができる。弾性部材によって、成形ロールの初期位置を保持することができ、環状体に成形ロールを押し当てる初期の段階において、成形ロールが軸方向に不必要にスライド移動してしまうことを防止することができる。
【0026】
更に、上記環状支持体の成形装置において、前記成形ロールは、前記成形ロールの中心軸に対して回転可能に形成されていることが好ましい。このような構成を採用することにより、環状体に当接した成形ロールが環状体と同一の速度で回転するので、環状体と成形ロールとの回転速度差によって生じる不必要な回転方向の摩擦を無くすことができる。
【0027】
更に、上記環状支持体の成形装置において、前記クランプは、前記環状体の周縁部を挟持する断面コの字状の受け溝を有していることが好ましい。このような構成を採用することにより、受け溝によって生じる狭持力と、環状体が断面コの字状の受け溝に形成された底部と当接しながら軸方向に押し出されることによって生じる圧縮力とを利用して、クランプが環状体を確実に保持することができる。
【0028】
更に、上記環状支持体の成形装置において、前記成形ロールの前記成形パターンは、軸方向断面が湾曲形状の環状凸部を有し、前記成形ロールの前記環状凸部の曲率半径は、前記環状支持体に成形される所望の成形パターンの対応する部分の曲率半径よりも小さくなっていることが好ましい。このような構成を採用することにより、環状支持体の成形後に生じるスプリングバックを利用して、環状支持体に所望の曲率半径の成形パターンを成形することができる。
【0029】
更に、上記環状支持体の成形装置において、前記成形ロールの前記成形パターンは、前記成形ロールの周縁部近傍に平滑部を有し、前記環状体の側面の外側と面する前記クランプの外型は、前記成形ロールの平滑部に前記環状体を介して接触する部分に平滑部を有していることが好ましく、前記成形ロールの前記平滑部は、前記周縁部へ向けて外径が小さくなるように傾斜させて形成されており、前記外型の平滑部は、前記成形ロールの平滑部に対応して傾斜していることが好ましい。
【0030】
このような構成を採用することにより、1回の成形工程によって環状支持体の周縁部に形成される平滑状の耳部を同時に成形することができる。更に、成形ロールの平滑部によって、環状体の側面が半径方向の内側への変形を防止することができ、成形装置の取付部分へのかじり付きを低減し、環状支持体を成形装置から容易に取り外すことができる。加えて、環状支持体の耳部の成形に内型を利用する必要がないので、内型の突出長さを短くすることができ、環状支持体のスプリングバックによって環状支持体がクランプから外れにくくなることを防止することができる。また、環状体のスプリングバックによる形状変化が生じて環状支持体に成形した成形パターンの耳部が環状支持体の半径方向外側に反り返っても、成形ロールの平滑部によって傾斜が形成されているので、所望の成形パターンを有する環状支持体を製造することができる。
【0031】
更に、上記環状支持体の成形装置において、前記成形ロールの前記成形パターンは、軸方向断面が湾曲波形状の環状凸部を有し、前記環状体の側面の外側と面する前記クランプの外型は、前記成形ロールの前記環状凸部の一部に対応する湾曲部を有していることが好ましい。このような構成を採用することにより、環状支持体の板厚をより均一に、またより高精度に所望の形状を成形することができる。
【0032】
更に、上記環状支持体の成形装置において、前記環状体の側面の内側と面する前記クランプの内型は、前記成形ロールが前記環状体を介して前記クランプの外型に接触したとき、前記内型の周縁部が前記成形ロールに接触しないように構成されていることが好ましい。
【発明の効果】
【0033】
本発明の環状支持体の製造方法およびその成形装置によって、環状体の板厚分布を環状体の側面の中央を中心として対称な形に成形することができ、全体として均一な板厚分布を保ちながら所望の成形パターンを有する環状支持体を製造することができる。また、1回の成形工程によって、環状支持体を成形することも可能であるので、環状支持体の生産性やその成形装置のコストパフォーマンスが向上するという効果を奏する。
【0034】
また、本発明の環状支持体の製造方法およびその成形装置によって、スプリングバックによる形状変化を考慮しながら環状支持体を製造もしくは成形することができるので、環状支持体の成形精度が向上するという効果を奏する。
【0035】
そして、本発明の環状支持体の成形装置によって、環状支持体がスプリングバックを起こしても環状支持体がクランプの受け溝にかじり付いてしまうことがないので、環状支持体およびその成形装置を傷めることを防止することができるという効果を奏する。
【発明を実施するための最良の形態】
【0036】
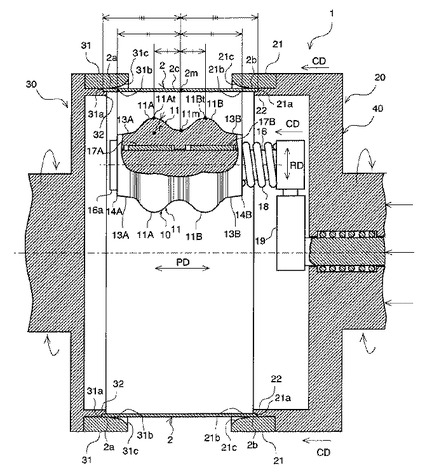
以下、図1を用いて、本発明の環状支持体3の製造方法およびその成形装置1の一実施形態を説明する。ここで、図1は、環状支持体3の成形装置1の断面図を示している。
【0037】
図1に示すように、本実施形態の環状支持体3の成形装置1は、円筒状に形成された環状体2の周縁部2a、2bをそれぞれ保持して回転させる回転圧縮機40と、回転圧縮機40に固定された環状体2の内側に配設された成形ロール10とを備えている。
【0038】
環状体2は、例えば、金属平板を環状体2に適合した寸法(環状体2の形成に必要な長辺および短辺の長さ)を有する矩形基材の形状にシャーリング(せん断)し(せん断工程)、ウレタンロール等の円筒物を用いて、せん断工程によって得た矩形基材を長辺に沿って円筒状に曲げ(曲げ工程)、直線Tig自動溶接装置等の溶接装置を用いて、円筒状に曲げられた閉じていない矩形基材の両端(矩形基材の短辺同士)を溶接して形成される(溶接工程)。金属平板としては、耐力が3.4×108Pa以上の高張力金属が好ましく、例えばハイテン鋼(高張力鋼)などを使用することができる。
【0039】
そして、環状支持体3の成形装置1を用いて、環状体2の両端の周縁部2a、2bをそれぞれ保持し、環状体2の軸を中心軸として環状体2を回転させながら、環状体2に対して環状体2の軸圧縮方向CDに圧力を加えるとともに、成形パターン11を有する成形ロール10を環状体2の内側から環状体2の側面2cに押し当てて環状体2に成形パターン4を成形する(成形工程)。なお、成形工程後に、製造された環状支持体3の周縁部3a、3b端面を切削して当該周縁部3a、3bの形状を整えることがより好ましい(仕上げ工程)。
【0040】
成形装置1の回転圧縮機40は、環状体2の両端の周縁部2a、2bをそれぞれ保持するクランプ20、30と、環状体2の軸を中心軸としてクランプ20、30を回転させながら環状体2に対して環状体2の軸圧縮方向CDに圧力を加える回転圧縮機構(図示せず)とを備えている。クランプ20、30は、環状体2の周縁部2a、2bの内側および外側からそれぞれ当接する断面コの字状の受け溝21a、31aが形成されていることが好ましい。この受け溝21a、31aの幅は、環状体2の板厚と同等もしくは僅かに小さな値となっており、環状体2の周縁部2a、2bの少なくとも一部を受け溝21a、31aに嵌め込むことによって狭持することができるようになっている。なお、受け溝21a、31aは、環状に設けられ、環状体2の周縁部2a、2bの全部を狭持することが好ましい。
【0041】
クランプ20、30の環状体2の側面2cの内側と面する部分を内型22、32と称し、環状体2の側面2cの外側と面する部分を外型21、31と称する。内型22、32と外型21、31は、図1に示すように別の部材から構成され、両部材を組み合わせることによって受け溝21a、31aを形成してもよいが、一つの部材に受け溝21a、31a、内型22、32及び外型21、31を成型してもよい。なお、内型22、32および外型21、31の形状は、後述する成形ロール10とともに説明する。
【0042】
回転圧縮機40の回転圧縮機構は、クランプ20、30の少なくとも一方を環状体2の軸を中心軸として図示しない駆動手段によって回転させるように形成されている。この場合、他方のクランプは、一方のクランプと同期させて環状体2の軸を中心軸として図示しない駆動手段によって回転させてもよいし、回転自在に構成して環状体2を介して伝達される一方のクランプによる回転によって回転させてもよい。また、この回転圧縮機構は、クランプの少なくとも一方を環状体の軸方向PDに移動させることによって、環状体2の軸方向PDに圧力を加えられるように形成されている。図1においては、クランプ30を環状体2の軸方向PDに対して固定し、クランプ20を環状体2の軸圧縮方向CDに移動させる構成である。以後、環状体2の軸方向PDの移動が固定されているクランプを固定クランプ30、環状体2の軸方向PDに移動可能となっているクランプを可動クランプ20と称する。
【0043】
成形装置1の成形ロール10は、環状体2の中心軸と平行な軸を中心軸として回転可能に設けられており、ロール面に成形パターン11を有している。成形パターン11は、軸方向PDの断面が湾曲形状の環状凸部11A、11Bを有している。成形ロール10の成形パターン11の環状凸部11A、11Bにおける曲率半径rは、環状支持体3に成形される所望の成形パターン4の曲率半径R(図4参照)よりも小さいことが好ましい。また、環状凸部11A、11Bは、成形パターン11の軸方向PDの中央11mに対して鏡面対称であることが好ましい。
【0044】
更に、成形パターン11は、成形ロール10の周縁部14A、14B近傍に平滑部13A、13Bを有していてもよい。成形ロール10の平滑部13A、13Bは、成形ロール10の周縁部14A、14Bへ向けて外径が小さくなるように傾斜させて形成されていることが好ましい。環状凸部11A、11Bと平滑部13A、13Bは滑らかに連続していてもよいし、境界が存在してもよい。また、成形パターン11が全体として、成形パターン11の軸方向PDの中央11mに対して鏡面対称であることが好ましい。
【0045】
図1においては、滑らかな湾曲波形状の2つの環状凸部11A、11Bと、その軸方向外側に向けて傾斜した平滑部13A、13Bとが滑らかに連続した成形パターンを有し、成形パターン11は軸方向PDの中央11mに対して鏡面対称である。
