
Fターム[3C063BA03]の内容
研磨体及び研磨工具 (13,968) | 研磨部材の形状 (1,563) | 研磨部材の形状による分類 (944) | セグメントチップを有するもの (391)
Fターム[3C063BA03]の下位に属するFターム
Fターム[3C063BA03]に分類される特許
1 - 20 / 140
鋸刃
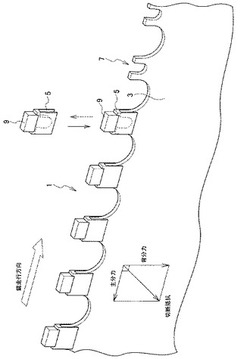
【課題】 高価な高周波加熱装置や超砥粒チップの接合位置を鋸刃基板に合わせるための専用治具等を必要とせず、簡単な工具のみで容易に超砥粒チップを鋸刃基板に着脱可能な超砥粒チップを切れ歯とする鋸刃の提供。
【解決手段】 チップホルダ5に接合された超砥粒チップ9を切れ歯とする鋸刃1にして、前記チップホルダに超砥粒チップ接合座部を設け、該超砥粒チップ接合座部に下方に突出する走行方向固定部を設けると共に、前記チップホルダの帯幅方向の位置を規定する帯幅位置規定部と、前記鋸刃の鋸刃基板3の両側面に当接係合する取付片とを設け、前記鋸刃基板に前記帯幅位置規定部に当接係合する帯幅位置係合部と、前記走行方向固定部に嵌合する嵌合溝とを設け、前記超砥粒チップ接合座部に超砥粒チップを接合した前記チップホルダを前記鋸刃基板に着脱可能に設けたことを特徴とする鋸刃。
(もっと読む)
光学素子加工用工具、光学素子加工用工具の製造方法、及び光学素子の製造方法

【課題】砥石が磨耗しても互いに隣接する砥石間の間隔が変化しない光学素子加工用工具、光学素子加工用工具の製造方法、及び光学素子の製造方法を提供する。
【解決手段】光学素子加工用工具は、光学素子の研削又は研磨用の光学素子加工用工具1であって、各々が柱状体の少なくとも1つの端面を球面形状に成形した形状をなす複数の砥石11と、複数の砥石11の固定領域12を有する保持部材10とを備え、複数の砥石11は、各砥石11の中心軸が保持部材10の中心軸と平行になるように第1の面15において固定領域12に固定され、第2の面16は、光学素子の加工目標形状に対応する球面形状をなしている。
(もっと読む)
砥石
【課題】砥石と遊離砥粒とを用いて研削を行うことにより、加工レートと良好な面粗さとを共に得ようとする技術が提案されている。しかし、従来の砥石は砥粒とボンド材とが硬く結合しているため、供給された遊離砥粒を十分に保持することができず、供給される遊離砥粒を加工レートと良好な面粗さの向上に活かすことができなかった。
【解決手段】微粒金属体と、前記微粒金属体の表面に突き刺さって配置される高硬度の微粒石と、微粒石が突き刺さった微粒金属体を分散状態で形状維持するための樹脂とからなる砥石などを提供する。
(もっと読む)
知能研削砥石、知能研削砥石による研削制御方法、
【課題】研削砥石にICチップを備えて砥石の初期研削条件を記憶するとともに、砥石研削時の各種砥石情報を記憶し、別の研削盤に変更しても、砥石の最適研削条件のもとに研削可能とした知能研削砥石と研削制御方法を提供する。
【解決手段】知能研削砥石10は、砥粒層の温度、外径、振動、応力等を個別に検知する感知センサD1と、上記砥粒層1の温度、外径を検知する感知センサD1を砥粒と一体的に外径方向に向けて焼き込んだ砥粒層1を基板3の外周面に装着させた研削砥石と、上記研削砥石にこの砥石メーカー出荷時に初期研削条件を記憶させるとともに研削運転時に温度,外径,振動,応力等の各種研削状況を更新記憶し、外部のNC制御部60に対して記憶した各種研削情報を出力するICチップPと、を備えた。
(もっと読む)
低振動型ソーブレード
【課題】 石材等の硬脆材とりわけタイル材などの超硬脆材からなる被削材に対して、精度良く切断加工などの研削作業が可能な低振動型のソーブレードを提供する。
【解決手段】
