
研磨プレート
【課題】大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく作製することができる新規な構造を有する研磨シート及びその製造方法を提供する。
【解決手段】複数の基材と、前記複数の基材それぞれの一方の主面上に配置されており、研磨粒子及びバインダー樹脂を含む相互に独立した複数の研磨ブロックと、前記複数の基材それぞれの他方の主面側に配置されており、前記複数の基材を支持する単一の支持体と、を有することを特徴とする研磨プレートを提供する。
【解決手段】複数の基材と、前記複数の基材それぞれの一方の主面上に配置されており、研磨粒子及びバインダー樹脂を含む相互に独立した複数の研磨ブロックと、前記複数の基材それぞれの他方の主面側に配置されており、前記複数の基材を支持する単一の支持体と、を有することを特徴とする研磨プレートを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は研磨プレートに関する。より詳しくは、本発明は、例えばラップ盤による研磨に用いられる大型の研磨プレートに関する。
【背景技術】
【0002】
従来、液晶ディスプレイ用ガラス基板、磁気記憶用ハードディスク等の各種記録媒体、ディスプレイ機器部品、LED用サファイア基板、及びコンパクトディスク用円盤等の製造過程においては、研磨工程が必須工程であり、これらのような大型の被研磨体の研磨にはラップ盤が用いられている。
【0003】
このラップ盤による研磨方式には、両面方式及び片面方式があり、また、用いる砥粒乃至は研磨材の種類によって、大きく分類して研磨スラリーを用いる方式及び固定砥粒を用いる研磨方式があるが、研磨スラリーを用いる方式には種々の欠点があるため、例えば特許文献1(特表2002−542057号公報)においては、固定砥粒を用いる研磨方式が提案されている。
【0004】
即ち、研磨スラリーを用いる方式では、研磨スラリーの分散安定性を向上させて研磨粒子の沈降分離を防ぎ、研磨界面で研磨粒子の均一な濃度を確保するために攪拌が必要であり、また、必要とされる大量の研磨スラリーの調製、取扱い、廃棄、回収及び再利用が煩雑である。また、研磨スラリーと接触する研磨スラリー供給機器のポンプヘッド、バルブ、供給ライン、ラップ盤及びその他のパーツが、磨耗により損傷し易いという問題もある。
【0005】
そこで、上記特許文献1においては、「裏材と、前記裏材の表面に接合した少なくとも1つの3次元研摩コーティングとを有し、前記研摩コーティングが、複数のダイヤモンドビーズ研摩粒子と、前記研摩コーティングの約40〜約60重量パーセントを構成する充填剤とを分散した硬化バインダー前駆体から形成されたバインダーを含む、ガラスまたはガラスセラミックワークピースを研摩するのに好適な研摩物品。」が提案されている(特許文献1の請求項1を参照)。
【0006】
また、上記特許文献1では、前記研摩物品の製造方法として、「精密に成形された研摩コーティングを得るには、研摩スラリーが製造ツールのキャビティ内にある間に、バインダー前駆体を実質的に固化または硬化する。」(特許文献1、段落番号[0064])、「製造ツールをコートした後、研摩スラリーが裏材の前表面を濡らすように、好適な手段により裏材と研摩スラリーを接触させる。次に、例えば、接触ニップロールにより、研摩スラリーを裏材と接触させる。」(同、段落番号[0069])、及び「この第1の方法の変形において、研摩スラリーを製造ツールのキャビティにではなく裏材にコートすることができる。」(同、段落番号[0070])等の記載がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特表2002−542057号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、ラップ盤に用いられる研磨シートは直径約1mの大面積の略円盤状を有しているところ、上記特許文献1に記載の技術によってこのような大面積の研磨シートを作製しようとしても、用いる型や製造装置が大きくなりコスト高となってしまったり、層間に空気やゴミが入り込んで欠陥が発生してしまったりすることがあり、欠陥の無い大面積の研磨シートを作製するのは困難である。また、そもそも大面積の研磨シートは質量も大きく、かかる大面積で大質量の研磨シートは取扱いが困難であるという問題もある。
【0009】
そこで、本発明の目的は、大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく作製することができる新規な構造を有する研磨シート及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上述したように、従来の技術によってラップ盤に用いられる大面積の研磨シートを作製しようとしても、用いる型や製造装置が大きくなりコスト高となってしまい、また、欠陥なく大面積の研磨シートを作製するのは困難であり、そもそも大面積であると大質量でありそのような研磨シートは取扱いが困難であるというのが従来の当業者の一般的な認識であった。
【0011】
これに対し、本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、上述の当業者の一般的な認識があったにもかかわらず、研磨ブロックを有する基材を複数に分割し、当該複数の基材を単一の支持体で支持する構成を採用すれば、大面積を有していても取扱いが容易であり、大きな型や製造装置を用いずに欠陥無く作製することができる研磨プレートが得られることを見出し、本発明に到達した。
【0012】
即ち、本発明は、
複数の基材と、
前記複数の基材それぞれの一方の主面上に配置されており、研磨粒子及びバインダー樹脂を含む相互に独立した複数の研磨ブロックと、
前記複数の基材それぞれの他方の主面側に配置されており、前記複数の基材を支持する単一の支持体と、
を有すること
を特徴とする研磨プレートを提供する。
【0013】
このように、本発明の研磨プレートは、研磨ブロックを有する基材を複数に分割し、当該複数の基材を単一の支持体で支持する新規な構成を有することから、大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく作製することができるという従来に無い効果を奏するものである。
【0014】
上記本発明の研磨プレートにおいては、
前記支持体及び前記基材の曲げ弾性率M(MPa)と厚みT(m)とが、
関係式:{M×T}≧3.2(MPa・m)
を満たすこと、
が好ましい。
【0015】
このような構成を有することにより、本発明の研磨プレートにおいては、支持体及び基材がより確実に剛性を有し、大面積を有していても屈曲等により損傷しにくく取扱いが容易な研磨プレートを実現することができる。例えば、支持体及び基材の厚みTが2mm(0.002m)の場合、その曲げ弾性率は3200MPa以上であればよく、{M×T}の上限については、ラップ盤に設置可能な研磨プレートの厚み及び取扱い可能な研磨プレートの質量によって適宜決定することができる。なお、曲げ弾性率T(MPa)は、JISK7203に基づいて測定可能な値である。
【0016】
また、上記本発明の研磨プレートにおいては、
前記基材が略扇形状であり、
前記支持体が略円盤状で中央部に貫通孔を有すること、
が好ましい。
【0017】
このような構成を有することにより、本発明の研磨プレートにおいては、基材が取り扱い易い単位構造を有しており、支持体が略円盤状であるため研磨プレートを得る際に当該基材を複数配置し易く、また、支持体の中央部の貫通孔によって得られた研磨プレートをラップ盤において使用し易い。
【0018】
また、上記本発明の研磨プレートにおいては、
前記基材及び前記支持体が紫外光透過性を有する材料で構成されていること、
が好ましい。
【0019】
このような構成を有することにより、本発明の研磨プレートにおいては、後述するように製造過程において紫外線照射により研磨ブロックを硬化させることができ、有用である。
【0020】
また、本発明は、上記本発明の研磨プレートの製造方法、即ち、
(1)少なくとも研磨粒子及びバインダー樹脂を含む研磨材料の塗工液を用い、基材の一方の主面上に、相互に独立した複数の研磨ブロックを形成する研磨ブロック形成工程と、
(2)前記基材複数個を、前記基材の他方の主面において単一の支持体に積層することにより、研磨プレートを形成する研磨プレート形成工程と、
を有すること
を特徴とする研磨プレートの製造方法をも提供する。
【0021】
このような構成によれば、研磨ブロックを有する基材を複数に分割し、当該複数の基材を単一の支持体で支持する新規な構成を有し、大面積を有していても屈曲等により損傷しにくく取扱いが容易な研磨プレートを、大きな型や製造装置を用いずに欠陥なく作製することができる。更に、分割された基材(単位構造)に合わせて研磨ブロックを形成することから、基材の終端部又は接合部における研磨ブロックの欠けを予め排除することができる。
【0022】
上記本発明の研磨プレートの製造方法においては、
前記研磨ブロック形成工程(1)において、相互に独立した複数の凹部を有する型に前記塗工液を充填し、充填した前記塗工液を前記基材の一方の主面上に転写する工程、又は、前記塗工液を前記基材の一方の表面上にマスクを介して印刷する工程、を含むこと、
が好ましい。
【0023】
このような構成によれば、上記の構造を有する本発明の研磨プレートをより確実に製造することができる。
【0024】
上記本発明の研磨プレートの製造方法においては、前記研磨ブロック形成工程(1)において紫外線照射により研磨ブロックを硬化させる工程を含むこと、が好ましく、この場合、前記紫外線照射を前記研磨プレート形成工程(2)の後に行ってもよい。
【0025】
このような構成によれば、上記の構造を有する本発明の研磨プレートを、種々の方法によって製造することができる。
【発明の効果】
【0026】