【0046】
ここで、前述したクランプ20、30の外型21、31は、図1および図2(c)に示すように、成形ロール10の平滑部13A、13Bに環状体2を介して接触する部分に平滑部21b、31bを有していることが好ましい。この外型21、31の平滑部21b、31bは成形ロール10の平滑部13A、13Bに対応して傾斜していることが好ましい。更に、外型21、31は、成形ロール10の湾曲形状の環状凸部11A、11Bの一部と環状体2を介して接触する部分に、環状凸部11A、11Bの一部に対応する曲率の湾曲部21c、31cを有していることが好ましい。
【0047】
また、クランプ20、30の内型22、32は、図1および図2(c)に示すように、成形ロール10が環状体2を介してクランプ20、30の外型21、31に接触したとき、内型22、32の周縁部が成形ロール10に接触しないように構成されていることが好ましい。ただし、内型22、32は、少なくともクランプ20、30の受け溝21a、31aが環状体2を狭持するのに必要な長さだけ突出している。図1に示すように、成形ロール10が平滑部13A、13Bを有しているため、環状体2の軸方向PDにおける内型22、32の突出長さが短くなり、スプリングバックによって環状体2の周縁部2a、2bが変形しても成形後の取り外しが容易にできる。
【0048】
そして、成形ロール10は、成形パターン11の中央11mが環状体2の側面の中央2mと重なる位置を保つスライド機構を有している。具体的には、成形ロール10は、回転圧縮機40のクランプ20、30に取り付けられた環状体2の軸方向PDと平行に配設された円柱状のロール軸16にニードルベアリング17A、17B・・・を介して取り付けられている。このロール軸16は、固定クランプ30配設側の端部(図1においては左方の端部)に鍔部16aを有しており、この鍔部16aと成形ロール10の固定クランプ30配設側の周縁部14Aが当接することによって、図2(a)に示すように、成形前の初期状態において、成形ロール10の成形パターン11の中央11mが環状体2の側面の中央2mと重なる位置(初期位置)に成形ロール10が配設される。なお、このロール軸16は、環状体2の半径方向RDに圧力を加えることができる油圧シリンダ19に取り付けられており、可動クランプ20と共に環状体2の軸方向PDへ同距離を移動するように形成されている(ただし、可動クランプ20と共に回動しない。)。
【0049】
また、成形ロール10に対して成形ロール10の軸方向PDに弾性力を生じるコイルばねなどの弾性部材18がロール軸16上の可動クランプ20配設側に配設されている。これは、成形ロール10がニードルベアリング17A、17B・・・によってロール軸16の軸方向PDへ不必要に往復移動するのを防止するためである。この弾性部材18は、初期状態において、成形ロール10を鍔部16aに押しつけ初期位置に保持したり、成形ロール10と環状体2との当接時に不必要に軸方向PDにぶれたりすることを抑制する程度の弾性力を有しているが、成形ロール10が環状体2の成形にともなって軸方向PDへ移動しようとする力を妨げるほどの弾性力を有していない。
【0050】
つぎに、このように形成された環状支持体3の成形装置1を用いて、環状支持体3の成形工程を詳細に説明する。
【0051】
まず、図1に示すように、せん断工程、曲げ工程、溶接工程を経て得られた環状体2の一方の周縁部(図1においては左方の周縁部)2aを固定クランプ30の受け溝31aに差し込む。つぎに、可動クランプ20を固定クランプ30側(図1においては左方側)に進行させることによって環状体2の他方の周縁部(図1においては右方の周縁部)2bを可動クランプ20の受け溝21aに差し込み、環状体2を各クランプ20、30に固定する。
【0052】
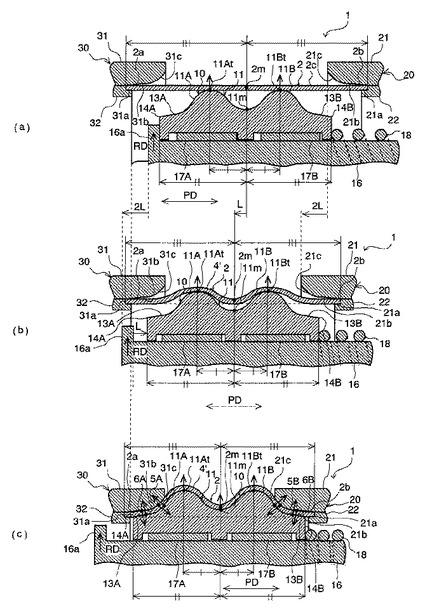
環状体2が固定されたら、図1に示すように、環状体2の軸を中心軸としてクランプ20、30を回動する。その後、図2(b)に示すように、可動クランプ20およびロール軸16に固定クランプ30側へ向かう推力を加えて圧縮方向CDに進行させるとともに、ロール軸16上の成形ロール10に環状体2の内側から外側へ向かう推力を加える。その際、可動クランプ20の推力が強すぎると、成形ロール10の成形パターン11による環状体2の変形よりも、軸方向の圧縮力による変形が強くなり、成形精度が保てない虞がある。また成形ロール10の推力が強すぎると成形ロール10が強く押し当てられた部分(例えば環状凸部11A、11Bの頂点11At、11Bt)の環状体2の板厚が薄くなってしまう。よって、可動クランプ20の推力と成形ロール10の推力の条件出しを行って、適当な推力で成形することが好ましい。
【0053】
なお、環状体2を回転させてから成形ロール10を環状体2に接触させてもよいが、成形ロール10の摩耗を緩和するために、予め成形ロール10を環状体2に接触させた状態で環状体2を回転させてもよい。図1においては、回転ロール10には特に駆動手段を設けておらず、環状体2との摩擦力によって回転する構成であるが、成形ロール10の摩耗を緩和するために、環状体2の回転に合わせて成形ロール10を駆動手段によって回転させることもできる。
【0054】
ここで、成形ロール10は、成形途中の環状体2の成形パターン4’に噛み合うことにより環状体2とともに軸方向PDに移動する力が加わることから、成形ロール10およびロール軸16間に介在したニードルベアリング17A、17B・・・により、固定クランプ30の方向(圧縮方向CD)へ移動しながら環状体2に押し当てられる。たとえば、図2(b)に示すように、可動クランプ20およびロール軸16が固定クランプ30の方向(圧縮方向CD)へ2Lだけ進行すると、環状体2の中央11mは固定クランプ30の方向へL(可動クランプ20の移動量の半分)だけ進行する。なお、可動クランプ20からみれば、成形ロール10は、相対的に可動クランプ20側(圧縮方向CDと反対の方向。図2においては右方)にLだけ後退したことになる。
【0055】
また、この成形ロール10は、図2(a)に示すように、初期位置として成形ロール10の成形パターン11の中央11mが環状体2の側面2cの中央2mと重なる位置に配設されている。そして、図2(b)及び図2(c)に示すように、成形ロール10が半径方向RDへ移動しても、その成形パターン11の中央11mは、環状体2の側面2cの中央2mと重なる位置に配設されている。つまり、成形ロール10は、初期位置の配置とその後の成形ロール10の軸方向PDの移動によって、その中央11mが環状体2の側面2cの中央2mと重なる位置を保ちながら、環状体2に成形パターン4’を成形する。
【0056】
これら一連の動作によって、図2(c)に示すように、環状体2の側面2cに成形パターン4’が成形される。成形ロール10の成形パターン11として、環状凸部11A、11B及び平滑部13A、13Bを有していれば、複数の成形工程を経ずとも1つの成形工程によって環状支持体3の環状凸部4a、4b及び耳部6A、6Bを成形することができる。
【0057】
つぎに、図2から図4を用いて、本実施形態の環状支持体3の製造方法およびその成形装置1の作用を説明する。
【0058】
図2に示すように、本実施形態の環状支持体3の製造方法およびその成形装置1は、回転している環状体2を軸方向PDに圧縮するとともに、成形ロール10を成形ロール10の成形パターン11の中央11mが環状体2の側面の中央2mと重なる位置に常に保ちながら成形を行なうので、環状体2の中央2mを挟んで両側の形状が対称に成形される。そして、ある一部分に板厚分布が極端に偏ることなく環状体2全体がほぼ均一に変形される。図2に示す形状の場合は、環状凸部4aの板厚分布と環状凸部4bの板厚分布が均一となり、所望の形状の成形パターン4を成形することができる。これは、42%程度の破断ひずみを有するSS鋼(一般構造用圧延鋼材)ではなく17%程度の破断ひずみを有する高張力金属を用いる環状支持体3の製造および成形にとって、環状体2の板厚分布がほぼ均一になることは大変有利な効果となる。高張力金属の場合、板厚分布が不均一になると、成形途中に破断する可能性が高くなるからである。
【0059】
実際に、成形後の板厚分布を測定すると、本発明の製造装置及び製造方法によって製造された環状支持体は、最も板厚が薄くなる環状凸部4A、4Bの頂点であっても、最初の板厚の87%程度であり、最も板厚が厚くなる環状凸部4A,4Bの間の谷の部分でも105%程度であった。このため、環状支持体の板厚分布は、全体として最初の板厚の87%〜105%の範囲内であり、ほぼ均一なものとなっている。
【0060】
この成形に用いる成形ロール10は、ニードルベアリング17A、17B・・・を用いてロール軸16上を移動可能に形成されているので、環状体2の成形時に成形途中の環状体2(図2(b)を参照)に噛み合って生じる軸方向PDの力を利用しながら成形ロール10の成形パターン11の中央11mを環状体2の側面の中央2mと重なる位置に保つことができる。また、軸方向PDに移動可能な成形ロール10の初期位置は、成形ロール10の右方(可動クランプ20の配設側)に配設された弾性部材18によって決められている。これによって、高度な位置制御を必要とする複雑な位置制御装置を用いることなく成形ロール10の配設位置を中央2m、11mのそれぞれが重なる位置に保つことができる。また、ニードルベアリング17A、17B・・・は成形ロール10をロール軸16上に回転可能にもするので、回転する環状体2に成形ロール10を押し当てても、成形ロール10が回転することで、環状体2と成形ロール10との間に生じる摩擦を減らすことができる。
【0061】
また、成形ロール10の成形パターン11として、環状凸部11A、11B及び平滑部13A、13Bを有し、外型21、31が成形ロール10に対応した湾曲部21c、31cおよび平滑部21b、31bを有していると、1つの成形工程のみにおいて、環状支持体3の環状凸部4a、4b及び耳部6A、6Bを成形することができる。なお、図2に示すように、成形ロール10の環状凸部11A、11Bの頂点11At、11Btから順に環状体2の側面2cの内側に接触していく。
【0062】
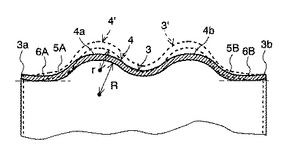
