
金属とポリオレフィン樹脂の接合方法及び積層体
【課題】有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、通常の無極性のポリオレフィン樹脂を金属と強固に接合することができる、金属とポリオレフィン樹脂の接合方法及び積層体を提供する。
【解決手段】ポリオレフィン樹脂からなる樹脂基材の表面に表面改質層を形成するとともに、金属基材の表面に化成処理層または表面粗化層を形成し、前記表面改質層と前記化成処理層または表面粗化層とを対向させて、前記樹脂基材と前記金属基材を加熱圧着する、金属とポリオレフィン樹脂の接合方法、及び、該接合方法により樹脂基材と金属基材とを接合してなる積層体である。
【解決手段】ポリオレフィン樹脂からなる樹脂基材の表面に表面改質層を形成するとともに、金属基材の表面に化成処理層または表面粗化層を形成し、前記表面改質層と前記化成処理層または表面粗化層とを対向させて、前記樹脂基材と前記金属基材を加熱圧着する、金属とポリオレフィン樹脂の接合方法、及び、該接合方法により樹脂基材と金属基材とを接合してなる積層体である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属とポリオレフィン樹脂の接合方法に関する。さらに詳細には、有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、金属とポリオレフィン樹脂を強固に接合することができる、金属とポリオレフィン樹脂の接合方法、及び、該接合方法により樹脂基材と金属基材とを接合してなる積層体に関する。
【背景技術】
【0002】
食品、飲料、電子機器部品、医薬品などの包装に使用される袋体等の包装容器の分野では、ポリエチレンやポリプロピレン等のポリオレフィン樹脂フィルムと、アルミニウム箔等の金属箔を組み合わせて積層し、包装する内容物の性質、包装された包装体の使用方法に応じて必要な機能を有する積層フィルムが使用される。そのような積層フィルムとして、例えば、内容物を充填した後、包装容器の充填口を加熱バーによる溶着、いわゆるヒートシールにより密封する場合には、ヒートシール面となる包装容器の内面にはヒートシール性に優れたポリエチレン等のポリオレフィン樹脂層がヒートシール層として使用される。金属箔は、ガスバリア性や遮光性等の機能を付与したりするために用いられる。
【0003】
ポリオレフィン樹脂フィルムと金属箔を積層する場合、十分な接着強度を得るためには、金属箔の表面に接着剤を塗布して形成した接着剤層や、アンカーコート剤を塗布して形成したアンカーコート剤層が用いられている。しかし、接着剤層やアンカーコート剤層を用いる場合、それらの積層工程に際し溶剤を蒸発、乾燥させることにより発生するVOC(揮発性有機化合物)が大気中に散逸することが問題となっている。また、接着剤層を用いる場合には、ドライラミネート後に数日程度のエージング期間を必要とし、生産効率が低いという問題もある。
【0004】
このため、より好ましい包装容器用の積層フィルムの製造方法として、接着剤層やアンカーコート剤層を用いないで、高い接着強度を有する積層フィルムを製造できる方法が求められている。
このような要望に対して、接着強度を増加させるための処理を行い、接着剤層やアンカーコート剤層を用いないで積層フィルムを製造する方法に関して、様々な提案がなされている。
【0005】
特許文献1には、特定のポリエチレンに、エポキシ基及びアルコキシ基を有するシランカップリング剤を添加した樹脂組成物を用いてなり、そのフィルム表面の少なくとも片面が酸化処理されている接着性フィルムが記載されている。
特許文献2には、ポリエステルやフッ素樹脂からなる樹脂フィルムと、金属箔又は蒸着フィルムと、エポキシ化合物を含むポリエチレン系樹脂層とが積層され、ポリエチレン系樹脂層や樹脂フィルムを酸化処理して、金属箔又は蒸着フィルムと接着した太陽電池用バックシートが記載されている。
特許文献3には、ガラス板、プラスチック板、金属板等の基板を接着する際に、双方の基板の表面に、プラズマ処理や光オゾン処理により、酸素又は窒素を含む反応活性基又はラジカルを発生させ、前記処理を施した表面同士を密着させて加圧することにより、2枚の基板を貼り合わせる接着方法が記載されている。