本発明によれば、大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく作製することができる新規な構造を有する研磨シートを提供することができる。
【図面の簡単な説明】
【0027】
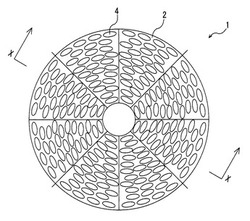
【図1】本発明の研磨プレートの一実施形態の基本構成を示す概略上面図である。
【図2】図1に示した実施形態の研磨プレートのX−X線断面を示す概略縦断面図である。
【図3】本発明の実施例において用いたマスクの一例を示す概略上面図である。
【発明を実施するための最良の形態】
【0028】
以下、図面を参照しながら本発明の研磨プレートの好適な実施形態について詳細に説明する。なお、以下の説明では、同一または相当部分には同一符号を付し、重複する説明は省略する場合がある。また、以下の説明では、図面においては、本発明を概念的に説明するためのものであるから、表された各構成要素の寸法やそれらの比は実際のものとは異なる場合もある。
【0029】
[研磨プレート]
図1は本発明の研磨プレートの一実施形態の基本構成を示す概略上面図であり、図2は図1に示した実施形態の研磨プレートのX−X線断面を示す概略縦断面図である。以下、図1及び図2に示す第1実施形態の研磨シート1について説明する。
【0030】
図1及び図2に示す本実施形態の研磨プレート1は、主として、基材2と、基材2の一方の表面S1上に配置されており、研磨粒子及びバインダー樹脂を含む研磨ブロック4と、研磨ブロック4を有する基材2を、基材2の他方の表面S2側で支持する支持体6と、を有して構成されている。更に、図示していないが、基材2と支持体6との間に接着層が配置された構成を有している。
【0031】
基材2は、研磨ブロック4を担持して研磨ブロック4からなる研磨層を固定するための部材である。図1及び図2に示す基材2は、互いに略平行に対向する第1の主面S1及び第2の主面S2を有する略扇状でシート状の形状を呈している。図1に示すように、8枚の基材2が組み合わさって略円形状を成しており、その中央部には開口2aが形成されている。そして、基材2の第1の主面S1上に研磨ブロック4が配置され、ここが被研磨体を研磨するための研磨面を構成する。
【0032】
かかる基材2としては、研磨プレート1が大面積であることから剛性を有し、被研磨体の研磨処理を行う際に、研磨ブロック4や支持体6との良好な密着性が確保されるものであれば、特に限定されず、公知の研磨プレートや研磨シートの基材を使用することができる。
【0033】
基材2の構成材料としては、公知の金属、セラミック及びプラスチックを挙げることができ、より具体的には、例えば、アルミニウム、ステンレス鋼、銅及び鉄等の金属、ソーダガラス、ホウケイ酸ガラス及び石英ガラス等のセラミック、塩化ビニル樹脂、アクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂、ウレタン樹脂及びメラミン樹脂等が挙げられる。基材2はこれらの材料の積層体であってもよく、その場合、紙や各種繊維で構成された層を含んでいてもよい。また、各種繊維によって強化されている樹脂が用いられていてもよい。
【0034】
基材2の厚みは、研磨プレート1の用途に応じて適宜適切な厚さを設定すればよいが、本実施形態の研磨プレート1はラップ盤に用いられる大面積用であるため剛性を有する必要があり、したがって、基材2の厚さは0.8mm〜30mmであればよいが、更に、基材2の曲げ弾性率M(MPa)と厚みT(m)とが、
関係式:{M×T}≧3.2(MPa・m)
を満たすことが好ましく、更には、
関係式:{M×T}≧6.4(MPa・m)
を満たすことがより好ましい。
【0035】
なお、基材2と研磨ブロック4の間には、基材2と研磨ブロック4との密着性を確保するために、プライマー処理層が設けられていてもよい。このプライマー処理層の構成材料としては、基材2と研磨ブロック4との密着性を確保できるものであれば特に限定されず、例えば、水溶性又は水分散性のポリエステル樹脂又はアクリル系樹脂や(例えば特公昭54−43017号公報参照)、例えば水溶性又は水分散可能な親水基含有ポリエステル樹脂に不飽和結合含有化合物をグラフト化させた樹脂(例えば特開平2−310048号公報参照)等を好ましく用いることができる。
【0036】
なお、基材2と研磨ブロック4との密着性を確保するために、プライマー処理層のかわりに、基材2の第1の主面S1に対してコロナ処理等の表面処理を施してもよい。コロナ処理を施すと、基材2の表面を微細に粗くして基材2の表面積を増加させて、研磨ブロック4との密着性を向上させることができる。
【0037】
研磨ブロック4からなる研磨層は、被研磨体を研磨するために設けられる層である。本実施形態の研磨プレート1には、図1に示すように8枚に分割された基材2が含まれており、各基材2の第1の主面S1に、主として、研磨粒子とバインダー樹脂とを含む研磨ブロック4が多数(複数)含まれる構成を有している。
【0038】
本実施形態の研磨ブロック4は、図1に示すように、その上面方向からみた場合(即ち、第1の主面S1及び第2の主面S2の略法線方向からみた場合)、長円形乃至は楕円形の形状を呈しており、その図2に示すように、その断面方向からみた場合(即ち、第1の主面S1及び第2の主面S2の略法線方向における縦断面を、第1の主面S1及び第2の主面S2と略平行な方向からみた場合)、略矩形の形状を呈している。
【0039】
ただし、本発明の研磨プレートにおける研磨ブロックの形状は、これに限定されるものではない。例えば、上面方向からみた研磨ブロックの形状は、図1においては長円形乃至は楕円形であるが、円形、四角形若しくは長方形等の矩形、五角形、六角形若しくは七角形等の多角形又は正多角形であってもよい。矩形や正多角形を採用した場合には、研磨プレートの平面方向における対称性が向上するため、研磨時には被研磨体に対して研磨がなされる方向による異方性が生じ難く、均一な研磨が可能となり易い。
【0040】
また、断面方向からみた研磨ブロックの形状は、図2においては、略矩形であるが、例えば半円形(ドーム状)や半楕円状等であってもよい。
【0041】
研磨ブロック4を構成する研磨粒子は、被研磨体を研磨するための部材である。研磨粒子としては、従来公知の種々の材料及び寸法を有するものを使用することができる。研磨粒子の構成材料としては、例えば、多結晶ダイヤモンド、単結晶ダイヤモンド、これらに酸処理を行ったダイヤモンド、ダイヤモンドライクカーボン(DLC)、アルミナ、炭化ケイ素、シリカ、セリア、ジルコニア、酸化チタン及びマンガン酸化物等が挙げられ、これらのうちの1種又は2種以上を使用してもよい。
【0042】
バインダー樹脂としては、研磨ブロック4中に研磨粒子を分散させた状態で保持するためと、当該研磨ブロック4自体をプライマー処理層上(プライマー処理層を設けない場合には基材2上)に密着した状態で固定するために研磨ブロック4中に含有される材料である。
【0043】
バインダー樹脂としては、研磨粒子の良好な分散性と、プライマー処理層上(プライマー処理層を設けない場合には基材2上)への良好な密着性が確保できるのであれば特に限定されず、例えばポリウレタン系樹脂、フェノール系樹脂、エポキシ樹脂、ポリエステル系樹脂、セルロース系樹脂、エチレン共重合体、ゴム系樹脂、ポリビニルアセタール系樹脂、ポリアクリル系樹脂、アクリルエステル系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリアミド系樹脂、及び、アミノプラスト系樹脂からなる群より選択される少なくとも一種の合成樹脂が好ましく挙げられる。バインダー樹脂としては、ポリウレタン系樹脂、エポキシ樹脂、及び、ポリエステル系樹脂がからなる群より選択される少なくとも一種の合成樹脂であることがより好ましい。また、バインダー樹脂は、少なくとも一部が架橋していても構わず、紫外線硬化したアクリルエステル系樹脂であってもよい。
【0044】
次に、本実施形態の研磨プレート1においては、研磨ブロック4を有する基材2が、第2の主面S2側において単一の支持体6に接着層(図示せず。)を介して支持されている。本実施形態における支持体6は、上面方向からみて、図1に示す8枚の基材2が組み合わされて形成する円と略同一の寸法を有する円形状を有しており、中央部に貫通孔6aを有している。
【0045】
支持体6の構成材料としては、公知の金属、セラミック及びプラスチックを挙げることができ、より具体的には、例えば、アルミニウム、ステンレス鋼、銅及び鉄等の金属、ソーダガラス、ホウケイ酸ガラス及び石英ガラス等のセラミック、塩化ビニル樹脂、アクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂、ウレタン樹脂及びメラミン樹脂等が挙げられる。支持体6はこれらの材料の積層体であってもよく、その場合、紙や各種繊維で構成された層を含んでいてもよい。また、各種繊維によって強化されている樹脂が用いられていてもよい。
【0046】
支持体6の厚みは、研磨プレート1の用途に応じて適宜適切な厚さを設定すればよいが、本実施形態の研磨プレート1はラップ盤に用いられる大面積用であるため剛性を有する必要があり、上記基材2は個々に取り扱い容易である必要があるが、支持体6は複数の基材2を担持・支持する観点からより確実に剛性を有する必要がある。
【0047】
したがって、支持体6の厚さは基材2と同様に0.8mm〜30mmであればよいが、更に、支持体6の曲げ弾性率M(MPa)と厚みT(m)とが、
関係式:{M×T}≧3.2(MPa・m)
を満たすことが好ましく、更には、
関係式:{M×T}≧6.4(MPa・m)
を満たすことがより好ましい。
【0048】
このような構成を有することにより、本実施形態の研磨プレート1のうちの支持体6はより確実に剛性を有し、大面積を有していても屈曲等により損傷しにくく取扱いが容易な研磨プレート1を実現できる。本実施形態で好適に用いることができる基材2及び支持体6の具体例とその曲げ弾性率(MPa)(JISK7203に基づく)を以下に例示する。なお、基材2と支持体6とは、同じ材料で構成されていても異なる材料で構成されていてもよい。