ここで、成形ロール10の成形パターン11の環状凸部11A、11Bにおける曲率半径rが、環状支持体3に成形される所望の成形パターン4の曲率半径Rよりも小さいと、成形ロール10全体が押し当てられた状態の環状支持体3’の成形パターン4’の曲率半径rは、環状支持体3に成形される所望の成形パターン4の曲率半径Rよりも小さくなる。これは、成形ロール10の半径方向RDの推力を取り除くことによって、図3に示すように成形直後の環状支持体3’が図3の矢印の方向へスプリングバックを起こし、図4に示すように曲率半径rが所望の曲率半径Rへ拡大する形状に変化するためである。すなわち、成形直後の環状支持体3’の成形パターン4’の曲率半径rがスプリングバックによって大きくなっても、当該スプリングバックを予め想定して成形されているので、所望の曲率半径Rの成形パターン4を有する環状支持体3を製造もしくは成形することができる。
【0063】
また、成形ロール10の平滑部13A、13Bが成形ロール10の周縁部14A、14Bへ向けて外径が小さくなるように傾斜させて形成されていると、成形ロール10全体が押し当てられた状態の環状支持体3’の耳部6A、6Bは、周縁部3a、3bへ向けて直径が小さくなるように傾斜する。これによって、図3に示すように成形直後の環状支持体3’が、スプリングバックによって、環状凸部4a、4bの外側の湾曲部5A、5Bにおける直径が縮小するような形状変化または耳部6A、6Bが環状支持体の半径方向外側に反り返る形状変化が生じても、図4に示すように所望の傾斜(例えば図4のような水平)の耳部6A、6Bを有する環状支持体3を製造もしくは成形することができる。
【0064】
また、成形ロール10の平滑部13A、13Bによって、環状凸部4a、4bの端において、環状体2の側面が半径方向の内側へ変形するのを防止することができるので、成形装置1のクランプ20,30へのかじり付きを低減し、環状支持体3’を成形装置1から容易に取り外すことが可能となる。さらに、図2(c)に示すように、内型22、32の突出長さが短く、受け溝21a、31aを浅くすれば、内型22、32に加わる力が少なくなるので、成形された環状支持体3’がかじり付いてクランプ20、30から外れにくくなることをより防止することができる。なお、クランプ20、30として、内型22、32を設けずに、外型21、31のみで環状体2を保持する構造とするとより環状支持体3’をさらに取り外しやすくなる。
【0065】
また、図1および図2に示すように、環状支持体3の成形装置1のクランプ20、30は、断面コの字状の受け溝21a、31aを有していることから、内型22、32および外型21、31によって生じる狭持力の他に、断面コの字状の受け溝21a、31aに形成された底部と環状体2との当接によって固定クランプ30および可動クランプ20が軸方向PDに環状体2を挟むことができる。すなわち、内型22、32および外型21、31の狭持力とクランプ20、30の圧縮力とを利用して環状体2を確実に狭持することができる。
【0066】
このクランプ20、30の外型21、31は、成形ロール10の環状凸部11A、11Bの一部および平滑部13A、13Bに環状体2を介して接触する湾曲部21c、31cおよび平滑部21b、31bを有しており、またその内型22、32は、成形ロール10が環状体2を介して外型21、31に接触したときに成形ロール10に接触しない程度の長さ分だけ環状体2の軸方向PDの内側に突出している。これによって、環状支持体3の環状凸部4a、4bと耳部6A、6Bとを有する成形パターン4を複数の成形工程を経ることなく1つの成形工程のみによって成形することができる。特に、外型21、31に湾曲部21c、31cおよび平滑部21b、31bを有していることにより、環状凸部4a、4bと耳部6A、6Bとの境界部分5A、5Bの応力歪みを緩和することができる。また、成形ロール10と外型21、31とによって環状支持体3の耳部6A、6Bの少なくとも一部が形成されることから、環状支持体3の耳部6A、6Bの成形に内型22、32をあまり利用しなくてもよい。この結果として、上述したとおり、内型22、32の軸方向PDへの突出長さを短くすることができるので、クランプ20、30に対するかじり付きを防止することができ、成形後の環状支持体3の取り外しが容易にできる。
【0067】
以上のとおり、本実施形態の環状支持体3の製造方法およびその成形装置1によって、環状体2の板厚分布を環状体の側面の中央を中心として対称な形に成形することができ、全体として均一な板厚分布を保ちながら所望の成形パターンを有する環状支持体を製造することができる。また、1つの成形工程のみで環状支持体3のすべての部分を同時成形することも可能であるので、環状支持体3の生産性およびその成形装置1のコストパフォーマンスが向上するという効果を奏する。
【0068】
また、本実施形態の環状支持体3の製造方法およびその成形装置1によって、スプリングバックによる形状変化を考慮しながら環状支持体3を製造もしくは成形することができるので、環状支持体3の成形精度が向上するという効果を奏する。
【0069】
そして、本実施形態の環状支持体3の成形装置1では、環状支持体3がクランプ20、30の受け溝21a、31aにかじり付き難いので、環状支持体3およびその成形装置1を傷めることを防止することができ、生産性も向上することができるという効果を奏する。
【0070】
なお、本発明は、前述した実施形態などに限定されるものではなく、必要に応じて種々の変更が可能である。
【0071】
例えば、本実施形態の成形装置1においては、成形ロール10の成形パターン11の中央11mを環状体2の側面2cの中央2mと重なる位置にするため、成形ロール10をロール軸16上を移動可能に形成してスライド機構を構成していたが、他の実施形態においては、このスライド機構は各中央位置2m、11mを制御する制御手段、例えばマイクロコンピュータ等を有する油圧シリンダなどを用いて構成されていてもよい。
【0072】
また、本実施形態の成形装置1においては、両クランプ20、30の一方を固定しつつ他方を成形ロール10のロール軸16とともに可動させているが、他の実施形態においては、成形ロール10を環状体2の半径方向RDにおいて成形ロール10の成形パターン11の中央11mが環状体2の側面2cの中央2mと重なる位置に成形ロール10の配設位置を固定し、環状体2の軸方向PD両側に配設された両クランプ20、30を共に圧縮方向(図1の場合、右方のクランプ20が右方から左方へ、左方のクランプ30が左方から右方へ可動する方向)へ可動させることによって、環状体2に成形パターン4が成形されてもよい。
【図面の簡単な説明】
【0073】
【図1】本発明の環状支持体の成形装置における一実施形態を示す部分的な軸方向断面図
【図2】(a)は環状体の成形開始時、(b)は環状体の成形途中、(c)は環状体の成形終了直前における本発明の環状支持体の製造方法における成形工程の一実施例の軸方向一部断面図
【図3】本発明の製造方法および成形装置によって製造もしくは成形された環状支持体の成形直後を示す部分断面図
【図4】本発明の製造方法および成形装置によって製造もしくは成形された環状支持体の成形後を示す部分断面図
【図5】ランフラットシステムの構成を示す部分断面図
【図6】(a)及び(b)は従来の環状支持体の製造方法における第1の成形工程およびその成形装置を示す断面図
【図7】(a)及び(b)は従来の環状支持体の製造方法における第2の成形工程およびその成形装置を示す断面図
【図8】(a)は従来の製造方法および成形装置によって成形された環状支持体を示す全体断面図、(b)は図8(a)の楕円囲繞部を拡大した部分断面図、(c)は破損状態を示す部分断面図
【符号の説明】
【0074】
1 成形装置
2 環状体
2a、2b 環状体の周縁部
2c 環状体の側面
2m 環状体の側面の中央
3 環状支持体
4 環状支持体の成形パターン
10 成形ロール
11 成形ロールの成形パターン
11A、11B 成形ロールの環状凸部
11m 成形パターンの中央
13A、13B 成形ロールの平滑部
14A、14B 成形ロールの周縁部
16 ロール軸
17A、17B・・・ ニードルベアリング
18 弾性部材
20、30 クランプ
21、31 外型
21a、31a 受け溝
21b、31b 外型の平滑部
21c、31c 外型の湾曲部
22、32 内型
40 回転圧縮機
【技術分野】
【0001】
本発明は、環状支持体の製造方法およびその成形装置に係り、特に、中子式ランフラットシステムに用いられる高張力鋼製の環状支持体(いわゆるサポートリング)を製造するために好適に用いられる環状支持体の製造方法およびその成形装置に関する。
【背景技術】
【0002】
従来より、乗用車等に用いられる空気入タイヤが走行中に空気漏れを起こした場合においても数百km程度の緊急走行をすることができるランフラットシステムの関連技術が多く提案されている。このランフラットシステムにはいくつかの類型が提案されているが、特に、高扁平率のタイヤを備える大型セダンやSUV(スポーツ・ユーティリティ・ビークル)タイプの乗用車においては、タイヤの内部かつホイールの外周(リム)に環状支持体を取り付けて構成される中子式ランフラットシステムが用いられることが多い。
【0003】
この中子式ランフラットシステムは、図5に示すように、中子式ランフラットシステムを採用したタイヤ108が空気漏れを起こした際に、環状支持体103がホイールのリム109を介して車両(図示せず)を支えている仕組みになっている。この中子式ランフラットシステムは、半径方向外側に突出した2つの環状凸部104a、104bと周縁部付近に形成された平滑形状の耳部106A、106Bとを有する成形パターン104に成形された環状支持体103と、その環状支持体103の耳部106A、106Bに配設されているゴム製の環状弾性部材107とを備えている。この環状支持体103は、1トン以上の重量の車両(大型セダンやSUVタイプの乗用車の場合)を変形することなく支持しなければならないので、いわゆるハイテン鋼と呼ばれる降伏応力もしくは0.2%耐力の高い高張力鋼を用いる必要がある。そのため、環状支持体103に成形パターン104を成形することが非常に困難であった。