円形の鋼製基板の外周縁部に、ダイヤモンド砥粒若しくはCBN砥粒からなる超砥粒層を形成せしめてなるソーブレードにおいて、前記鋼製基板の中心に設けられたセンター孔を介して、当該鋼製基板の外周方向における概略1/2部分に、繊維強化プラスチックを素材としてなり、その中心部分に電動工具スピンドルへの取付け孔が形成された雄雌一対のフランジが、該基板の両側面から挟持するようにして、一体として装着された低振動型ソーブレード。
(もっと読む)
精密研磨工具用チップおよびその製法ならびに該チップを用いた研磨工具
【課題】 本発明の課題は、従来の研磨工具では実現できない、より精密な研磨を実現する研磨工具を提供することである。
【解決手段】 本発明は、研磨工具用チップの製造方法であって、超砥粒層と超硬合金層とが焼結一体化された複合材からチップ材料を切り出す工程、および、切り出されたチップ材料の超硬合金層を、該チップ材料の超硬合金層側の下端面を含む平面と超砥粒層側の上端面を含む平面とのなす角αが0°<α<90°になるように加工する工程を含む、前記製造方法、該製造方法によって製造された研磨工具用チップ、および該研磨工具用チップを含む研磨工具に関する。
(もっと読む)
研磨プレート
【課題】大面積を有していても屈曲等により損傷しにくく取扱いが容易であり、大きな型や製造装置を用いずに欠陥なく作製することができる新規な構造を有する研磨シート及びその製造方法を提供する。
【解決手段】複数の基材と、前記複数の基材それぞれの一方の主面上に配置されており、研磨粒子及びバインダー樹脂を含む相互に独立した複数の研磨ブロックと、前記複数の基材それぞれの他方の主面側に配置されており、前記複数の基材を支持する単一の支持体と、を有することを特徴とする研磨プレートを提供する。
(もっと読む)
ビトリファイド超砥粒砥石
【課題】研削熱の発生が少ないビトリファイド超砥粒砥石を提供する。
【解決手段】ビトリファイド砥石片( ビトリファイド超砥粒砥石) 26は、主砥粒としてのCBN砥粒34と補助砥粒としてのダイヤモンド砥粒36とを含み、そのダイヤモンド砥粒36は、そのCBN砥粒34の1/2乃至1/10の平均粒径を有し、3〜13体積%の体積比率で含まれることから、CBN砥粒34の2倍程度、アルミナ砥粒40の20倍程度の熱伝導率を有するダイヤモンド砥粒36の存在によって研削熱が効率よく砥石に吸収されるとともに、ヌープ硬度が5000kg/mm2 以上のダイヤモンド砥粒36の存在によって砥石磨耗が抑制されて研削精度および砥石寿命が高められるので、被削材104の製品仕様や研削能率に拘わらず、研削熱の発生が抑制されて被削材104の変質が抑制される。
(もっと読む)
超砥粒ホイールおよびそれを用いた研削加工法
【課題】超砥粒をビトリファイドボンドで結合した超砥粒層を有するビトリファイドボンド超砥粒ホイールにおいて、研削加工を継続しても、研削抵抗値が低い値で安定し切れ味の良好なビトリファイドボンド超砥粒ホイールおよびそれを用いた研削加工法を提供する。
【解決手段】超砥粒層には分散して配置された球状の小径気孔と、分散して配置された球状の中径気孔と、分散して配置された球状の大径気孔を含む。小径気孔はビトリファイドボンドが微少破砕して切れ味を維持することに作用し、中径気孔は超砥粒層の気孔率を上げることに作用し、大径気孔は切り屑の排出をスムーズにすることに作用する。小径気孔の平均気孔径は0.1〜2μm、中径気孔の平均気孔径は10〜50μm、大径気孔の平均気孔径は80〜200μmであることが好ましい。
(もっと読む)
固定砥粒加工工具の製造方法
【課題】高い加工効率で、かつ表面平滑性の高い精密な加工処理ができる固定砥粒加工工具の製造方法の提供。