【0049】
材料 曲げ弾性率(MPa)
MCナイロン 3500
ポリアセタール 2500
ポリテトラフルオロエチレン 500
ポリエーテルエーテルケトン 4200
超高分子量ポリエチレン 880
ガラス繊維無機フィラーPET樹脂積層板 9000
ポリイミド 4200〜7500
ポリフェニレンサルファイド 3300
ポリ塩化ビニリデン 3000
アクリル樹脂 3200
ポリカーボネート 2300
ポリエチレンテレフタレート 2000
ポリエチレン 1300
ポリプロピレン 1500
ABS樹脂 2100
6ナイロン 2600
66ナイロン 2800
紙フェノール樹脂積層板(紙ベークライト) 8000
布フェノール樹脂積層板(布ベークライト) 6500
ガラス繊維エポキシ樹脂積層板 21000
ガラス繊維シリコーン樹脂積層板 17000
ガラス繊維フェノール樹脂積層板 20000
【0050】
上記のような構造を有する本実施形態の研磨プレート1は、種々の寸法及び質量を有し得るが、取扱いの容易から約1mの直径を有する略円盤状であり、質量は0.7〜20kgであるのが好ましい。したがって、この範囲となるように、上記各部材の材料等を選択するのが好ましい。
【0051】
[研磨プレートの製造方法]
次に、本実施形態の研磨プレート1の製造方法の一例について説明する。
本実施形態の研磨プレート1の製造方法は、(1)少なくとも研磨粒子及びバインダー樹脂を含む研磨材料の塗工液を用いて、基材2の一方の主面(第1の主面S1)上に、相互に独立した複数の研磨ブロックを形成する研磨ブロック形成工程と、(2)基材2複数個を、基材2の他方の主面(第2の主面S2)において単一の支持体6に積層することにより、研磨プレート1を形成する研磨プレート形成工程と、を有する。以下、個々の製造工程についてより具体的に説明する。
【0052】
(1)第1工程
少なくとも研磨粒子及びバインダー樹脂を含む研磨材料の塗工液を用いて、基材2の一方の主面(第1の主面S1)上に、相互に独立した複数の研磨ブロック4を形成する。
【0053】
例えば、研磨粒子、バインダー樹脂(モノマーや硬化前・架橋前のもの)、溶剤、硬化剤及び分散剤(並びに必要に応じて他の添加剤や顔料等)を混合し、研磨粒子が分散した研磨材料のペースト状塗工液を調製する。この塗工液は、研磨ブロック4を形成し得る程度の粘度(及び流動性)を有しており、例えば1.0〜 5.0Pa・s、更には3.0〜30Pa・sであるのが好ましい。
【0054】
この際の相互に独立した複数の研磨ブロック4の形成方法としては、特に制限はないが、例えば、(i)相互に独立した複数の凹部を有する型に前記塗工液を充填し、充填した前記塗工液を基材2の第1の主面S1上に転写する方法、又は、(ii)前記塗工液を基材2の第1の主面S1上に、相互に独立した複数の貫通孔を有するマスクを介して印刷する方法、を用いることができる。
【0055】
上記型の凹部及び上記マスクの貫通孔の形状及び寸法は、基材2の第1の主面S1上に形成する研磨ブロック(又は研磨ブロック前駆体)2の形状及び寸法に応じて適宜選択すればよく、金属や耐熱性樹脂で構成された型及びマスクを用いることができる。
【0056】
そして、上記(i)において型に前記塗工液を充填する場合及び上記(ii)においてマスクを介して塗工液を印刷する場合、例えば、バーコーティング、リバースロールコーティング、ナイフコーティング、スクリーン印刷、グラビアコーティング、ダイコーティング等の公知の塗工方式を採用することができる。
【0057】
バインダー樹脂として、紫外線硬化性樹脂を用いる場合、例えば、分子内に紫外線重合(架橋)性の炭素−炭素二重結合(例えば、エチレン性不飽和二重結合)を少なくとも1個又は2個以上有して3次元網状化し得る単官能性又は多官能性の紫外線硬化性有機化合物等を用いることができる。これらの化合物は、1種を単独で用いることもできるし、2種以上を組み合わせて用いることもできる。
【0058】
なかでも、アクリロイル基又はメタクリロイル基を有する紫外線硬化性モノマー(アクリレート化合物又はメタクリレート化合物)であることが好ましい。紫外線硬化性モノマーが低い粘度を有していることから、本実施形態の塗工液の取扱性が向上し、また、紫外線硬化性モノマーを含む塗工液を基材2上に塗工した場合に、被膜が形成され、分子内の炭素−炭素二重結合が紫外線により重合して3次元網状化するため、確実に基材2への密着性に優れる研磨ブロック4を得ることができるからである。
【0059】
アクリレート化合物又はメタクリレート化合物で単官能性化合物としては、例えば、ジシクロペンテニルオキシエチルアクリレート、アリルアクリレート、2−フェノキシエチルアクリレート、ベンジルアクリレート、ブトキシエチルアクリレート、ブトキシエチレングリコールアクリレート、シクロヘキシルアクリレート、ジシクロペンタニルアクリレート、2−エチルヘキシルアクリレート、グリセロールアクリレート、グリシジルアクリレート、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリレート、イソボルニルアクリレート、イソオクチルアクリレート、イソステアリルアクリレート、ラウリルアクリレート、2−メトキシアクリレート、メトキシエチレングリコールアクリレート、フェノキシエチルアクリレート、ステアリルアクリレート、テトラヒドロフルフリルアクリレート、エトキシ化o−フェニルフェノールアクリレート、ジシクロペンテニルアクリレート、アクリル酸2−(2−ビニロキシエトキシ)エチル、フェノキシポリエチレングリコールアクリレート、4−ヒドロキシブチルアクリレート、環状トリメチロールプロパンフォルマルアクリレート、3,3,5トリメチルシクロヘキサンアクリレート及び上記アクリレート(又はアクリル酸)をメタクリレート(又はメタクリル酸)に置き換えた化合物等が挙げられる。
【0060】
アクリレート化合物又はメタクリレート化合物で2官能基以上の多官能性化合物としては、例えば、1,3−ブチレンジールジアクリレート、ネオペンチルグリコールジアクリレート、ジプロピレングリコールジアクリレート、エチレングリコールジアクリレート、ジエチレングリコールジアクリレート、1,9−ノナンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,5−ペンタンジオールジアクリレート、1,6−ヘキサンジオールジアクリレート、1,3−プロパンジオールジアクリレート、1,4−シクロヘキサンジオールジアクリレート、2,2−ジメチロールプロパンジアクリレート、グリセロールジアクリレート、トリプロピレングリコールジアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、グリセロールトリアクリレート、エチレンオキサイド変性ペンタエリスリトールテトラアクリレート、ジオキサングリコールジアクリレート、プロピレンオキサイド変性ペンタエリスリトールトリアクリレート、トリエチレングリコールジアクリレート、ポリオキシプロピルトリメチロールプロパントリアクリレート、ブチレングリコールジアクリレート、トリシクロデカンジメタノールジアクリレート、1,2,4−ブタントリオールトリアクリレート、2,2,4−トリメチル−1,3−ペンタンジオ−ルジアクリレート、トリメチロールプロパントリアクリレート、1,10−デカンジオールジアクリレート、ポリプロピレングリコールジアクリレート、ヒドロキシピバリン酸ネオペンチルグリコールエステルジアクリレート、ジトリメチロールプロパンテトラアクリレート、ジペンタエリスリトールヒドロキシペンタアクリレート、ペンタエリスリトールヘキサアクリレート、ジペンタエリスリトールヘキサアクリレート及び上記アクリレートをメタクリレートに置き換えた化合物等が挙げられる。
【0061】
ここで、上記の硬化剤は、バインダー樹脂を構成するポリマー分子同士を架橋するためのものであり、架橋後のバインダー樹脂の内部に取り込まれた構成を形成するものである。この硬化剤としては、バインダー樹脂を硬化させることができれば特に限定されるものではなく、公知の硬化剤を用いることができる。例えば、エポキシ系の主剤に対してはアミン系硬化剤、ウレタン系の主剤に対してはイソシアネート系硬化剤を用いることができる。また、フェノール系の主剤の場合、ノボラック樹脂に対して、エポキシ樹脂やテトラメチレンテトラミンを硬化剤として用いることができる。また、レゾール樹脂については硬化剤を用いることなく硬化させることができる。熱可塑性タイプであるアクリル酸やポリエステル樹脂の主剤に対しては、架橋度を上げることと、基材との密着性を向上させるため、イソシアネート系硬化剤を用いることができる。
【0062】
高い反応性によって、研磨作業時に変形しにくい硬い研磨ブロック4が得られるという観点から、NCO基中の炭素を除き、炭素数6〜20の芳香族ポリイソシアネート、炭素数2〜18の脂肪族ポリイソシアネート、炭素数4〜15の脂環式ポリイソシアネート、炭素数8〜15の芳香脂肪族ポリイソシアネートであることが好ましい。
【0063】
また、上記と同様の観点から、硬化剤としては、上記のポリイソシアネートの変性物(ウレタン基、カルボジイミド基、アロファネート基、ウレア基、ビューレット基、ウレトジオン基、ウレトイミン基、イソシアヌレート基、及び、オキサゾリドン基からなる群より選択される少なくとも1種の有機基を含有する変性物等)、及び、上記ポリイソシアネートの化合物であることが好ましい。また、上述したポリイソシアネート、ポリイソシアネートの変性物およびポリイソシアネートの化合物の中から2種以上を選択して混合物としたものを用いてもよい。
【0064】