【0004】
ここで、従来の環状支持体103の製造方法の一例を説明する。従来、中子式ランフラットシステムの環状支持体103を製造するため、はじめに供給ロールからストリップを引き出し、これを矩形平板に裁断する。裁断後、これを円筒状に曲げるとともに、その末端相互を互いに溶接することにより閉じた環状体102を得る。そして、2つの成形工程によってこの環状体102に成形パターン104を段階的に成形することにより、成形パターン104を有する環状支持体103が製造されていた(特許文献1)。
【0005】
前述した2つの成形工程を詳しく説明すると、第1の成形工程は、図6(a)および(b)に示すように、第1の成形装置101による環状体102の軸方向PDへの圧縮および成形ロール110Aを環状体102の内側から環状体102の側壁に対し押圧することによって成形パターン104の2つの環状凸部104a、104bの初期成形を行う。まず、図6(a)に示すように、環状体102を水平位置に置いて、その下側縁部102aは、水平に玉軸受支持されたプレート130の環状受け溝131aに差し込まれる。環状体102の上側縁部102bは、玉軸受支持された上蓋120の環状受け溝121aに差し込まれる。この上蓋120が上蓋120専用の油圧シリンダー(図示せず)によって環状体102の軸方向PDに移動自在に形成されつつ、他方のプレート130が固定されているので、環状体102は当該環状体102の軸方向PDに圧縮される。
【0006】
また、環状体102の内側には歯車モータ(図示せず)によって強制回動される成形ロール110Aがプレート130側に配設されている。この成形ロール110Aは、所望の成形パターン104の2つの環状凸部104a、104bよりも半径方向に突出していない初期の成形パターン111Aをそのロール面に有しており、図6(b)に示すように、成形ロール110A専用の油圧シリンダー(図示せず)によって環状体102の圧縮時に環状体102の半径方向外側に移動する。そして、環状体102に初期の成形パターン111Aが転写成形される。
【0007】
第2の成形工程は、図7(a)および(b)に示すように、第2の成形装置201によって環状体102の周縁部102a、102bの直径を縮小成形する。図7(a)に示すように、初期の成形パターン111Aが形成された環状体102の内側に所望の成形パターン104の2つの環状凸部104a、104bの形状を有する成形ロール110Bを配設し、環状体102の外側に配設されたディスク状のロール204によって環状体102を成形ロール110Bに押しつける。そして、成形ロール110Bを油圧駆動装置(図示せず)によって回転駆動させることで環状体102を回転させる。
【0008】
この状態で、環状体102の周縁部102a、102b付近に配設された2つのディスク状の縮小ロール202A、202B、203A、203Bによって環状体102の周縁部102a、102b付近の直径を縮小する。環状体102の内部に配設された縮小ロール202A、202Bは、成形ロール110Bに対し自由に回転できる状態で偏心回転するように取り付けられている。また、環状体102の外部に配設された縮小ロール203A、203Bは、自由回転できる状態に取り付けられている。そして、環状体102が回転する間に縮小ロール202A、202B、203A、203Bを環状体102の半径方向の中心に向かってゆっくりと移動させることによって、環状体102の周縁部102a、102b付近を挟んで直径を縮小させて、図7(b)に示すように、初期の成形パターン111Aから所望する成形パターン104の環状凸部104a、104bの成形高さを成形し、更に周縁部に耳部106A、106Bを成形して環状支持体103を製造する。
【0009】
このように、前述した第1および第2の成形工程によって、図5に示すような最終的な成形パターン104を有する環状支持体103が製造されていた。
【0010】
【特許文献1】特表2005−504674号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、特許文献1の成形方法では、2つの成形工程によって環状支持体103の成形パターン104を成形していた。特許文献1によれば、環状支持体103の内部応力を平衡とするために、加工を2工程に分ける必要があった。2つの成形工程を必要とすることによって、環状支持体103の生産性の低下や成形装置101、102による設備コストの増加を招いていた。
【0012】
仮に、第1の成形工程のみによって環状体102に最終的な成形パターン104を成形して環状支持体103を製造しようとしても、図6に示すように第1の成形工程の成形ロール110Aが固定されたプレート130側に配設されていることから、第1の成形工程のみによって製造された環状支持体103’は、図8(a)および(b)に示すように、固定されたプレート130に近い環状凸部(図8においては左側の環状凸部)104a’の板厚が薄くなり、他方の環状凸部(図8においては右側の環状凸部)104b’の板厚が厚くなるため、2つの環状凸部が非対称なものとなり、全体として板厚分布が不均一なものとなる。更に、2つの環状凸部104a’ 、104b’の間の谷の部分が、中央からずれてしまうため(図8においては右側の環状凸部104a’側に位置している)、所望の成形パターン104に比べて大きく変形した成形パターン104’となると推定される。そして、環状支持体103’は、板厚の薄い部分において耐久性が劣ってしまい成形時や空気漏れした走行車両の緊急走行時に、図8(c)に示すように、板厚の薄い部分(図8においては左側の環状凸部104a’)において破断してしまうおそれがあった。
【0013】
さらに、図8(b)に示すように、第1の成形工程のみによって成形された環状支持体103’は、原材料となる高張力金属の耐力が高いために大きなスプリングバック(復元力)が環状支持体103’に発生するので、成形ロール110Aの成形パターン111Aと同じ形状とすることができず、成形精度を保てなかった。第1の成形工程によって環状体102を半径方向に拡張成形させて環状凸部を形成するため、スプリングバックによって環状支持体103’の環状凸部が縮小する方向に変形する。また、環状体102は第1の成形工程によって軸方向に圧縮されるため、スプリングバックによって環状支持体103’ は軸方向外側に伸張したり、環状支持体103’の耳部106A’、106B’が環状支持体103の半径方向外側に反り返ってしまう。
【0014】
また、特許文献1の第1の成形工程では、図6に示すように、成形ロール110Aは、そのロール面に2つの環状凸部からなる初期の成形パターン111Aしか有していない。そのため、環状体102を軸方向PDに圧縮しつつ、成形ロール110Aを半径方向の外側に移動させると、環状体102の2つの環状凸部に成形される部分の端部において、環状体102を軸方向PDに圧縮する力が集中し、環状体102の側面を半径方向の内側に凹ませてしまう。更に、環状体102側面の成形パターン111Aの端部が半径方向の内側に凹むことによって、環状体102の周縁部102a、102bを反り返させる応力が生じ、環状体102の周縁部102a、102bを半径方向の外側に広げてしまう。これらの変形によって、成形装置101の上蓋120及びプレート130の受け溝121a、131aに環状体102の周縁部がかじり付いてしまい、環状体102が上蓋120及びプレート130から取り外せなくなってしまうという問題があった。加えて、上述したスプリングバックによっても、環状支持体103’の耳部106A’、106B’が半径方向外側に反り返ってしまいかじり付きが生じる虞があった。
【0015】
そこで、本発明は、これらの点に鑑みてなされたものであり、湾曲波形状の成形パターンを成形する成形工程を複数に分けることなく1つの成形工程のみによって成形することができる環状支持体の製造方法およびその製造に用いられる成形装置を提供することを目的としている。
【0016】
また、成形パターンの成形後にスプリングバックが生じても、所望の成形パターンを得ることができる環状支持体の製造方法およびその製造に用いられる成形装置を提供することを本発明の他の目的としている。
【0017】
そして、成形パターンの成形後、成形装置の取付部分から環状支持体を容易に取り外すことができる環状支持体の成形装置を提供することを本発明の他の目的としている。
【課題を解決するための手段】
【0018】
前述した目的を達成するため、本発明の環状支持体の製造方法は、円筒状に形成された環状体の両端の周縁部をそれぞれ保持し、前記環状体の軸を中心軸として前記環状体を回転させながら、前記環状体に対して前記環状体の軸圧縮方向に圧力を加えるとともに、成形パターンをロール面に有する成形ロールを前記環状体の円筒内側から前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保ちながら前記環状体の側面に押し当てて前記成形パターンによって前記環状体を成形する成形工程を有することを特徴とする。
【0019】
本発明の環状支持体の製造方法においては、環状体の板厚分布を環状体の側面の中央を中心として対称な形に成形することができ、全体として均一な板厚分布を保ちながら所望の成形パターンを有する環状支持体を製造することができる。
【0020】
更に、上記環状支持体の製造方法において、前記成形ロールを前記環状体の軸方向に移動させることによって、前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保つことが好ましい。このような構成を採用することにより、環状体の成形時に生じる軸方向の力を利用して成形ロールの成形パターンの中央を環状体の側面の中央と重なる位置に保つことができるので、複雑な装置や制御を備えることなく成形ロールの配設位置を保つことができる。
【0021】
更に、上記環状支持体の製造方法において、軸方向断面が湾曲形状の環状凸部を有し、前記成形ロールの前記環状凸部の曲率半径は、前記環状支持体に成形される所望の成形パターンの対応する部分の曲率半径よりも小さくなっていることが好ましい。このような構成を採用することにより、環状体のスプリングバックによる形状変化が生じて環状支持体に成形した成形パターンの曲率半径が大きくなっても、所望の曲率半径の成形パターンを有する環状支持体を製造することができる。