特許文献4には、積層体シートの金属箔層と熱接着樹脂層との間に設けられた内層の金属箔層に接する面に、プラズマ処理面が設けられている電池ケース用シートが記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4539030号公報
【特許文献2】特開2010−186933号公報
【特許文献3】特開2005−11649号公報
【特許文献4】WO99/40634号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1の接着性フィルムは、あらかじめシランカップリング剤をフィルムに添加しておく必要があり、通常のポリエチレン樹脂フィルムから製造することはできない。
特許文献2のポリエチレン系樹脂層には、あらかじめエポキシ化合物を添加しておく必要があり、通常のポリエチレン樹脂フィルムから製造することはできない。
特許文献3の接着方法は、実施例として、ガラス基板又はITO、SiO、Al等の無機材料や金属材料等の接合層を設けたガラス基板同士の接着のみが示されており、プラスチックに適用した例は記載されていない。
特許文献4の電池ケース用シートにおいて、プラズマ処理面が設けられる内層(第3の基材層)は、極性の高いナイロンや酸変性ポリエチレンであり、通常の無極性のポリオレフィンに適用した例は記載されていない。
【0008】
本発明は、上記事情に鑑みてなされたものであり、有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、通常の無極性のポリオレフィン樹脂を金属と強固に接合することができる、金属とポリオレフィン樹脂の接合方法、及び、該接合方法により樹脂基材と金属基材とを接合してなる積層体を提供することを課題とする。
【課題を解決するための手段】
【0009】
前記課題を解決するため、本発明は、ポリオレフィン樹脂からなる樹脂基材の表面に表面改質層を形成するとともに、金属基材の表面に化成処理層または表面粗化層を形成し、前記表面改質層と前記化成処理層または表面粗化層とを対向させて、前記樹脂基材と前記金属基材を加熱圧着することを特徴とする、金属とポリオレフィン樹脂の接合方法を提供する。
前記ポリオレフィン樹脂がポリエチレンであり、その表面改質がプラズマ放電処理であることが好ましい。また、前記金属がアルミニウムであり、その表面にベーマイト処理を施すことが好ましい。前記ベーマイト処理をしたアルミニウム表面の粗さがRaとして0.07μm以上であることが好ましい。
また、ポリオレフィン樹脂からなる樹脂基材の表面にプラズマ放電処理による表面改質層が形成され、金属箔の表面にベーマイト処理層が形成され、前記樹脂基材の表面改質層と前記金属箔のベーマイト処理層とを対向させて加熱圧着してなることを特徴とする、ポリオレフィン樹脂基材と金属箔との積層体を提供する。
【発明の効果】
【0010】
本発明によれば、有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、通常の無極性のポリオレフィン樹脂を金属と強固に接合して、樹脂基材と金属基材とを接合してなる積層体を得ることができる。
【図面の簡単な説明】
【0011】
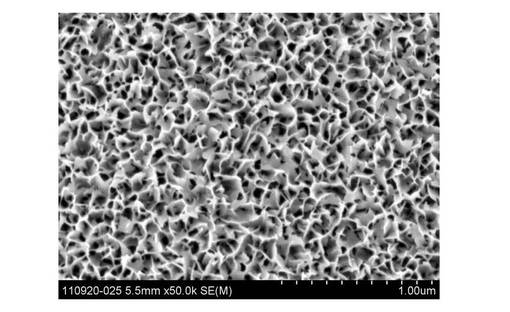
【図1】実施例1によるベーマイト処理をしたアルミ表面のSEM写真である。
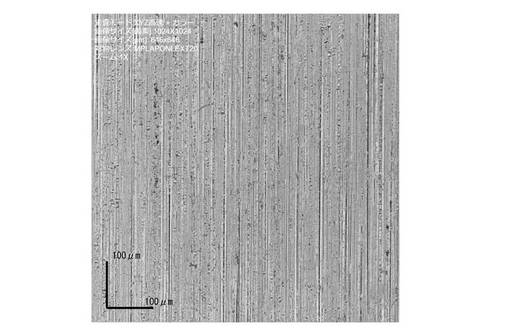
【図2】実施例1によるベーマイト処理をしたアルミ表面のレーザ顕微鏡写真である。
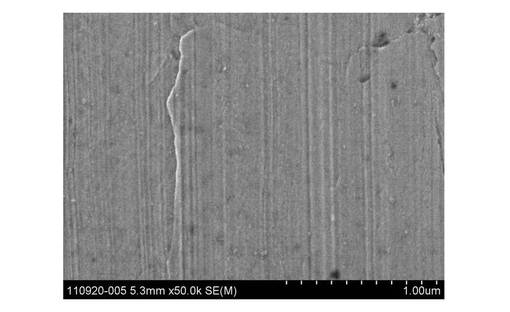
【図3】比較例1による未処理のアルミ表面のSEM写真である。
【図4】比較例1による未処理のアルミ表面のレーザ顕微鏡写真である。
【発明を実施するための形態】
【0012】
以下、好適な実施の形態に基づいて、本発明を説明する。
本発明に係わる金属とポリオレフィン樹脂の接合方法は、