溶剤は、バインダー樹脂が可溶なものであれば特に限定されない。具体的には、イソフラン、MEK(メチルエチルケトン)、イソホロン、テルピネオール、Nメチルピロリドン、シクロヘキサノン、プロピレンカーボネート等を用いることができる。塗工液の粘度や流動性を制御するために、水、アルコール、ケトン、酢酸エステル、芳香族化合物等の希釈剤等を添加してもよい。
【0065】
分散剤としては、使用する溶剤に可溶であり、塗工液中において研磨粒子をバインダー樹脂中に分散できるものであれば、特に限定されるものではない。具体的には、長鎖ポリアミノアマイドのポリカルボン酸塩、アルキロールアマノアマイド、変性アクリル系ブロック共重合、不飽和ポリカルボン酸ポリマー、ソルビタン脂肪酸エステル、リン酸オレイル、ドデシル硫酸ナトリウム等を用いることができる。なお、分散剤を使用しなくても塗工液中において研磨粒子がバインダー樹脂中に分散できる場合には、分散剤を使用しなくてもよい。
【0066】
上記研磨材料の塗工液は、上記型の凹部又は上記マスクの貫通孔の内部に保持されている時に硬化させてもよく、また、上記型から基材2上への転写又は上記マスクから貫通孔を通って基材2上への印刷の最中又は後にまだ硬化させてもよい(この場合も、乾燥等によって予めある程度硬化させておいてもよい。)。アスペクト比の高い研磨ブロック4を構成するためには、それぞれアスペクト比の高い凹部及び貫通孔を有する型又はマスクを用い、これらの凹部及び貫通孔において予め塗工液を硬化させるのが好ましい。
【0067】
更には、後述する第2工程において、基材2複数個を、基材2の他方の主面(第2の主面S2)において単一の支持体6に積層することにより、研磨プレート1を仮に形成した後に、であってもよい(この場合も、乾燥等によって予めある程度硬化させておいてもよい。)。
【0068】
特に、基材2及び支持体6が紫外線透過性樹脂で構成されており、バインダー樹脂に紫外線(UV)硬化性樹脂が含まれている場合等には、研磨プレート1を仮に形成した後に、図2における研磨ブロック4側及び支持体6のいずれの方向から紫外線照射を行ってもバインダー樹脂を硬化させることができる。
【0069】
硬化の方法は、用いたバインダー樹脂の種類によって選択すればよく、例えば、自然乾燥等の乾燥、加熱乾燥、加熱焼成及び紫外線照射等が挙げられる。自然乾燥等の乾燥、加熱乾燥、加熱焼成及び紫外線照射の条件(時間、温度及び強度等)については、本発明の効果が得られる範囲で従来技術に則って適宜選択すればよい。
【0070】
また、基材2の第1の主面S1には、研磨ブロック(研磨ブロック前駆体)4を形成する前に、研磨ブロック4と基材2の密着性を向上させるために、上記のように、プライマー処理層を設けたり、コロナ処理等の表面処理を行ったりしてもよい。
【0071】
(2)第2工程
次に、上記のように研磨ブロック(研磨ブロック前駆体)4を形成した基材2を8枚、基材2の他方の主面(第2の主面S2)において単一の支持体6に積層することにより、研磨プレート1を得る。
【0072】
このとき、基材2の第2の主面S2と支持体6の表面との間には、接着層を設ける。かかる接着層としては、本発明の効果を損なわない範囲で、例えば両面テープや接着剤等の従来公知の種々の接着層を用いることができる。
【0073】
<変形態様>
以上、本発明の好適な一実施形態について説明したが、本発明は上述の実施形態に限定されるものではない。ここで示された実施形態は本発明の一例に過ぎず、特許請求の範囲の技術的思想及び教示の範囲で種々の設計変更が可能であり、したがって他の実施形態も種々存在し、それらは本発明の技術的範囲に属することは言うまでもない。
【0074】
上記実施形態においては、図1及び図2に示したように、略扇形状の基材2が8枚組み合わされて円形状を形成し、支持体6及び研磨プレート1も略同じ円形状を有する場合について説明したが、これに限られるものではない。基材は、支持体乃至は研磨プレートを分割した片をなし、組み合わさって大面積の支持体乃至は研磨プレートを構成し得る形状を有すればよい。
【0075】
また、例えば、基材の形状は、三角形、四角形又は六角形等であってもよい(この場合、支持体及び研磨プレートの形状は、三角形、四角形又は六角形等の基材を複数個組み合わせて構成される形状となる。)。
【0076】
また、基材と支持体とは同じ材料で構成されていてもよいし、研磨プレートにおいて基材同士のつなぎ目に位置する部分に、支持体に研磨液を供給するための穴を少なくとも1つ設けてもよい。
【0077】
以下、実施例及び比較例を挙げて本発明の研磨プレートについて更に説明するが、本発明はこれらの実施例に何ら限定されるものではない。
【実施例】
【0078】
≪実施例≫
(1)塗工液の調製
まず、研磨粒子であるトーメイダイヤ(株)製のダイヤモンド粒子「IRM8−16」(D50:9.0μm、D99:14.0μm)440gと、バインダー樹脂であるエポキシ樹脂(三菱化学(株)製の「JER828」、粘度:120〜150(P/25℃)、エポキシ当量:184〜194)35.0gと、硬化剤である変性芳香族ポリアミン(DIC(株)製の「LUCKAMIDE WH−619」)59.0gと、分散剤である顔料に親和性のあるブロック共重合物長鎖ポリアミノアマイドと酸ポリマーの塩(ビグケミージャパン(株)製のBYK−161)25.56g、希釈剤であるイソホロン(和光純薬工業(株)製の「イソホロン」)18.0gと、をプライミクス(株)製のTKホモミクサーで、室温で10分間混合・攪拌し、研磨材料の塗工液を調製した。
【0079】
(2)マスク及び基材の準備
次に、図3に示す構造のマスクを準備した。図3は、本実施例で用いたマスク10の一例を示す概略上面図である。図3に示すように、SUS鋼製メタル版(厚み0.3mm)12に、印刷部分となるφ1160mmの円を8分割して得られる扇形状に対応するように、φ1.4mmの貫通孔12aを扇形状でかつ60°千鳥型(占有面積:36%)に設け、当該メタル版12の周縁部にアルミニウム製枠を設けてマスク10とした。なお、「60°千鳥型」とは、貫通孔12a同士が正三角形の頂点の位置に設けられ、貫通孔12aの中心を結ぶ線の角度が全て60°で配列している構造をいう。また、図3における貫通孔12aは便宜上黒丸で示した。
【0080】
また、基材として、三菱レイヨン(株)製の円盤状のアクリル板(厚み2mm、φ1160mm、曲げ弾性率:3200MPa)を、図1に示す基材2と同様の形状に8等分し、8つの基材を得た。
【0081】
(3)塗工液の塗布→硬化
東海精機(株)製のスクリーン印刷機を用い、上記塗工液を、上記マスクの貫通孔を介して8つの基材に印刷して研磨ブロック前駆体を形成した後、当該基材を循環式オーブン内に載置し、60℃及び3日間の条件で研磨ブロック前駆体を硬化させた。
【0082】
(4)基材の支持体への積層
その後、三菱レイヨン(株)製の円盤状のアクリル板(厚み2mm、φ1160mm、曲げ弾性率:3200MPa)を支持体として用い、これの表面に接着層として日東電工(株)製の両面粘着材535Aを貼り付け、ここに上記基材の第2の主面側で積層して張り合わせることにより、本発明の研磨プレートを得た。
【0083】
≪比較例≫
基材として、PETフィルム(帝人デュポン(株)製のメリネックス542、厚み0.075mm、φ1000mm、曲げ弾性率:2000MPa)を用い、支持体として、市販のポリ塩化ビニル板(厚み1mm、φ1000mm、曲げ弾性率:2940MPa)を用い、マスクに代えて凹部を有する型を用いて型へのスクリーン印刷後に転写により基材に研磨ブロック前駆体を形成した以外は、上記実施例と同様にして、比較用の研磨プレートを得た。
【0084】
[評価]
上記比較例においては、基材、支持体及び研磨プレートの取扱いが困難であり、屈曲したり、基材と支持体との間に空気が入り込んだりしてしまったが、上記実施例においては、大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく研磨シートを作製することができた。
【符号の説明】
【0085】
1・・・研磨プレート、
2・・・基材、
2a・・・開口部、
4・・・研磨ブロック、
6・・・支持体、
6a・・・貫通孔、
10・・・マスク、
12・・・メタル版、
12a・・・貫通孔、
14・・・枠。
【技術分野】
【0001】
本発明は研磨プレートに関する。より詳しくは、本発明は、例えばラップ盤による研磨に用いられる大型の研磨プレートに関する。
【背景技術】
【0002】
従来、液晶ディスプレイ用ガラス基板、磁気記憶用ハードディスク等の各種記録媒体、ディスプレイ機器部品、LED用サファイア基板、及びコンパクトディスク用円盤等の製造過程においては、研磨工程が必須工程であり、これらのような大型の被研磨体の研磨にはラップ盤が用いられている。
【0003】
このラップ盤による研磨方式には、両面方式及び片面方式があり、また、用いる砥粒乃至は研磨材の種類によって、大きく分類して研磨スラリーを用いる方式及び固定砥粒を用いる研磨方式があるが、研磨スラリーを用いる方式には種々の欠点があるため、例えば特許文献1(特表2002−542057号公報)においては、固定砥粒を用いる研磨方式が提案されている。
【0004】
即ち、研磨スラリーを用いる方式では、研磨スラリーの分散安定性を向上させて研磨粒子の沈降分離を防ぎ、研磨界面で研磨粒子の均一な濃度を確保するために攪拌が必要であり、また、必要とされる大量の研磨スラリーの調製、取扱い、廃棄、回収及び再利用が煩雑である。また、研磨スラリーと接触する研磨スラリー供給機器のポンプヘッド、バルブ、供給ライン、ラップ盤及びその他のパーツが、磨耗により損傷し易いという問題もある。
【0005】
そこで、上記特許文献1においては、「裏材と、前記裏材の表面に接合した少なくとも1つの3次元研摩コーティングとを有し、前記研摩コーティングが、複数のダイヤモンドビーズ研摩粒子と、前記研摩コーティングの約40〜約60重量パーセントを構成する充填剤とを分散した硬化バインダー前駆体から形成されたバインダーを含む、ガラスまたはガラスセラミックワークピースを研摩するのに好適な研摩物品。」が提案されている(特許文献1の請求項1を参照)。