【解決手段】酸化マンガン化合物と結合剤が分散あるいは溶解した溶液に直流電圧を印加して、前記酸化マンガン化合物と結合剤を電極表面に堆積させて砥石前駆体を得る電気泳動工程と、前記砥石前駆体を焼結する焼結工程とを有する固定砥粒加工工具の製造方法。
(もっと読む)
基板の研磨装置
【課題】被研磨物を保持するワークキャリアと定盤との視認性を向上することにより、被研磨物をワークキャリアに設けられた保持孔にセットする作業性を向上できる基板の研磨装置を提供すること。
【解決手段】本発明に係る基板の研磨装置は、上面に第1の研磨体が配置された下定盤と、該下定盤の上方に上下動自在に支持され、下面に第2の研磨体が配置された上定盤と、第1,第2の研磨体間に配置され、ワークを保持可能な保持孔を有するワークキャリアと、上定盤及び下定盤を、軸線を中心として回転駆動する駆動装置と、ワークキャリアを回転駆動するワークキャリア駆動装置と、を具備し、第1の研磨体は、着色剤により着色されている。
(もっと読む)
超砥粒ホイールおよびそれを用いた研削加工方法
【課題】超砥粒をビトリファイドボンドによって結合したビトリファイドボンド超砥粒ホイールにおいて、研削加工を継続しても、研削抵抗値が低い値で安定するビトリファイドボンド超砥粒ホイールおよびそれを用いた研削加工方法を提供する。
【解決手段】超砥粒層には分散して配置された小径気孔と、分散して配置された球状の大径気孔を含む。
球状の大径気孔を含むことにより、超砥粒層が摩耗する過程において、超砥粒層に露出する気孔の総面積がほぼ一定であるので、超砥粒層が工作物に作用する面積が変化しないため研削抵抗値が低い値で安定する。
球状の大径気孔は、断面が略円形または略楕円形であり、その短径aと長径bの比a/bの平均値(以下、「真球度」という。)が0.5以上1以下のものを指す。大径気孔の真球度は、0.6〜1.0であることが好ましく、0.8〜1.0であることがより好ましい。
(もっと読む)
切削砥石、切削砥石を備えた切削加工機械、及び切削加工機械による切削加工方法
【課題】加工体を切削する切削砥石の外周と加工体間の加工点へクーラントを的確に供給し、切削砥石に構成された砥石等の切刃部の磨耗を抑制すると共に加工体の品質向上を図れるようにする。
【解決手段】台金17の外周部に砥石18を固着した切削砥石において、台金17の回転中心部にクーラント供給口23を設け、台金17の外周部や砥石18にはクーラントを噴出するクーラント噴出口21を設ける。これらクーラント噴出口21とクーラント供給口23とを連通する密閉されたクーラント通路20を切削砥石2内に設ける。クーラント通路20を通じてクーラント噴出口21からクーラントを噴出することができるので、切削砥石2を回転して加工体を切削するに際し、切削砥石2の外周と加工体間の摩擦熱の発生する加工点へ的確にクーラントを供給でき冷却及び遊離粉の除去を確実に行うことができる。
(もっと読む)
砥石およびその製造方法
【課題】砥石チップの接着面に凹凸を形成することにより、アンカー効果と接着表面積の増大を可能にした砥石およびその製造方法を提供する。
【解決手段】連続気孔を有しない独立気孔16を持った砥石チップ12の接着面12aを、砥石コア11のチップ取付面11aに接着剤18を介して接着した砥石10にして、砥石チップの接着面に凹凸形成手段によって凹凸17を形成した。砥石チップは、例えば、立方晶窒化ホウ素粒またはダイヤモンド粒からなる超砥粒を、酸化物粒子と非結晶ガラスとからなるビトリファイドボンド結合剤により結合してなる。
(もっと読む)
円筒内面部の加工方法
【課題】容易に円筒内面部の内径、面荒さ及び同軸度の精度を向上させることができる加工技術を提供することを課題とする。
【解決手段】円筒内面部の加工方法は、単層砥粒21を整列配置した砥石13を筒状のツールホルダ11の周方向に略等ピッチで複数列設けた中ぐり工具10を準備する工程と、中ぐり工具10を被研削物14の円筒内面部15に進入させて研削する工程と、からなる。