【0022】
更に、上記環状支持体の製造方法において、前記成形ロールの前記成形パターンは、前記成形ロールの周縁部近傍に平滑部を有し、前記平滑部は、前記周縁部へ向けて外径が小さくなるように傾斜させて形成されていることが好ましい。このような構成を採用することにより、環状体のスプリングバックによる形状変化が生じて環状支持体に成形した成形パターンの耳部が環状支持体の半径方向外側に反り返っても、成形ロールの平滑部によって傾斜が形成されているので、1回の成形工程によって所望の成形パターンを有する環状支持体を製造することができる。更に、成形ロールの平滑部によって、環状体の側面が半径方向の内側への変形を防止することができ、成形装置の取付部分へのかじり付きを低減し、環状支持体を成形装置から容易に取り外すことができる。
【0023】
また、本発明の環状支持体の成形装置は、円筒状に形成された環状体の両端の周縁部をそれぞれ保持するクランプを有するとともに、前記環状体の軸を中心軸として前記クランプを回転させながら前記環状体に対して前記環状体の軸圧縮方向に圧力を加える回転圧縮機と、前記回転圧縮機の作動時に、ロール面に形成された成形パターンを前記環状体の内側から前記環状体の側面に押し当てる成形ロールとを備え、前記成形ロールは、前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保つスライド機構を有していることを特徴とする。
【0024】
本発明の環状支持体の成形装置によって、環状体の板厚分布を環状体の側面の中央を中心として対称な形に成形することができ、全体として均一な板厚分布を保ちながら所望の成形パターンを有する環状支持体を製造することができる。
【0025】
更に、上記環状支持体の成形装置において、前記成形ロールは、前記環状体の軸方向と平行に配設されたロール軸の軸方向に移動可能に形成されていてもよく、前記ロール軸は、前記成形ロールに対して前記成形ロールの軸方向に弾性力を生じる弾性部材を有していてもよい。このような構成を採用することにより、環状体の成形時に生じる軸方向の力を利用して成形ロールの成形パターンの中央を環状体の側面の中央と重なる位置に保つことができるので、複雑な装置や制御を備えることなく成形ロールの配設位置を保つことができる。弾性部材によって、成形ロールの初期位置を保持することができ、環状体に成形ロールを押し当てる初期の段階において、成形ロールが軸方向に不必要にスライド移動してしまうことを防止することができる。
【0026】
更に、上記環状支持体の成形装置において、前記成形ロールは、前記成形ロールの中心軸に対して回転可能に形成されていることが好ましい。このような構成を採用することにより、環状体に当接した成形ロールが環状体と同一の速度で回転するので、環状体と成形ロールとの回転速度差によって生じる不必要な回転方向の摩擦を無くすことができる。
【0027】
更に、上記環状支持体の成形装置において、前記クランプは、前記環状体の周縁部を挟持する断面コの字状の受け溝を有していることが好ましい。このような構成を採用することにより、受け溝によって生じる狭持力と、環状体が断面コの字状の受け溝に形成された底部と当接しながら軸方向に押し出されることによって生じる圧縮力とを利用して、クランプが環状体を確実に保持することができる。
【0028】
更に、上記環状支持体の成形装置において、前記成形ロールの前記成形パターンは、軸方向断面が湾曲形状の環状凸部を有し、前記成形ロールの前記環状凸部の曲率半径は、前記環状支持体に成形される所望の成形パターンの対応する部分の曲率半径よりも小さくなっていることが好ましい。このような構成を採用することにより、環状支持体の成形後に生じるスプリングバックを利用して、環状支持体に所望の曲率半径の成形パターンを成形することができる。
【0029】
更に、上記環状支持体の成形装置において、前記成形ロールの前記成形パターンは、前記成形ロールの周縁部近傍に平滑部を有し、前記環状体の側面の外側と面する前記クランプの外型は、前記成形ロールの平滑部に前記環状体を介して接触する部分に平滑部を有していることが好ましく、前記成形ロールの前記平滑部は、前記周縁部へ向けて外径が小さくなるように傾斜させて形成されており、前記外型の平滑部は、前記成形ロールの平滑部に対応して傾斜していることが好ましい。
【0030】
このような構成を採用することにより、1回の成形工程によって環状支持体の周縁部に形成される平滑状の耳部を同時に成形することができる。更に、成形ロールの平滑部によって、環状体の側面が半径方向の内側への変形を防止することができ、成形装置の取付部分へのかじり付きを低減し、環状支持体を成形装置から容易に取り外すことができる。加えて、環状支持体の耳部の成形に内型を利用する必要がないので、内型の突出長さを短くすることができ、環状支持体のスプリングバックによって環状支持体がクランプから外れにくくなることを防止することができる。また、環状体のスプリングバックによる形状変化が生じて環状支持体に成形した成形パターンの耳部が環状支持体の半径方向外側に反り返っても、成形ロールの平滑部によって傾斜が形成されているので、所望の成形パターンを有する環状支持体を製造することができる。
【0031】
更に、上記環状支持体の成形装置において、前記成形ロールの前記成形パターンは、軸方向断面が湾曲波形状の環状凸部を有し、前記環状体の側面の外側と面する前記クランプの外型は、前記成形ロールの前記環状凸部の一部に対応する湾曲部を有していることが好ましい。このような構成を採用することにより、環状支持体の板厚をより均一に、またより高精度に所望の形状を成形することができる。
【0032】
更に、上記環状支持体の成形装置において、前記環状体の側面の内側と面する前記クランプの内型は、前記成形ロールが前記環状体を介して前記クランプの外型に接触したとき、前記内型の周縁部が前記成形ロールに接触しないように構成されていることが好ましい。
【発明の効果】
【0033】
本発明の環状支持体の製造方法およびその成形装置によって、環状体の板厚分布を環状体の側面の中央を中心として対称な形に成形することができ、全体として均一な板厚分布を保ちながら所望の成形パターンを有する環状支持体を製造することができる。また、1回の成形工程によって、環状支持体を成形することも可能であるので、環状支持体の生産性やその成形装置のコストパフォーマンスが向上するという効果を奏する。
【0034】
また、本発明の環状支持体の製造方法およびその成形装置によって、スプリングバックによる形状変化を考慮しながら環状支持体を製造もしくは成形することができるので、環状支持体の成形精度が向上するという効果を奏する。
【0035】
そして、本発明の環状支持体の成形装置によって、環状支持体がスプリングバックを起こしても環状支持体がクランプの受け溝にかじり付いてしまうことがないので、環状支持体およびその成形装置を傷めることを防止することができるという効果を奏する。
【発明を実施するための最良の形態】
【0036】
以下、図1を用いて、本発明の環状支持体3の製造方法およびその成形装置1の一実施形態を説明する。ここで、図1は、環状支持体3の成形装置1の断面図を示している。
【0037】
図1に示すように、本実施形態の環状支持体3の成形装置1は、円筒状に形成された環状体2の周縁部2a、2bをそれぞれ保持して回転させる回転圧縮機40と、回転圧縮機40に固定された環状体2の内側に配設された成形ロール10とを備えている。
【0038】
環状体2は、例えば、金属平板を環状体2に適合した寸法(環状体2の形成に必要な長辺および短辺の長さ)を有する矩形基材の形状にシャーリング(せん断)し(せん断工程)、ウレタンロール等の円筒物を用いて、せん断工程によって得た矩形基材を長辺に沿って円筒状に曲げ(曲げ工程)、直線Tig自動溶接装置等の溶接装置を用いて、円筒状に曲げられた閉じていない矩形基材の両端(矩形基材の短辺同士)を溶接して形成される(溶接工程)。金属平板としては、耐力が3.4×108Pa以上の高張力金属が好ましく、例えばハイテン鋼(高張力鋼)などを使用することができる。
【0039】
そして、環状支持体3の成形装置1を用いて、環状体2の両端の周縁部2a、2bをそれぞれ保持し、環状体2の軸を中心軸として環状体2を回転させながら、環状体2に対して環状体2の軸圧縮方向CDに圧力を加えるとともに、成形パターン11を有する成形ロール10を環状体2の内側から環状体2の側面2cに押し当てて環状体2に成形パターン4を成形する(成形工程)。なお、成形工程後に、製造された環状支持体3の周縁部3a、3b端面を切削して当該周縁部3a、3bの形状を整えることがより好ましい(仕上げ工程)。
【0040】
成形装置1の回転圧縮機40は、環状体2の両端の周縁部2a、2bをそれぞれ保持するクランプ20、30と、環状体2の軸を中心軸としてクランプ20、30を回転させながら環状体2に対して環状体2の軸圧縮方向CDに圧力を加える回転圧縮機構(図示せず)とを備えている。クランプ20、30は、環状体2の周縁部2a、2bの内側および外側からそれぞれ当接する断面コの字状の受け溝21a、31aが形成されていることが好ましい。この受け溝21a、31aの幅は、環状体2の板厚と同等もしくは僅かに小さな値となっており、環状体2の周縁部2a、2bの少なくとも一部を受け溝21a、31aに嵌め込むことによって狭持することができるようになっている。なお、受け溝21a、31aは、環状に設けられ、環状体2の周縁部2a、2bの全部を狭持することが好ましい。
【0041】
クランプ20、30の環状体2の側面2cの内側と面する部分を内型22、32と称し、環状体2の側面2cの外側と面する部分を外型21、31と称する。内型22、32と外型21、31は、図1に示すように別の部材から構成され、両部材を組み合わせることによって受け溝21a、31aを形成してもよいが、一つの部材に受け溝21a、31a、内型22、32及び外型21、31を成型してもよい。なお、内型22、32および外型21、31の形状は、後述する成形ロール10とともに説明する。
【0042】