【0006】
また、上記特許文献1では、前記研摩物品の製造方法として、「精密に成形された研摩コーティングを得るには、研摩スラリーが製造ツールのキャビティ内にある間に、バインダー前駆体を実質的に固化または硬化する。」(特許文献1、段落番号[0064])、「製造ツールをコートした後、研摩スラリーが裏材の前表面を濡らすように、好適な手段により裏材と研摩スラリーを接触させる。次に、例えば、接触ニップロールにより、研摩スラリーを裏材と接触させる。」(同、段落番号[0069])、及び「この第1の方法の変形において、研摩スラリーを製造ツールのキャビティにではなく裏材にコートすることができる。」(同、段落番号[0070])等の記載がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特表2002−542057号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、ラップ盤に用いられる研磨シートは直径約1mの大面積の略円盤状を有しているところ、上記特許文献1に記載の技術によってこのような大面積の研磨シートを作製しようとしても、用いる型や製造装置が大きくなりコスト高となってしまったり、層間に空気やゴミが入り込んで欠陥が発生してしまったりすることがあり、欠陥の無い大面積の研磨シートを作製するのは困難である。また、そもそも大面積の研磨シートは質量も大きく、かかる大面積で大質量の研磨シートは取扱いが困難であるという問題もある。
【0009】
そこで、本発明の目的は、大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく作製することができる新規な構造を有する研磨シート及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上述したように、従来の技術によってラップ盤に用いられる大面積の研磨シートを作製しようとしても、用いる型や製造装置が大きくなりコスト高となってしまい、また、欠陥なく大面積の研磨シートを作製するのは困難であり、そもそも大面積であると大質量でありそのような研磨シートは取扱いが困難であるというのが従来の当業者の一般的な認識であった。
【0011】
これに対し、本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、上述の当業者の一般的な認識があったにもかかわらず、研磨ブロックを有する基材を複数に分割し、当該複数の基材を単一の支持体で支持する構成を採用すれば、大面積を有していても取扱いが容易であり、大きな型や製造装置を用いずに欠陥無く作製することができる研磨プレートが得られることを見出し、本発明に到達した。
【0012】
即ち、本発明は、
複数の基材と、
前記複数の基材それぞれの一方の主面上に配置されており、研磨粒子及びバインダー樹脂を含む相互に独立した複数の研磨ブロックと、
前記複数の基材それぞれの他方の主面側に配置されており、前記複数の基材を支持する単一の支持体と、
を有すること
を特徴とする研磨プレートを提供する。
【0013】
このように、本発明の研磨プレートは、研磨ブロックを有する基材を複数に分割し、当該複数の基材を単一の支持体で支持する新規な構成を有することから、大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく作製することができるという従来に無い効果を奏するものである。
【0014】
上記本発明の研磨プレートにおいては、
前記支持体及び前記基材の曲げ弾性率M(MPa)と厚みT(m)とが、
関係式:{M×T}≧3.2(MPa・m)
を満たすこと、
が好ましい。
【0015】
このような構成を有することにより、本発明の研磨プレートにおいては、支持体及び基材がより確実に剛性を有し、大面積を有していても屈曲等により損傷しにくく取扱いが容易な研磨プレートを実現することができる。例えば、支持体及び基材の厚みTが2mm(0.002m)の場合、その曲げ弾性率は3200MPa以上であればよく、{M×T}の上限については、ラップ盤に設置可能な研磨プレートの厚み及び取扱い可能な研磨プレートの質量によって適宜決定することができる。なお、曲げ弾性率T(MPa)は、JISK7203に基づいて測定可能な値である。
【0016】
また、上記本発明の研磨プレートにおいては、
前記基材が略扇形状であり、
前記支持体が略円盤状で中央部に貫通孔を有すること、
が好ましい。
【0017】
このような構成を有することにより、本発明の研磨プレートにおいては、基材が取り扱い易い単位構造を有しており、支持体が略円盤状であるため研磨プレートを得る際に当該基材を複数配置し易く、また、支持体の中央部の貫通孔によって得られた研磨プレートをラップ盤において使用し易い。
【0018】
また、上記本発明の研磨プレートにおいては、
前記基材及び前記支持体が紫外光透過性を有する材料で構成されていること、
が好ましい。
【0019】
このような構成を有することにより、本発明の研磨プレートにおいては、後述するように製造過程において紫外線照射により研磨ブロックを硬化させることができ、有用である。
【0020】
また、本発明は、上記本発明の研磨プレートの製造方法、即ち、
(1)少なくとも研磨粒子及びバインダー樹脂を含む研磨材料の塗工液を用い、基材の一方の主面上に、相互に独立した複数の研磨ブロックを形成する研磨ブロック形成工程と、
(2)前記基材複数個を、前記基材の他方の主面において単一の支持体に積層することにより、研磨プレートを形成する研磨プレート形成工程と、
を有すること
を特徴とする研磨プレートの製造方法をも提供する。
【0021】
このような構成によれば、研磨ブロックを有する基材を複数に分割し、当該複数の基材を単一の支持体で支持する新規な構成を有し、大面積を有していても屈曲等により損傷しにくく取扱いが容易な研磨プレートを、大きな型や製造装置を用いずに欠陥なく作製することができる。更に、分割された基材(単位構造)に合わせて研磨ブロックを形成することから、基材の終端部又は接合部における研磨ブロックの欠けを予め排除することができる。
【0022】
上記本発明の研磨プレートの製造方法においては、
前記研磨ブロック形成工程(1)において、相互に独立した複数の凹部を有する型に前記塗工液を充填し、充填した前記塗工液を前記基材の一方の主面上に転写する工程、又は、前記塗工液を前記基材の一方の表面上にマスクを介して印刷する工程、を含むこと、
が好ましい。
【0023】
このような構成によれば、上記の構造を有する本発明の研磨プレートをより確実に製造することができる。
【0024】
上記本発明の研磨プレートの製造方法においては、前記研磨ブロック形成工程(1)において紫外線照射により研磨ブロックを硬化させる工程を含むこと、が好ましく、この場合、前記紫外線照射を前記研磨プレート形成工程(2)の後に行ってもよい。
【0025】
このような構成によれば、上記の構造を有する本発明の研磨プレートを、種々の方法によって製造することができる。
【発明の効果】
【0026】
本発明によれば、大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく作製することができる新規な構造を有する研磨シートを提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明の研磨プレートの一実施形態の基本構成を示す概略上面図である。
【図2】図1に示した実施形態の研磨プレートのX−X線断面を示す概略縦断面図である。
【図3】本発明の実施例において用いたマスクの一例を示す概略上面図である。
【発明を実施するための最良の形態】
【0028】
以下、図面を参照しながら本発明の研磨プレートの好適な実施形態について詳細に説明する。なお、以下の説明では、同一または相当部分には同一符号を付し、重複する説明は省略する場合がある。また、以下の説明では、図面においては、本発明を概念的に説明するためのものであるから、表された各構成要素の寸法やそれらの比は実際のものとは異なる場合もある。
【0029】
[研磨プレート]
図1は本発明の研磨プレートの一実施形態の基本構成を示す概略上面図であり、図2は図1に示した実施形態の研磨プレートのX−X線断面を示す概略縦断面図である。以下、図1及び図2に示す第1実施形態の研磨シート1について説明する。
【0030】
図1及び図2に示す本実施形態の研磨プレート1は、主として、基材2と、基材2の一方の表面S1上に配置されており、研磨粒子及びバインダー樹脂を含む研磨ブロック4と、研磨ブロック4を有する基材2を、基材2の他方の表面S2側で支持する支持体6と、を有して構成されている。更に、図示していないが、基材2と支持体6との間に接着層が配置された構成を有している。
【0031】
基材2は、研磨ブロック4を担持して研磨ブロック4からなる研磨層を固定するための部材である。図1及び図2に示す基材2は、互いに略平行に対向する第1の主面S1及び第2の主面S2を有する略扇状でシート状の形状を呈している。図1に示すように、8枚の基材2が組み合わさって略円形状を成しており、その中央部には開口2aが形成されている。そして、基材2の第1の主面S1上に研磨ブロック4が配置され、ここが被研磨体を研磨するための研磨面を構成する。
【0032】
かかる基材2としては、研磨プレート1が大面積であることから剛性を有し、被研磨体の研磨処理を行う際に、研磨ブロック4や支持体6との良好な密着性が確保されるものであれば、特に限定されず、公知の研磨プレートや研磨シートの基材を使用することができる。
【0033】
基材2の構成材料としては、公知の金属、セラミック及びプラスチックを挙げることができ、より具体的には、例えば、アルミニウム、ステンレス鋼、銅及び鉄等の金属、ソーダガラス、ホウケイ酸ガラス及び石英ガラス等のセラミック、塩化ビニル樹脂、アクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂、ウレタン樹脂及びメラミン樹脂等が挙げられる。基材2はこれらの材料の積層体であってもよく、その場合、紙や各種繊維で構成された層を含んでいてもよい。また、各種繊維によって強化されている樹脂が用いられていてもよい。