【効果】砥石がツールホルダの周方向に略等ピッチで配置されているので、周方向から軸の中心に向けてバランス良く力を受け、ツールホルダが撓むことがなく円筒内面部をバランス良く研削でき、容易に加工精度を向上させることができる。
(もっと読む)
マトリックスからのダイヤ砥粒の突出高さを調節でき、内外径を強固に維持できる表面植込み型ダイヤモンド・ビット
【課題】表面植込み型ビットのダイヤモンドを保持するマトリックス面と、掘削する岩とのクリアランスを大きく取り、穿孔の冷却と切り屑の除去を目的とした冷却水の循環をスペースを確保する。
【解決手段】刃先となるダイヤ砥粒10を保持するマトリックス20を高さ方向に二階建て構造とし、二階層はダイヤ粒子より十分大きい台座で構成させ、マトリックスより突出させた二階層の台座を構築する。製造は含浸法で、グラファイト製のメス型を加工して構成する。二階層部はダイヤの埋め込み孔をグラファイト型にドリル、エンドミルやボールエンドミルで加工成形する。ダイヤを乗せる一段目の台座の中心に、更にダイヤサイズに応じた深さに加工する。
(もっと読む)
研削ホイール
【課題】 研削面にムシレ及び割れを生じることなく硬質脆性材料を所望の厚みに研削可能な研削ホイールを提供することである。
【解決手段】 被加工物を研削する研削ホイールであって、ホイールマウントに装着されるホイールマウント装着面を有する環状基台と、該環状基台の自由端部にリング状に配設されたダイアモンド砥粒にホウ素化合物を添加して構成された複数の研削砥石と、を具備したことを特徴とする。ホウ素化合物は、B4C、HBN、又はCBNの何れかから構成される
(もっと読む)
研磨品を製造する急速工作システム及び方法
【課題】研磨品を製造する工作システム及び方法を改良する。
【解決手段】工作システムを消費者に提供する段階と、カートリッジを消費者に提供する段階と備えた、研磨品製造を容易にする方法。カートリッジが、カートリッジ本体、第1結合剤及び第1研磨粒を有している。カートリッジは、工作システムの一部として働くように構成されており、かつ、第1結合剤と第1研磨粒をパターン化された連続層において堆積させ、研磨構造を形成させる働きをする。
(もっと読む)
研削装置及び研削方法
【課題】被加工物に対して、砥石を交換することなく、低コストで黒皮研削から仕上研削まで実行することができる研削装置及び研削方法を提供する。
【解決手段】被加工物を載置する支持板と、該支持板と略平行な面にて回転することが可能な砥石が配置された回転体とを備える。回転体の主軸回転数を下げた状態で黒皮研削を実行し、黒皮研削が完了したか否かを負荷電流値の変動に基づいて検出し、黒皮研削が完了した時点で回転体の主軸回転数を上げる。
(もっと読む)
ホーニング砥石
【課題】自動車用エンジンのシリンダ内面などの円形孔の内面に対する油溜まり溝の形成工程及びプラトー面の創出工程を短縮化することができるホーニング砥石を提供する。
【解決手段】ホーニング砥石10は、シリンダ孔14の内面14aに油溜まり溝を形成するための主砥粒15と、主砥粒15より粒径の小さな二次砥粒16と、が混在するレジンボンド砥粒層17を備え、レジンボンド砥粒層17を構成するレジンボンド18のヤング率を18GPa〜30GPaとしている。また、主砥粒15の粒径に対する二次砥粒16の粒径の大小比率が1/8〜3/4であり、主砥粒15の粒径が#200(平均粒径76μm)〜#600(平均粒径30μm)であり、二次砥粒16の含有率が2.5%〜50%(体積比)であり、二次砥粒16の含有率(体積比)が、主砥粒15の含有率(体積比)の1.0倍〜2.5倍である。
(もっと読む)
1 - 20 / 140
[ Back to top ]