回転圧縮機40の回転圧縮機構は、クランプ20、30の少なくとも一方を環状体2の軸を中心軸として図示しない駆動手段によって回転させるように形成されている。この場合、他方のクランプは、一方のクランプと同期させて環状体2の軸を中心軸として図示しない駆動手段によって回転させてもよいし、回転自在に構成して環状体2を介して伝達される一方のクランプによる回転によって回転させてもよい。また、この回転圧縮機構は、クランプの少なくとも一方を環状体の軸方向PDに移動させることによって、環状体2の軸方向PDに圧力を加えられるように形成されている。図1においては、クランプ30を環状体2の軸方向PDに対して固定し、クランプ20を環状体2の軸圧縮方向CDに移動させる構成である。以後、環状体2の軸方向PDの移動が固定されているクランプを固定クランプ30、環状体2の軸方向PDに移動可能となっているクランプを可動クランプ20と称する。
【0043】
成形装置1の成形ロール10は、環状体2の中心軸と平行な軸を中心軸として回転可能に設けられており、ロール面に成形パターン11を有している。成形パターン11は、軸方向PDの断面が湾曲形状の環状凸部11A、11Bを有している。成形ロール10の成形パターン11の環状凸部11A、11Bにおける曲率半径rは、環状支持体3に成形される所望の成形パターン4の曲率半径R(図4参照)よりも小さいことが好ましい。また、環状凸部11A、11Bは、成形パターン11の軸方向PDの中央11mに対して鏡面対称であることが好ましい。
【0044】
更に、成形パターン11は、成形ロール10の周縁部14A、14B近傍に平滑部13A、13Bを有していてもよい。成形ロール10の平滑部13A、13Bは、成形ロール10の周縁部14A、14Bへ向けて外径が小さくなるように傾斜させて形成されていることが好ましい。環状凸部11A、11Bと平滑部13A、13Bは滑らかに連続していてもよいし、境界が存在してもよい。また、成形パターン11が全体として、成形パターン11の軸方向PDの中央11mに対して鏡面対称であることが好ましい。
【0045】
図1においては、滑らかな湾曲波形状の2つの環状凸部11A、11Bと、その軸方向外側に向けて傾斜した平滑部13A、13Bとが滑らかに連続した成形パターンを有し、成形パターン11は軸方向PDの中央11mに対して鏡面対称である。
【0046】
ここで、前述したクランプ20、30の外型21、31は、図1および図2(c)に示すように、成形ロール10の平滑部13A、13Bに環状体2を介して接触する部分に平滑部21b、31bを有していることが好ましい。この外型21、31の平滑部21b、31bは成形ロール10の平滑部13A、13Bに対応して傾斜していることが好ましい。更に、外型21、31は、成形ロール10の湾曲形状の環状凸部11A、11Bの一部と環状体2を介して接触する部分に、環状凸部11A、11Bの一部に対応する曲率の湾曲部21c、31cを有していることが好ましい。
【0047】
また、クランプ20、30の内型22、32は、図1および図2(c)に示すように、成形ロール10が環状体2を介してクランプ20、30の外型21、31に接触したとき、内型22、32の周縁部が成形ロール10に接触しないように構成されていることが好ましい。ただし、内型22、32は、少なくともクランプ20、30の受け溝21a、31aが環状体2を狭持するのに必要な長さだけ突出している。図1に示すように、成形ロール10が平滑部13A、13Bを有しているため、環状体2の軸方向PDにおける内型22、32の突出長さが短くなり、スプリングバックによって環状体2の周縁部2a、2bが変形しても成形後の取り外しが容易にできる。
【0048】
そして、成形ロール10は、成形パターン11の中央11mが環状体2の側面の中央2mと重なる位置を保つスライド機構を有している。具体的には、成形ロール10は、回転圧縮機40のクランプ20、30に取り付けられた環状体2の軸方向PDと平行に配設された円柱状のロール軸16にニードルベアリング17A、17B・・・を介して取り付けられている。このロール軸16は、固定クランプ30配設側の端部(図1においては左方の端部)に鍔部16aを有しており、この鍔部16aと成形ロール10の固定クランプ30配設側の周縁部14Aが当接することによって、図2(a)に示すように、成形前の初期状態において、成形ロール10の成形パターン11の中央11mが環状体2の側面の中央2mと重なる位置(初期位置)に成形ロール10が配設される。なお、このロール軸16は、環状体2の半径方向RDに圧力を加えることができる油圧シリンダ19に取り付けられており、可動クランプ20と共に環状体2の軸方向PDへ同距離を移動するように形成されている(ただし、可動クランプ20と共に回動しない。)。
【0049】
また、成形ロール10に対して成形ロール10の軸方向PDに弾性力を生じるコイルばねなどの弾性部材18がロール軸16上の可動クランプ20配設側に配設されている。これは、成形ロール10がニードルベアリング17A、17B・・・によってロール軸16の軸方向PDへ不必要に往復移動するのを防止するためである。この弾性部材18は、初期状態において、成形ロール10を鍔部16aに押しつけ初期位置に保持したり、成形ロール10と環状体2との当接時に不必要に軸方向PDにぶれたりすることを抑制する程度の弾性力を有しているが、成形ロール10が環状体2の成形にともなって軸方向PDへ移動しようとする力を妨げるほどの弾性力を有していない。
【0050】
つぎに、このように形成された環状支持体3の成形装置1を用いて、環状支持体3の成形工程を詳細に説明する。
【0051】
まず、図1に示すように、せん断工程、曲げ工程、溶接工程を経て得られた環状体2の一方の周縁部(図1においては左方の周縁部)2aを固定クランプ30の受け溝31aに差し込む。つぎに、可動クランプ20を固定クランプ30側(図1においては左方側)に進行させることによって環状体2の他方の周縁部(図1においては右方の周縁部)2bを可動クランプ20の受け溝21aに差し込み、環状体2を各クランプ20、30に固定する。
【0052】
環状体2が固定されたら、図1に示すように、環状体2の軸を中心軸としてクランプ20、30を回動する。その後、図2(b)に示すように、可動クランプ20およびロール軸16に固定クランプ30側へ向かう推力を加えて圧縮方向CDに進行させるとともに、ロール軸16上の成形ロール10に環状体2の内側から外側へ向かう推力を加える。その際、可動クランプ20の推力が強すぎると、成形ロール10の成形パターン11による環状体2の変形よりも、軸方向の圧縮力による変形が強くなり、成形精度が保てない虞がある。また成形ロール10の推力が強すぎると成形ロール10が強く押し当てられた部分(例えば環状凸部11A、11Bの頂点11At、11Bt)の環状体2の板厚が薄くなってしまう。よって、可動クランプ20の推力と成形ロール10の推力の条件出しを行って、適当な推力で成形することが好ましい。
【0053】
なお、環状体2を回転させてから成形ロール10を環状体2に接触させてもよいが、成形ロール10の摩耗を緩和するために、予め成形ロール10を環状体2に接触させた状態で環状体2を回転させてもよい。図1においては、回転ロール10には特に駆動手段を設けておらず、環状体2との摩擦力によって回転する構成であるが、成形ロール10の摩耗を緩和するために、環状体2の回転に合わせて成形ロール10を駆動手段によって回転させることもできる。
【0054】
ここで、成形ロール10は、成形途中の環状体2の成形パターン4’に噛み合うことにより環状体2とともに軸方向PDに移動する力が加わることから、成形ロール10およびロール軸16間に介在したニードルベアリング17A、17B・・・により、固定クランプ30の方向(圧縮方向CD)へ移動しながら環状体2に押し当てられる。たとえば、図2(b)に示すように、可動クランプ20およびロール軸16が固定クランプ30の方向(圧縮方向CD)へ2Lだけ進行すると、環状体2の中央11mは固定クランプ30の方向へL(可動クランプ20の移動量の半分)だけ進行する。なお、可動クランプ20からみれば、成形ロール10は、相対的に可動クランプ20側(圧縮方向CDと反対の方向。図2においては右方)にLだけ後退したことになる。
【0055】
また、この成形ロール10は、図2(a)に示すように、初期位置として成形ロール10の成形パターン11の中央11mが環状体2の側面2cの中央2mと重なる位置に配設されている。そして、図2(b)及び図2(c)に示すように、成形ロール10が半径方向RDへ移動しても、その成形パターン11の中央11mは、環状体2の側面2cの中央2mと重なる位置に配設されている。つまり、成形ロール10は、初期位置の配置とその後の成形ロール10の軸方向PDの移動によって、その中央11mが環状体2の側面2cの中央2mと重なる位置を保ちながら、環状体2に成形パターン4’を成形する。
【0056】
これら一連の動作によって、図2(c)に示すように、環状体2の側面2cに成形パターン4’が成形される。成形ロール10の成形パターン11として、環状凸部11A、11B及び平滑部13A、13Bを有していれば、複数の成形工程を経ずとも1つの成形工程によって環状支持体3の環状凸部4a、4b及び耳部6A、6Bを成形することができる。
【0057】
つぎに、図2から図4を用いて、本実施形態の環状支持体3の製造方法およびその成形装置1の作用を説明する。
【0058】
図2に示すように、本実施形態の環状支持体3の製造方法およびその成形装置1は、回転している環状体2を軸方向PDに圧縮するとともに、成形ロール10を成形ロール10の成形パターン11の中央11mが環状体2の側面の中央2mと重なる位置に常に保ちながら成形を行なうので、環状体2の中央2mを挟んで両側の形状が対称に成形される。そして、ある一部分に板厚分布が極端に偏ることなく環状体2全体がほぼ均一に変形される。図2に示す形状の場合は、環状凸部4aの板厚分布と環状凸部4bの板厚分布が均一となり、所望の形状の成形パターン4を成形することができる。これは、42%程度の破断ひずみを有するSS鋼(一般構造用圧延鋼材)ではなく17%程度の破断ひずみを有する高張力金属を用いる環状支持体3の製造および成形にとって、環状体2の板厚分布がほぼ均一になることは大変有利な効果となる。高張力金属の場合、板厚分布が不均一になると、成形途中に破断する可能性が高くなるからである。