【0034】
基材2の厚みは、研磨プレート1の用途に応じて適宜適切な厚さを設定すればよいが、本実施形態の研磨プレート1はラップ盤に用いられる大面積用であるため剛性を有する必要があり、したがって、基材2の厚さは0.8mm〜30mmであればよいが、更に、基材2の曲げ弾性率M(MPa)と厚みT(m)とが、
関係式:{M×T}≧3.2(MPa・m)
を満たすことが好ましく、更には、
関係式:{M×T}≧6.4(MPa・m)
を満たすことがより好ましい。
【0035】
なお、基材2と研磨ブロック4の間には、基材2と研磨ブロック4との密着性を確保するために、プライマー処理層が設けられていてもよい。このプライマー処理層の構成材料としては、基材2と研磨ブロック4との密着性を確保できるものであれば特に限定されず、例えば、水溶性又は水分散性のポリエステル樹脂又はアクリル系樹脂や(例えば特公昭54−43017号公報参照)、例えば水溶性又は水分散可能な親水基含有ポリエステル樹脂に不飽和結合含有化合物をグラフト化させた樹脂(例えば特開平2−310048号公報参照)等を好ましく用いることができる。
【0036】
なお、基材2と研磨ブロック4との密着性を確保するために、プライマー処理層のかわりに、基材2の第1の主面S1に対してコロナ処理等の表面処理を施してもよい。コロナ処理を施すと、基材2の表面を微細に粗くして基材2の表面積を増加させて、研磨ブロック4との密着性を向上させることができる。
【0037】
研磨ブロック4からなる研磨層は、被研磨体を研磨するために設けられる層である。本実施形態の研磨プレート1には、図1に示すように8枚に分割された基材2が含まれており、各基材2の第1の主面S1に、主として、研磨粒子とバインダー樹脂とを含む研磨ブロック4が多数(複数)含まれる構成を有している。
【0038】
本実施形態の研磨ブロック4は、図1に示すように、その上面方向からみた場合(即ち、第1の主面S1及び第2の主面S2の略法線方向からみた場合)、長円形乃至は楕円形の形状を呈しており、その図2に示すように、その断面方向からみた場合(即ち、第1の主面S1及び第2の主面S2の略法線方向における縦断面を、第1の主面S1及び第2の主面S2と略平行な方向からみた場合)、略矩形の形状を呈している。
【0039】
ただし、本発明の研磨プレートにおける研磨ブロックの形状は、これに限定されるものではない。例えば、上面方向からみた研磨ブロックの形状は、図1においては長円形乃至は楕円形であるが、円形、四角形若しくは長方形等の矩形、五角形、六角形若しくは七角形等の多角形又は正多角形であってもよい。矩形や正多角形を採用した場合には、研磨プレートの平面方向における対称性が向上するため、研磨時には被研磨体に対して研磨がなされる方向による異方性が生じ難く、均一な研磨が可能となり易い。
【0040】
また、断面方向からみた研磨ブロックの形状は、図2においては、略矩形であるが、例えば半円形(ドーム状)や半楕円状等であってもよい。
【0041】
研磨ブロック4を構成する研磨粒子は、被研磨体を研磨するための部材である。研磨粒子としては、従来公知の種々の材料及び寸法を有するものを使用することができる。研磨粒子の構成材料としては、例えば、多結晶ダイヤモンド、単結晶ダイヤモンド、これらに酸処理を行ったダイヤモンド、ダイヤモンドライクカーボン(DLC)、アルミナ、炭化ケイ素、シリカ、セリア、ジルコニア、酸化チタン及びマンガン酸化物等が挙げられ、これらのうちの1種又は2種以上を使用してもよい。
【0042】
バインダー樹脂としては、研磨ブロック4中に研磨粒子を分散させた状態で保持するためと、当該研磨ブロック4自体をプライマー処理層上(プライマー処理層を設けない場合には基材2上)に密着した状態で固定するために研磨ブロック4中に含有される材料である。
【0043】
バインダー樹脂としては、研磨粒子の良好な分散性と、プライマー処理層上(プライマー処理層を設けない場合には基材2上)への良好な密着性が確保できるのであれば特に限定されず、例えばポリウレタン系樹脂、フェノール系樹脂、エポキシ樹脂、ポリエステル系樹脂、セルロース系樹脂、エチレン共重合体、ゴム系樹脂、ポリビニルアセタール系樹脂、ポリアクリル系樹脂、アクリルエステル系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリアミド系樹脂、及び、アミノプラスト系樹脂からなる群より選択される少なくとも一種の合成樹脂が好ましく挙げられる。バインダー樹脂としては、ポリウレタン系樹脂、エポキシ樹脂、及び、ポリエステル系樹脂がからなる群より選択される少なくとも一種の合成樹脂であることがより好ましい。また、バインダー樹脂は、少なくとも一部が架橋していても構わず、紫外線硬化したアクリルエステル系樹脂であってもよい。
【0044】
次に、本実施形態の研磨プレート1においては、研磨ブロック4を有する基材2が、第2の主面S2側において単一の支持体6に接着層(図示せず。)を介して支持されている。本実施形態における支持体6は、上面方向からみて、図1に示す8枚の基材2が組み合わされて形成する円と略同一の寸法を有する円形状を有しており、中央部に貫通孔6aを有している。
【0045】
支持体6の構成材料としては、公知の金属、セラミック及びプラスチックを挙げることができ、より具体的には、例えば、アルミニウム、ステンレス鋼、銅及び鉄等の金属、ソーダガラス、ホウケイ酸ガラス及び石英ガラス等のセラミック、塩化ビニル樹脂、アクリル樹脂、ポリカーボネート樹脂、ポリエステル樹脂、ウレタン樹脂及びメラミン樹脂等が挙げられる。支持体6はこれらの材料の積層体であってもよく、その場合、紙や各種繊維で構成された層を含んでいてもよい。また、各種繊維によって強化されている樹脂が用いられていてもよい。
【0046】
支持体6の厚みは、研磨プレート1の用途に応じて適宜適切な厚さを設定すればよいが、本実施形態の研磨プレート1はラップ盤に用いられる大面積用であるため剛性を有する必要があり、上記基材2は個々に取り扱い容易である必要があるが、支持体6は複数の基材2を担持・支持する観点からより確実に剛性を有する必要がある。
【0047】
したがって、支持体6の厚さは基材2と同様に0.8mm〜30mmであればよいが、更に、支持体6の曲げ弾性率M(MPa)と厚みT(m)とが、
関係式:{M×T}≧3.2(MPa・m)
を満たすことが好ましく、更には、
関係式:{M×T}≧6.4(MPa・m)
を満たすことがより好ましい。
【0048】
このような構成を有することにより、本実施形態の研磨プレート1のうちの支持体6はより確実に剛性を有し、大面積を有していても屈曲等により損傷しにくく取扱いが容易な研磨プレート1を実現できる。本実施形態で好適に用いることができる基材2及び支持体6の具体例とその曲げ弾性率(MPa)(JISK7203に基づく)を以下に例示する。なお、基材2と支持体6とは、同じ材料で構成されていても異なる材料で構成されていてもよい。
【0049】
材料 曲げ弾性率(MPa)
MCナイロン 3500
ポリアセタール 2500
ポリテトラフルオロエチレン 500
ポリエーテルエーテルケトン 4200
超高分子量ポリエチレン 880
ガラス繊維無機フィラーPET樹脂積層板 9000
ポリイミド 4200〜7500
ポリフェニレンサルファイド 3300
ポリ塩化ビニリデン 3000
アクリル樹脂 3200
ポリカーボネート 2300
ポリエチレンテレフタレート 2000
ポリエチレン 1300
ポリプロピレン 1500
ABS樹脂 2100
6ナイロン 2600
66ナイロン 2800
紙フェノール樹脂積層板(紙ベークライト) 8000
布フェノール樹脂積層板(布ベークライト) 6500
ガラス繊維エポキシ樹脂積層板 21000
ガラス繊維シリコーン樹脂積層板 17000
ガラス繊維フェノール樹脂積層板 20000
【0050】
上記のような構造を有する本実施形態の研磨プレート1は、種々の寸法及び質量を有し得るが、取扱いの容易から約1mの直径を有する略円盤状であり、質量は0.7〜20kgであるのが好ましい。したがって、この範囲となるように、上記各部材の材料等を選択するのが好ましい。
【0051】
[研磨プレートの製造方法]
次に、本実施形態の研磨プレート1の製造方法の一例について説明する。
本実施形態の研磨プレート1の製造方法は、(1)少なくとも研磨粒子及びバインダー樹脂を含む研磨材料の塗工液を用いて、基材2の一方の主面(第1の主面S1)上に、相互に独立した複数の研磨ブロックを形成する研磨ブロック形成工程と、(2)基材2複数個を、基材2の他方の主面(第2の主面S2)において単一の支持体6に積層することにより、研磨プレート1を形成する研磨プレート形成工程と、を有する。以下、個々の製造工程についてより具体的に説明する。
【0052】
(1)第1工程
少なくとも研磨粒子及びバインダー樹脂を含む研磨材料の塗工液を用いて、基材2の一方の主面(第1の主面S1)上に、相互に独立した複数の研磨ブロック4を形成する。
【0053】
例えば、研磨粒子、バインダー樹脂(モノマーや硬化前・架橋前のもの)、溶剤、硬化剤及び分散剤(並びに必要に応じて他の添加剤や顔料等)を混合し、研磨粒子が分散した研磨材料のペースト状塗工液を調製する。この塗工液は、研磨ブロック4を形成し得る程度の粘度(及び流動性)を有しており、例えば1.0〜 5.0Pa・s、更には3.0〜30Pa・sであるのが好ましい。
【0054】
この際の相互に独立した複数の研磨ブロック4の形成方法としては、特に制限はないが、例えば、(i)相互に独立した複数の凹部を有する型に前記塗工液を充填し、充填した前記塗工液を基材2の第1の主面S1上に転写する方法、又は、(ii)前記塗工液を基材2の第1の主面S1上に、相互に独立した複数の貫通孔を有するマスクを介して印刷する方法、を用いることができる。