(1)ポリオレフィン樹脂からなる樹脂基材の表面に表面改質層を形成する工程、
(2)金属基材の表面に化成処理層または表面粗化層を形成する工程、
(3)表面改質層と化成処理層または表面粗化層とを対向させて、樹脂基材と金属基材を加熱圧着する工程、を備えることを特徴とする。
ここで、工程(1)と、工程(2)の前後関係は、特に限定されるものではなく、いずれを前、いずれを後にすることもできる。工程(1)は乾式で行われるのに対し、工程(2)は湿式で行われることから、あらかじめ工程(2)を行い、工程(1)は、工程(3)の直前に行ってもよい。
【0013】
本発明の樹脂基材に用いられる樹脂としては、ポリエチレン、ポリプロピレン等の熱可塑性ポリオレフィン樹脂が挙げられる。
ポリエチレンとしては、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)等が挙げられ、プロピレンやブテン、ヘキセンなど他のα−オレフィンを共重合したものでもよい。ポリプロピレンとしては、延伸ポリプロピレン(OPP)、無延伸ポリプロピレン(CPP)等が挙げられ、エチレンやブテン、ヘキセンなど他のα−オレフィンを共重合したものでもよい。
【0014】
樹脂基材の厚みは、厚みが10〜500μm程度が好ましい。厚みが10μm以下であると皺に成り易く、ロールtoロールでの加工を行うことが困難であり取扱いに不自由が生じる。また、厚みが500μmを超えると、剛性が高くて可撓性がなくなり、薄すぎる場合と同様に、ロールtoロールでの加工を行うことが困難であり取扱いに不自由が生じる。
また、樹脂基材の厚みが500μmを超える場合には、ロール体に巻き取ることが困難であることから、一定の寸法長さで切断された樹脂シートとすることができる。
【0015】
(1)表面改質層の形成工程
ポリオレフィン樹脂からなる樹脂基材への表面改質層の形成方法としては、例えば空気雰囲気でのコロナ放電処理(エアコロナ処理)、窒素ガス雰囲気でのコロナ放電処理、大気圧グロープラズマ処理等が挙げられる。
【0016】
(コロナ放電処理)
コロナ放電による表面改質の処理は、高周波電源電圧を用いて大気中にコロナ放電を発生させ、それに伴って発生する電子やイオンを樹脂基材の表面に照射し、樹脂基材の表面に官能基を付加することによって樹脂基材の表面改質を行うものである。
空気雰囲気下で行われるコロナ放電処理(エアコロナ処理)では、コロナ放電処理した樹脂フィルムの表面が酸化され、該樹脂フィルムの表面において、高分子の主鎖や側鎖に、カルボニル基(>CO)やカルボキシル基(−COOH)などの酸素官能基が主として生成すると考えられる。
【0017】
(窒素ガス雰囲気でのコロナ放電処理)
また、窒素ガス雰囲気でのコロナ放電処理を行い、窒素ガスを反応ガスとすることで、樹脂基材の表面の高分子の主鎖や側鎖に、接着に寄与すると思われるアミノ基(−NH2)等の窒素官能基が主として生成すると考えられる。さらに、窒素ガス雰囲気でのコロナ放電処理は、通常の空気雰囲気でのコロナ放電処理(エアコロナ処理)と異なり、窒素ガス雰囲気中で放電が起こっているために、空気雰囲気でのコロナ放電処理(エアコロナ処理)を行った場合に発生する空気中の不純物による脆弱層の発生が抑えられる。幾つかの特許文献では、窒素ガスも大気圧グロープラズマ処理の雰囲気ガスとして使用できるような記載があるが、放電状態を観察すると大気圧グロープラズマ放電ではない。しかしながら、窒素ガス雰囲気でのコロナ放電は、放電条件の調整によって雷のようなストリーマー状(線状)、すなわち空気雰囲気でのコロナ放電よりは緩やかな(マイルドな)グローに近い放電が可能であるため、エアコロナ処理よりも均一な表面改質として利用できる。
【0018】
(大気圧グロープラズマ処理)
従来、真空状態で放電させる低温プラズマ処理が表面改質に用いられていたが、真空設備を要することから装置が大掛かりとなり操作が煩雑であるという欠点があった。このため、通常、真空状態でしか発生できないグロー放電状態を大気圧下で発生させ、それにより生じる反応ラジカル、電子などを用いて表面改質を行う大気圧プラズマ処理装置が、樹脂フィルムの濡れ性改善・接着性改善に簡便に使用されるようになった。