【0059】
実際に、成形後の板厚分布を測定すると、本発明の製造装置及び製造方法によって製造された環状支持体は、最も板厚が薄くなる環状凸部4A、4Bの頂点であっても、最初の板厚の87%程度であり、最も板厚が厚くなる環状凸部4A,4Bの間の谷の部分でも105%程度であった。このため、環状支持体の板厚分布は、全体として最初の板厚の87%〜105%の範囲内であり、ほぼ均一なものとなっている。
【0060】
この成形に用いる成形ロール10は、ニードルベアリング17A、17B・・・を用いてロール軸16上を移動可能に形成されているので、環状体2の成形時に成形途中の環状体2(図2(b)を参照)に噛み合って生じる軸方向PDの力を利用しながら成形ロール10の成形パターン11の中央11mを環状体2の側面の中央2mと重なる位置に保つことができる。また、軸方向PDに移動可能な成形ロール10の初期位置は、成形ロール10の右方(可動クランプ20の配設側)に配設された弾性部材18によって決められている。これによって、高度な位置制御を必要とする複雑な位置制御装置を用いることなく成形ロール10の配設位置を中央2m、11mのそれぞれが重なる位置に保つことができる。また、ニードルベアリング17A、17B・・・は成形ロール10をロール軸16上に回転可能にもするので、回転する環状体2に成形ロール10を押し当てても、成形ロール10が回転することで、環状体2と成形ロール10との間に生じる摩擦を減らすことができる。
【0061】
また、成形ロール10の成形パターン11として、環状凸部11A、11B及び平滑部13A、13Bを有し、外型21、31が成形ロール10に対応した湾曲部21c、31cおよび平滑部21b、31bを有していると、1つの成形工程のみにおいて、環状支持体3の環状凸部4a、4b及び耳部6A、6Bを成形することができる。なお、図2に示すように、成形ロール10の環状凸部11A、11Bの頂点11At、11Btから順に環状体2の側面2cの内側に接触していく。
【0062】
ここで、成形ロール10の成形パターン11の環状凸部11A、11Bにおける曲率半径rが、環状支持体3に成形される所望の成形パターン4の曲率半径Rよりも小さいと、成形ロール10全体が押し当てられた状態の環状支持体3’の成形パターン4’の曲率半径rは、環状支持体3に成形される所望の成形パターン4の曲率半径Rよりも小さくなる。これは、成形ロール10の半径方向RDの推力を取り除くことによって、図3に示すように成形直後の環状支持体3’が図3の矢印の方向へスプリングバックを起こし、図4に示すように曲率半径rが所望の曲率半径Rへ拡大する形状に変化するためである。すなわち、成形直後の環状支持体3’の成形パターン4’の曲率半径rがスプリングバックによって大きくなっても、当該スプリングバックを予め想定して成形されているので、所望の曲率半径Rの成形パターン4を有する環状支持体3を製造もしくは成形することができる。
【0063】
また、成形ロール10の平滑部13A、13Bが成形ロール10の周縁部14A、14Bへ向けて外径が小さくなるように傾斜させて形成されていると、成形ロール10全体が押し当てられた状態の環状支持体3’の耳部6A、6Bは、周縁部3a、3bへ向けて直径が小さくなるように傾斜する。これによって、図3に示すように成形直後の環状支持体3’が、スプリングバックによって、環状凸部4a、4bの外側の湾曲部5A、5Bにおける直径が縮小するような形状変化または耳部6A、6Bが環状支持体の半径方向外側に反り返る形状変化が生じても、図4に示すように所望の傾斜(例えば図4のような水平)の耳部6A、6Bを有する環状支持体3を製造もしくは成形することができる。
【0064】
また、成形ロール10の平滑部13A、13Bによって、環状凸部4a、4bの端において、環状体2の側面が半径方向の内側へ変形するのを防止することができるので、成形装置1のクランプ20,30へのかじり付きを低減し、環状支持体3’を成形装置1から容易に取り外すことが可能となる。さらに、図2(c)に示すように、内型22、32の突出長さが短く、受け溝21a、31aを浅くすれば、内型22、32に加わる力が少なくなるので、成形された環状支持体3’がかじり付いてクランプ20、30から外れにくくなることをより防止することができる。なお、クランプ20、30として、内型22、32を設けずに、外型21、31のみで環状体2を保持する構造とするとより環状支持体3’をさらに取り外しやすくなる。
【0065】
また、図1および図2に示すように、環状支持体3の成形装置1のクランプ20、30は、断面コの字状の受け溝21a、31aを有していることから、内型22、32および外型21、31によって生じる狭持力の他に、断面コの字状の受け溝21a、31aに形成された底部と環状体2との当接によって固定クランプ30および可動クランプ20が軸方向PDに環状体2を挟むことができる。すなわち、内型22、32および外型21、31の狭持力とクランプ20、30の圧縮力とを利用して環状体2を確実に狭持することができる。
【0066】
このクランプ20、30の外型21、31は、成形ロール10の環状凸部11A、11Bの一部および平滑部13A、13Bに環状体2を介して接触する湾曲部21c、31cおよび平滑部21b、31bを有しており、またその内型22、32は、成形ロール10が環状体2を介して外型21、31に接触したときに成形ロール10に接触しない程度の長さ分だけ環状体2の軸方向PDの内側に突出している。これによって、環状支持体3の環状凸部4a、4bと耳部6A、6Bとを有する成形パターン4を複数の成形工程を経ることなく1つの成形工程のみによって成形することができる。特に、外型21、31に湾曲部21c、31cおよび平滑部21b、31bを有していることにより、環状凸部4a、4bと耳部6A、6Bとの境界部分5A、5Bの応力歪みを緩和することができる。また、成形ロール10と外型21、31とによって環状支持体3の耳部6A、6Bの少なくとも一部が形成されることから、環状支持体3の耳部6A、6Bの成形に内型22、32をあまり利用しなくてもよい。この結果として、上述したとおり、内型22、32の軸方向PDへの突出長さを短くすることができるので、クランプ20、30に対するかじり付きを防止することができ、成形後の環状支持体3の取り外しが容易にできる。
【0067】
以上のとおり、本実施形態の環状支持体3の製造方法およびその成形装置1によって、環状体2の板厚分布を環状体の側面の中央を中心として対称な形に成形することができ、全体として均一な板厚分布を保ちながら所望の成形パターンを有する環状支持体を製造することができる。また、1つの成形工程のみで環状支持体3のすべての部分を同時成形することも可能であるので、環状支持体3の生産性およびその成形装置1のコストパフォーマンスが向上するという効果を奏する。
【0068】
また、本実施形態の環状支持体3の製造方法およびその成形装置1によって、スプリングバックによる形状変化を考慮しながら環状支持体3を製造もしくは成形することができるので、環状支持体3の成形精度が向上するという効果を奏する。
【0069】
そして、本実施形態の環状支持体3の成形装置1では、環状支持体3がクランプ20、30の受け溝21a、31aにかじり付き難いので、環状支持体3およびその成形装置1を傷めることを防止することができ、生産性も向上することができるという効果を奏する。
【0070】
なお、本発明は、前述した実施形態などに限定されるものではなく、必要に応じて種々の変更が可能である。
【0071】
例えば、本実施形態の成形装置1においては、成形ロール10の成形パターン11の中央11mを環状体2の側面2cの中央2mと重なる位置にするため、成形ロール10をロール軸16上を移動可能に形成してスライド機構を構成していたが、他の実施形態においては、このスライド機構は各中央位置2m、11mを制御する制御手段、例えばマイクロコンピュータ等を有する油圧シリンダなどを用いて構成されていてもよい。
【0072】
また、本実施形態の成形装置1においては、両クランプ20、30の一方を固定しつつ他方を成形ロール10のロール軸16とともに可動させているが、他の実施形態においては、成形ロール10を環状体2の半径方向RDにおいて成形ロール10の成形パターン11の中央11mが環状体2の側面2cの中央2mと重なる位置に成形ロール10の配設位置を固定し、環状体2の軸方向PD両側に配設された両クランプ20、30を共に圧縮方向(図1の場合、右方のクランプ20が右方から左方へ、左方のクランプ30が左方から右方へ可動する方向)へ可動させることによって、環状体2に成形パターン4が成形されてもよい。
【図面の簡単な説明】
【0073】
【図1】本発明の環状支持体の成形装置における一実施形態を示す部分的な軸方向断面図
【図2】(a)は環状体の成形開始時、(b)は環状体の成形途中、(c)は環状体の成形終了直前における本発明の環状支持体の製造方法における成形工程の一実施例の軸方向一部断面図
【図3】本発明の製造方法および成形装置によって製造もしくは成形された環状支持体の成形直後を示す部分断面図
【図4】本発明の製造方法および成形装置によって製造もしくは成形された環状支持体の成形後を示す部分断面図
【図5】ランフラットシステムの構成を示す部分断面図
【図6】(a)及び(b)は従来の環状支持体の製造方法における第1の成形工程およびその成形装置を示す断面図
【図7】(a)及び(b)は従来の環状支持体の製造方法における第2の成形工程およびその成形装置を示す断面図
【図8】(a)は従来の製造方法および成形装置によって成形された環状支持体を示す全体断面図、(b)は図8(a)の楕円囲繞部を拡大した部分断面図、(c)は破損状態を示す部分断面図
【符号の説明】
【0074】
1 成形装置
2 環状体
2a、2b 環状体の周縁部
2c 環状体の側面
2m 環状体の側面の中央
3 環状支持体
4 環状支持体の成形パターン
10 成形ロール
11 成形ロールの成形パターン
11A、11B 成形ロールの環状凸部
11m 成形パターンの中央
13A、13B 成形ロールの平滑部