【0055】
上記型の凹部及び上記マスクの貫通孔の形状及び寸法は、基材2の第1の主面S1上に形成する研磨ブロック(又は研磨ブロック前駆体)2の形状及び寸法に応じて適宜選択すればよく、金属や耐熱性樹脂で構成された型及びマスクを用いることができる。
【0056】
そして、上記(i)において型に前記塗工液を充填する場合及び上記(ii)においてマスクを介して塗工液を印刷する場合、例えば、バーコーティング、リバースロールコーティング、ナイフコーティング、スクリーン印刷、グラビアコーティング、ダイコーティング等の公知の塗工方式を採用することができる。
【0057】
バインダー樹脂として、紫外線硬化性樹脂を用いる場合、例えば、分子内に紫外線重合(架橋)性の炭素−炭素二重結合(例えば、エチレン性不飽和二重結合)を少なくとも1個又は2個以上有して3次元網状化し得る単官能性又は多官能性の紫外線硬化性有機化合物等を用いることができる。これらの化合物は、1種を単独で用いることもできるし、2種以上を組み合わせて用いることもできる。
【0058】
なかでも、アクリロイル基又はメタクリロイル基を有する紫外線硬化性モノマー(アクリレート化合物又はメタクリレート化合物)であることが好ましい。紫外線硬化性モノマーが低い粘度を有していることから、本実施形態の塗工液の取扱性が向上し、また、紫外線硬化性モノマーを含む塗工液を基材2上に塗工した場合に、被膜が形成され、分子内の炭素−炭素二重結合が紫外線により重合して3次元網状化するため、確実に基材2への密着性に優れる研磨ブロック4を得ることができるからである。
【0059】
アクリレート化合物又はメタクリレート化合物で単官能性化合物としては、例えば、ジシクロペンテニルオキシエチルアクリレート、アリルアクリレート、2−フェノキシエチルアクリレート、ベンジルアクリレート、ブトキシエチルアクリレート、ブトキシエチレングリコールアクリレート、シクロヘキシルアクリレート、ジシクロペンタニルアクリレート、2−エチルヘキシルアクリレート、グリセロールアクリレート、グリシジルアクリレート、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリレート、イソボルニルアクリレート、イソオクチルアクリレート、イソステアリルアクリレート、ラウリルアクリレート、2−メトキシアクリレート、メトキシエチレングリコールアクリレート、フェノキシエチルアクリレート、ステアリルアクリレート、テトラヒドロフルフリルアクリレート、エトキシ化o−フェニルフェノールアクリレート、ジシクロペンテニルアクリレート、アクリル酸2−(2−ビニロキシエトキシ)エチル、フェノキシポリエチレングリコールアクリレート、4−ヒドロキシブチルアクリレート、環状トリメチロールプロパンフォルマルアクリレート、3,3,5トリメチルシクロヘキサンアクリレート及び上記アクリレート(又はアクリル酸)をメタクリレート(又はメタクリル酸)に置き換えた化合物等が挙げられる。
【0060】
アクリレート化合物又はメタクリレート化合物で2官能基以上の多官能性化合物としては、例えば、1,3−ブチレンジールジアクリレート、ネオペンチルグリコールジアクリレート、ジプロピレングリコールジアクリレート、エチレングリコールジアクリレート、ジエチレングリコールジアクリレート、1,9−ノナンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,5−ペンタンジオールジアクリレート、1,6−ヘキサンジオールジアクリレート、1,3−プロパンジオールジアクリレート、1,4−シクロヘキサンジオールジアクリレート、2,2−ジメチロールプロパンジアクリレート、グリセロールジアクリレート、トリプロピレングリコールジアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、グリセロールトリアクリレート、エチレンオキサイド変性ペンタエリスリトールテトラアクリレート、ジオキサングリコールジアクリレート、プロピレンオキサイド変性ペンタエリスリトールトリアクリレート、トリエチレングリコールジアクリレート、ポリオキシプロピルトリメチロールプロパントリアクリレート、ブチレングリコールジアクリレート、トリシクロデカンジメタノールジアクリレート、1,2,4−ブタントリオールトリアクリレート、2,2,4−トリメチル−1,3−ペンタンジオ−ルジアクリレート、トリメチロールプロパントリアクリレート、1,10−デカンジオールジアクリレート、ポリプロピレングリコールジアクリレート、ヒドロキシピバリン酸ネオペンチルグリコールエステルジアクリレート、ジトリメチロールプロパンテトラアクリレート、ジペンタエリスリトールヒドロキシペンタアクリレート、ペンタエリスリトールヘキサアクリレート、ジペンタエリスリトールヘキサアクリレート及び上記アクリレートをメタクリレートに置き換えた化合物等が挙げられる。
【0061】
ここで、上記の硬化剤は、バインダー樹脂を構成するポリマー分子同士を架橋するためのものであり、架橋後のバインダー樹脂の内部に取り込まれた構成を形成するものである。この硬化剤としては、バインダー樹脂を硬化させることができれば特に限定されるものではなく、公知の硬化剤を用いることができる。例えば、エポキシ系の主剤に対してはアミン系硬化剤、ウレタン系の主剤に対してはイソシアネート系硬化剤を用いることができる。また、フェノール系の主剤の場合、ノボラック樹脂に対して、エポキシ樹脂やテトラメチレンテトラミンを硬化剤として用いることができる。また、レゾール樹脂については硬化剤を用いることなく硬化させることができる。熱可塑性タイプであるアクリル酸やポリエステル樹脂の主剤に対しては、架橋度を上げることと、基材との密着性を向上させるため、イソシアネート系硬化剤を用いることができる。
【0062】
高い反応性によって、研磨作業時に変形しにくい硬い研磨ブロック4が得られるという観点から、NCO基中の炭素を除き、炭素数6〜20の芳香族ポリイソシアネート、炭素数2〜18の脂肪族ポリイソシアネート、炭素数4〜15の脂環式ポリイソシアネート、炭素数8〜15の芳香脂肪族ポリイソシアネートであることが好ましい。
【0063】
また、上記と同様の観点から、硬化剤としては、上記のポリイソシアネートの変性物(ウレタン基、カルボジイミド基、アロファネート基、ウレア基、ビューレット基、ウレトジオン基、ウレトイミン基、イソシアヌレート基、及び、オキサゾリドン基からなる群より選択される少なくとも1種の有機基を含有する変性物等)、及び、上記ポリイソシアネートの化合物であることが好ましい。また、上述したポリイソシアネート、ポリイソシアネートの変性物およびポリイソシアネートの化合物の中から2種以上を選択して混合物としたものを用いてもよい。
【0064】
溶剤は、バインダー樹脂が可溶なものであれば特に限定されない。具体的には、イソフラン、MEK(メチルエチルケトン)、イソホロン、テルピネオール、Nメチルピロリドン、シクロヘキサノン、プロピレンカーボネート等を用いることができる。塗工液の粘度や流動性を制御するために、水、アルコール、ケトン、酢酸エステル、芳香族化合物等の希釈剤等を添加してもよい。
【0065】
分散剤としては、使用する溶剤に可溶であり、塗工液中において研磨粒子をバインダー樹脂中に分散できるものであれば、特に限定されるものではない。具体的には、長鎖ポリアミノアマイドのポリカルボン酸塩、アルキロールアマノアマイド、変性アクリル系ブロック共重合、不飽和ポリカルボン酸ポリマー、ソルビタン脂肪酸エステル、リン酸オレイル、ドデシル硫酸ナトリウム等を用いることができる。なお、分散剤を使用しなくても塗工液中において研磨粒子がバインダー樹脂中に分散できる場合には、分散剤を使用しなくてもよい。
【0066】
上記研磨材料の塗工液は、上記型の凹部又は上記マスクの貫通孔の内部に保持されている時に硬化させてもよく、また、上記型から基材2上への転写又は上記マスクから貫通孔を通って基材2上への印刷の最中又は後にまだ硬化させてもよい(この場合も、乾燥等によって予めある程度硬化させておいてもよい。)。アスペクト比の高い研磨ブロック4を構成するためには、それぞれアスペクト比の高い凹部及び貫通孔を有する型又はマスクを用い、これらの凹部及び貫通孔において予め塗工液を硬化させるのが好ましい。
【0067】
更には、後述する第2工程において、基材2複数個を、基材2の他方の主面(第2の主面S2)において単一の支持体6に積層することにより、研磨プレート1を仮に形成した後に、であってもよい(この場合も、乾燥等によって予めある程度硬化させておいてもよい。)。
【0068】
特に、基材2及び支持体6が紫外線透過性樹脂で構成されており、バインダー樹脂に紫外線(UV)硬化性樹脂が含まれている場合等には、研磨プレート1を仮に形成した後に、図2における研磨ブロック4側及び支持体6のいずれの方向から紫外線照射を行ってもバインダー樹脂を硬化させることができる。
【0069】
硬化の方法は、用いたバインダー樹脂の種類によって選択すればよく、例えば、自然乾燥等の乾燥、加熱乾燥、加熱焼成及び紫外線照射等が挙げられる。自然乾燥等の乾燥、加熱乾燥、加熱焼成及び紫外線照射の条件(時間、温度及び強度等)については、本発明の効果が得られる範囲で従来技術に則って適宜選択すればよい。
【0070】
また、基材2の第1の主面S1には、研磨ブロック(研磨ブロック前駆体)4を形成する前に、研磨ブロック4と基材2の密着性を向上させるために、上記のように、プライマー処理層を設けたり、コロナ処理等の表面処理を行ったりしてもよい。
【0071】
(2)第2工程
次に、上記のように研磨ブロック(研磨ブロック前駆体)4を形成した基材2を8枚、基材2の他方の主面(第2の主面S2)において単一の支持体6に積層することにより、研磨プレート1を得る。
【0072】
このとき、基材2の第2の主面S2と支持体6の表面との間には、接着層を設ける。かかる接着層としては、本発明の効果を損なわない範囲で、例えば両面テープや接着剤等の従来公知の種々の接着層を用いることができる。
【0073】
<変形態様>
以上、本発明の好適な一実施形態について説明したが、本発明は上述の実施形態に限定されるものではない。ここで示された実施形態は本発明の一例に過ぎず、特許請求の範囲の技術的思想及び教示の範囲で種々の設計変更が可能であり、したがって他の実施形態も種々存在し、それらは本発明の技術的範囲に属することは言うまでもない。
【0074】
上記実施形態においては、図1及び図2に示したように、略扇形状の基材2が8枚組み合わされて円形状を形成し、支持体6及び研磨プレート1も略同じ円形状を有する場合について説明したが、これに限られるものではない。基材は、支持体乃至は研磨プレートを分割した片をなし、組み合わさって大面積の支持体乃至は研磨プレートを構成し得る形状を有すればよい。
【0075】
また、例えば、基材の形状は、三角形、四角形又は六角形等であってもよい(この場合、支持体及び研磨プレートの形状は、三角形、四角形又は六角形等の基材を複数個組み合わせて構成される形状となる。)。
【0076】
また、基材と支持体とは同じ材料で構成されていてもよいし、研磨プレートにおいて基材同士のつなぎ目に位置する部分に、支持体に研磨液を供給するための穴を少なくとも1つ設けてもよい。
【0077】
以下、実施例及び比較例を挙げて本発明の研磨プレートについて更に説明するが、本発明はこれらの実施例に何ら限定されるものではない。
【実施例】
【0078】
≪実施例≫
(1)塗工液の調製
まず、研磨粒子であるトーメイダイヤ(株)製のダイヤモンド粒子「IRM8−16」(D50:9.0μm、D99:14.0μm)440gと、バインダー樹脂であるエポキシ樹脂(三菱化学(株)製の「JER828」、粘度:120〜150(P/25℃)、エポキシ当量:184〜194)35.0gと、硬化剤である変性芳香族ポリアミン(DIC(株)製の「LUCKAMIDE WH−619」)59.0gと、分散剤である顔料に親和性のあるブロック共重合物長鎖ポリアミノアマイドと酸ポリマーの塩(ビグケミージャパン(株)製のBYK−161)25.56g、希釈剤であるイソホロン(和光純薬工業(株)製の「イソホロン」)18.0gと、をプライミクス(株)製のTKホモミクサーで、室温で10分間混合・攪拌し、研磨材料の塗工液を調製した。
【0079】
(2)マスク及び基材の準備
次に、図3に示す構造のマスクを準備した。図3は、本実施例で用いたマスク10の一例を示す概略上面図である。図3に示すように、SUS鋼製メタル版(厚み0.3mm)12に、印刷部分となるφ1160mmの円を8分割して得られる扇形状に対応するように、φ1.4mmの貫通孔12aを扇形状でかつ60°千鳥型(占有面積:36%)に設け、当該メタル版12の周縁部にアルミニウム製枠を設けてマスク10とした。なお、「60°千鳥型」とは、貫通孔12a同士が正三角形の頂点の位置に設けられ、貫通孔12aの中心を結ぶ線の角度が全て60°で配列している構造をいう。また、図3における貫通孔12aは便宜上黒丸で示した。
【0080】
また、基材として、三菱レイヨン(株)製の円盤状のアクリル板(厚み2mm、φ1160mm、曲げ弾性率:3200MPa)を、図1に示す基材2と同様の形状に8等分し、8つの基材を得た。
【0081】
(3)塗工液の塗布→硬化
東海精機(株)製のスクリーン印刷機を用い、上記塗工液を、上記マスクの貫通孔を介して8つの基材に印刷して研磨ブロック前駆体を形成した後、当該基材を循環式オーブン内に載置し、60℃及び3日間の条件で研磨ブロック前駆体を硬化させた。
【0082】
(4)基材の支持体への積層
その後、三菱レイヨン(株)製の円盤状のアクリル板(厚み2mm、φ1160mm、曲げ弾性率:3200MPa)を支持体として用い、これの表面に接着層として日東電工(株)製の両面粘着材535Aを貼り付け、ここに上記基材の第2の主面側で積層して張り合わせることにより、本発明の研磨プレートを得た。
【0083】
≪比較例≫
基材として、PETフィルム(帝人デュポン(株)製のメリネックス542、厚み0.075mm、φ1000mm、曲げ弾性率:2000MPa)を用い、支持体として、市販のポリ塩化ビニル板(厚み1mm、φ1000mm、曲げ弾性率:2940MPa)を用い、マスクに代えて凹部を有する型を用いて型へのスクリーン印刷後に転写により基材に研磨ブロック前駆体を形成した以外は、上記実施例と同様にして、比較用の研磨プレートを得た。
【0084】
[評価]
上記比較例においては、基材、支持体及び研磨プレートの取扱いが困難であり、屈曲したり、基材と支持体との間に空気が入り込んだりしてしまったが、上記実施例においては、大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく研磨シートを作製することができた。
【符号の説明】
【0085】
1・・・研磨プレート、
2・・・基材、
2a・・・開口部、
4・・・研磨ブロック、
6・・・支持体、
6a・・・貫通孔、
10・・・マスク、
12・・・メタル版、
12a・・・貫通孔、
14・・・枠。
【特許請求の範囲】
【請求項1】
複数の基材と、
前記複数の基材それぞれの一方の主面上に配置されており、研磨粒子及びバインダー樹脂を含む相互に独立した複数の研磨ブロックと、
前記複数の基材それぞれの他方の主面側に配置されており、前記複数の基材を支持する単一の支持体と、
を有すること
を特徴とする研磨プレート。
【請求項2】
前記支持体及び前記基材の曲げ弾性率M(MPa)と厚みT(m)とが、
関係式:{M×T}≧3.0(MPa・m)
を満たすこと、
を特徴とする請求項1に記載の研磨プレート。
【請求項3】
前記基材が略扇形状であり、
前記支持体が略円盤状で中央部に貫通孔を有すること、
を特徴とする請求項1又は2に記載の研磨プレート。
【請求項4】
前記基材及び前記支持体が紫外光透過性を有する材料で構成されていること、
を特徴とする請求項1〜3のうちのいずれかに記載の研磨プレート。
【請求項5】
(1)少なくとも研磨粒子及びバインダー樹脂を含む研磨材料の塗工液を用い、基材の一方の主面上に、相互に独立した複数の研磨ブロックを形成する研磨ブロック形成工程と、
(2)前記基材複数個を、前記基材の他方の主面において単一の支持体に積層することにより、研磨プレートを形成する研磨プレート形成工程と、
を有すること
を特徴とする請求項1〜4のうちのいずれかに記載の研磨プレートの製造方法。
【請求項6】
前記研磨ブロック形成工程(1)において、相互に独立した複数の凹部を有する型に前記塗工液を充填し、充填した前記塗工液を前記基材の一方の主面上に転写する工程、又は、前記塗工液を前記基材の一方の表面上にマスクを介して印刷する工程、を含むこと、
を特徴とする請求項5に記載の研磨プレートの製造方法。
【請求項7】
前記研磨ブロック形成工程(1)において紫外線照射により研磨ブロックを硬化させる工程を含むこと、
を特徴とする請求項5又は6に記載の研磨プレートの製造方法。
【請求項8】
前記紫外線照射を前記研磨プレート形成工程(2)の後に行うこと、
を特徴とする請求項7に記載の研磨プレートの製造方法。
【請求項1】
複数の基材と、
前記複数の基材それぞれの一方の主面上に配置されており、研磨粒子及びバインダー樹脂を含む相互に独立した複数の研磨ブロックと、
前記複数の基材それぞれの他方の主面側に配置されており、前記複数の基材を支持する単一の支持体と、
を有すること
を特徴とする研磨プレート。
【請求項2】
前記支持体及び前記基材の曲げ弾性率M(MPa)と厚みT(m)とが、
関係式:{M×T}≧3.0(MPa・m)
を満たすこと、
を特徴とする請求項1に記載の研磨プレート。
【請求項3】
前記基材が略扇形状であり、
前記支持体が略円盤状で中央部に貫通孔を有すること、
を特徴とする請求項1又は2に記載の研磨プレート。
【請求項4】
前記基材及び前記支持体が紫外光透過性を有する材料で構成されていること、
を特徴とする請求項1〜3のうちのいずれかに記載の研磨プレート。
【請求項5】
(1)少なくとも研磨粒子及びバインダー樹脂を含む研磨材料の塗工液を用い、基材の一方の主面上に、相互に独立した複数の研磨ブロックを形成する研磨ブロック形成工程と、
(2)前記基材複数個を、前記基材の他方の主面において単一の支持体に積層することにより、研磨プレートを形成する研磨プレート形成工程と、
を有すること
を特徴とする請求項1〜4のうちのいずれかに記載の研磨プレートの製造方法。
【請求項6】
前記研磨ブロック形成工程(1)において、相互に独立した複数の凹部を有する型に前記塗工液を充填し、充填した前記塗工液を前記基材の一方の主面上に転写する工程、又は、前記塗工液を前記基材の一方の表面上にマスクを介して印刷する工程、を含むこと、
を特徴とする請求項5に記載の研磨プレートの製造方法。
【請求項7】
前記研磨ブロック形成工程(1)において紫外線照射により研磨ブロックを硬化させる工程を含むこと、
を特徴とする請求項5又は6に記載の研磨プレートの製造方法。
【請求項8】
前記紫外線照射を前記研磨プレート形成工程(2)の後に行うこと、
を特徴とする請求項7に記載の研磨プレートの製造方法。
【図1】



【図2】

【図3】

【図2】
【図3】
【公開番号】特開2012−218121(P2012−218121A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−88147(P2011−88147)
【出願日】平成23年4月12日(2011.4.12)
【出願人】(000005061)バンドー化学株式会社 (429)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月12日(2011.4.12)
【出願人】(000005061)バンドー化学株式会社 (429)
【Fターム(参考)】
[ Back to top ]