14A、14B 成形ロールの周縁部
16 ロール軸
17A、17B・・・ ニードルベアリング
18 弾性部材
20、30 クランプ
21、31 外型
21a、31a 受け溝
21b、31b 外型の平滑部
21c、31c 外型の湾曲部
22、32 内型
40 回転圧縮機
【特許請求の範囲】
【請求項1】
円筒状に形成された環状体の両端の周縁部をそれぞれ保持し、前記環状体の軸を中心軸として前記環状体を回転させながら、前記環状体に対して前記環状体の軸圧縮方向に圧力を加えるとともに、成形パターンをロール面に有する成形ロールを前記環状体の円筒内側から前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保ちながら前記環状体の側面に押し当てて前記成形パターンによって前記環状体を成形する成形工程を有することを特徴とする環状支持体の製造方法。
【請求項2】
前記成形ロールを前記環状体の軸方向に移動させることによって、前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保つことを特徴とする請求項1に記載の環状支持体の製造方法。
【請求項3】
前記成形ロールの前記成形パターンは、軸方向断面が湾曲形状の環状凸部を有し、前記成形ロールの前記環状凸部の曲率半径は、前記環状支持体に成形される所望の成形パターンの対応する部分の曲率半径よりも小さくなっていることを特徴とする請求項1または2に記載の環状支持体の製造方法。
【請求項4】
前記成形ロールの前記成形パターンは、前記成形ロールの周縁部近傍に平滑部を有し、前記平滑部は、前記周縁部へ向けて外径が小さくなるように傾斜させて形成されていることを特徴とする請求項1から3のいずれか1項に記載の環状支持体の製造方法。
【請求項5】
円筒状に形成された環状体の両端の周縁部をそれぞれ保持するクランプを有するとともに、前記環状体の軸を中心軸として前記クランプを回転させながら前記環状体に対して前記環状体の軸圧縮方向に圧力を加える回転圧縮機と、
前記回転圧縮機の作動時に、ロール面に形成された成形パターンを前記環状体の内側から前記環状体の側面に押し当てる成形ロールとを備え、
前記成形ロールは、前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保つスライド機構を有していることを特徴とする環状支持体の成形装置。
【請求項6】
前記成形ロールは、前記環状体の軸方向と平行に配設されたロール軸の軸方向に移動可能に形成されていることを特徴とする請求項5に記載の環状支持体の成形装置。
【請求項7】
前記ロール軸は、前記成形ロールに対して前記成形ロールの軸方向に弾性力を生じる弾性部材を有していることを特徴とする請求項6に記載の環状支持体の成形装置。
【請求項8】
前記成形ロールは、前記成形ロールの中心軸に対して回転可能に形成されていることを特徴とする請求項5から7のいずれか1項に記載の環状支持体の成形装置。
【請求項9】
前記クランプは、前記環状体の周縁部を挟持する断面コの字状の受け溝を有していることを特徴とする請求項5から8のいずれか1項に記載の環状支持体の成形装置。
【請求項10】
前記成形ロールの前記成形パターンは、軸方向断面が湾曲形状の環状凸部を有し、前記成形ロールの前記環状凸部の曲率半径は、前記環状支持体に成形される所望の成形パターンの対応する部分の曲率半径よりも小さくなっていることを特徴とする請求項5から9のいずれか1項に記載の環状支持体の成形装置。
【請求項11】
前記成形ロールの前記成形パターンは、前記成形ロールの周縁部近傍に平滑部を有し、
前記環状体の側面の外側と面する前記クランプの外型は、前記成形ロールの平滑部に前記環状体を介して接触する部分に平滑部を有していることを特徴とする請求項5から10のいずれか1項に記載の環状支持体の成形装置。
【請求項12】
前記成形ロールの前記平滑部は、前記周縁部へ向けて外径が小さくなるように傾斜させて形成されており、
前記外型の平滑部は、前記成形ロールの平滑部に対応して傾斜していることを特徴とする請求項11に記載の環状支持体の成形装置。
【請求項13】
前記成形ロールの前記成形パターンは、軸方向断面が湾曲波形状の環状凸部を有し、
前記環状体の側面の外側と面する前記クランプの外型は、前記成形ロールの前記環状凸部の一部に対応する湾曲部を有していることを特徴とする請求項5から12のいずれか1項に記載の環状支持体の成形装置。
【請求項14】
前記環状体の側面の内側と面する前記クランプの内型は、前記成形ロールが前記環状体を介して前記クランプの外型に接触したとき、前記内型の周縁部が前記成形ロールに接触しないように構成されていることを特徴とする請求項5から13のいずれか1項に記載の環状支持体の成形装置。
【請求項1】
円筒状に形成された環状体の両端の周縁部をそれぞれ保持し、前記環状体の軸を中心軸として前記環状体を回転させながら、前記環状体に対して前記環状体の軸圧縮方向に圧力を加えるとともに、成形パターンをロール面に有する成形ロールを前記環状体の円筒内側から前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保ちながら前記環状体の側面に押し当てて前記成形パターンによって前記環状体を成形する成形工程を有することを特徴とする環状支持体の製造方法。
【請求項2】
前記成形ロールを前記環状体の軸方向に移動させることによって、前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保つことを特徴とする請求項1に記載の環状支持体の製造方法。
【請求項3】
前記成形ロールの前記成形パターンは、軸方向断面が湾曲形状の環状凸部を有し、前記成形ロールの前記環状凸部の曲率半径は、前記環状支持体に成形される所望の成形パターンの対応する部分の曲率半径よりも小さくなっていることを特徴とする請求項1または2に記載の環状支持体の製造方法。
【請求項4】
前記成形ロールの前記成形パターンは、前記成形ロールの周縁部近傍に平滑部を有し、前記平滑部は、前記周縁部へ向けて外径が小さくなるように傾斜させて形成されていることを特徴とする請求項1から3のいずれか1項に記載の環状支持体の製造方法。
【請求項5】
円筒状に形成された環状体の両端の周縁部をそれぞれ保持するクランプを有するとともに、前記環状体の軸を中心軸として前記クランプを回転させながら前記環状体に対して前記環状体の軸圧縮方向に圧力を加える回転圧縮機と、
前記回転圧縮機の作動時に、ロール面に形成された成形パターンを前記環状体の内側から前記環状体の側面に押し当てる成形ロールとを備え、
前記成形ロールは、前記成形パターンの中央が前記環状体の側面の中央と重なる位置を保つスライド機構を有していることを特徴とする環状支持体の成形装置。
【請求項6】
前記成形ロールは、前記環状体の軸方向と平行に配設されたロール軸の軸方向に移動可能に形成されていることを特徴とする請求項5に記載の環状支持体の成形装置。
【請求項7】
前記ロール軸は、前記成形ロールに対して前記成形ロールの軸方向に弾性力を生じる弾性部材を有していることを特徴とする請求項6に記載の環状支持体の成形装置。
【請求項8】
前記成形ロールは、前記成形ロールの中心軸に対して回転可能に形成されていることを特徴とする請求項5から7のいずれか1項に記載の環状支持体の成形装置。
【請求項9】
前記クランプは、前記環状体の周縁部を挟持する断面コの字状の受け溝を有していることを特徴とする請求項5から8のいずれか1項に記載の環状支持体の成形装置。
【請求項10】
前記成形ロールの前記成形パターンは、軸方向断面が湾曲形状の環状凸部を有し、前記成形ロールの前記環状凸部の曲率半径は、前記環状支持体に成形される所望の成形パターンの対応する部分の曲率半径よりも小さくなっていることを特徴とする請求項5から9のいずれか1項に記載の環状支持体の成形装置。
【請求項11】
前記成形ロールの前記成形パターンは、前記成形ロールの周縁部近傍に平滑部を有し、
前記環状体の側面の外側と面する前記クランプの外型は、前記成形ロールの平滑部に前記環状体を介して接触する部分に平滑部を有していることを特徴とする請求項5から10のいずれか1項に記載の環状支持体の成形装置。
【請求項12】
前記成形ロールの前記平滑部は、前記周縁部へ向けて外径が小さくなるように傾斜させて形成されており、
前記外型の平滑部は、前記成形ロールの平滑部に対応して傾斜していることを特徴とする請求項11に記載の環状支持体の成形装置。
【請求項13】
前記成形ロールの前記成形パターンは、軸方向断面が湾曲波形状の環状凸部を有し、
前記環状体の側面の外側と面する前記クランプの外型は、前記成形ロールの前記環状凸部の一部に対応する湾曲部を有していることを特徴とする請求項5から12のいずれか1項に記載の環状支持体の成形装置。
【請求項14】
前記環状体の側面の内側と面する前記クランプの内型は、前記成形ロールが前記環状体を介して前記クランプの外型に接触したとき、前記内型の周縁部が前記成形ロールに接触しないように構成されていることを特徴とする請求項5から13のいずれか1項に記載の環状支持体の成形装置。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】

【図7】

【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−98446(P2007−98446A)
【公開日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願番号】特願2005−293632(P2005−293632)
【出願日】平成17年10月6日(2005.10.6)
【出願人】(598004354)株式会社大東スピニング (9)
【出願人】(505376499)株式会社第一▲しぼり▼製作所 (1)
【Fターム(参考)】
【公開日】平成19年4月19日(2007.4.19)
【国際特許分類】
【出願日】平成17年10月6日(2005.10.6)
【出願人】(598004354)株式会社大東スピニング (9)
【出願人】(505376499)株式会社第一▲しぼり▼製作所 (1)
【Fターム(参考)】
[ Back to top ]