大気圧グロープラズマ処理は、雰囲気ガスとしてヘリウム、アルゴンなどの希ガス元素を用いることで安定にグロー放電が保持され、雷のようなストリーマー状(線状)、すなわち空気雰囲気でのコロナ放電よりも、むらの無い均一な表面改質が可能である。幾つかの特許文献では、窒素ガスも大気圧グロープラズマ処理の雰囲気ガスとして使用できるような記載があるが、放電状態を観察すると大気圧グロープラズマ放電ではない。
【0019】
本発明での大気圧プラズマ処理とは、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理であり、窒素ガス、酸素ガス、炭酸ガス等を反応ガスとすることができる。
酸素ガスを反応ガスとする大気圧プラズマ処理では、樹脂基材の表面において、高分子の主鎖や側鎖に、カルボニル基(>CO)やカルボキシル基(−COOH)などの酸素官能基が主として生成する。また、窒素系ガスを反応ガスとする、例えば、N2、N2O、NH3など、さらにH2、O2などを混合することにより、アミノ基、アミド基なども意図的に導入することができる。また、反応ガスには、CH4、CO2等を添加してもよい。CO2を反応ガスとした場合には、樹脂基材の表面に弱い酸化が起こり、酸素官能基が主に生成する。
【0020】
(2)化成処理層または表面粗化層の形成工程
金属基材を構成する金属としては、アルミニウム(Al)、銅(Cu)、ニッケル(Ni)、クロム(Cr)、亜鉛(Zn)などの金属、これらの2種または3種以上の金属の合金などが挙げられる。金属基材の形状や厚みは特に制限されないが、金属箔であると、フィルム又はシート状の樹脂基材との加熱圧着が容易であり、好ましい。
【0021】
化成処理層を形成するための化成処理とは、陽極酸化とは異なって、無電解で酸化剤を用いて化学的に酸化皮膜を生成する処理であり、ベーマイト処理(水和酸化処理)、リン酸や有機酸を主成分とする非クロム酸系処理、リン酸クロメートやクロム酸クロメート等のクロメート処理、リン酸亜鉛処理、MBV法やEW法等のアルカリ−クロム酸塩系処理などが挙げられる。化成処理により、金属基材の表面には、金属酸化物や金属水酸化物等からなる化成処理層(皮膜)が形成される。
ベーマイト処理(水和酸化処理)に際しては、Al基材の表面を熱水や熱水蒸気で処理することにより、表面にベーマイト(AlOOH)等のアルミニウム水和酸化物〔Al2O3・nH2O〕が生成する。反応促進剤として、トリエタノールアミン等のアミン類やアンモニアを用いることができる。
【0022】
表面粗化層を形成するための粗化処理としては、酸、アルカリ、塩類等によるエッチング処理や、電解液中での電解腐食などが挙げられる。粗化処理により、金属基材の表面が粗化され、表面粗化層が形成される。
エッチング処理に用いられるエッチング液としては、例えば、Cuの場合は塩化第二鉄や硝酸など、Alの場合は水酸化ナトリウム、リン酸ナトリウム、リン酸、希硝酸など、ニッケルの場合は、塩化第二鉄、塩化第二銅などが挙げられる。電解腐食に用いられる電解液としては、塩化ナトリウム、塩化アンモニウムなどの水溶液が挙げられる。
また、上記のベーマイト処理でも、化成処理と同時に表面粗化を行うことができる。ベーマイト処理をしたアルミニウム表面の粗さは、Raとして0.07μm以上が好ましい。また、未処理のアルミニウム表面と比較したRaの増加が、0.01μm以上あることが好ましい。
【0023】
化成処理層または表面粗化層を形成する前に行う前処理としては、有機溶剤や界面活性剤等を用いた脱脂処理、アルカリ水溶液を用いた自然酸化皮膜除去処理、イオン交換水等の純水を用いた洗浄処理などが挙げられる。
【0024】
(3)加熱圧着工程
樹脂基材の表面改質層と、金属基材の化成処理層または表面粗化層とを対向させて、樹脂基材と金属基材を加熱圧着する。これにより、有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、金属とポリオレフィン樹脂を強固に接合することができる。
【0025】
樹脂基材は、ロールから繰り出したフィルムに表面改質層を設けたものでも、あらかじめ一定の寸法長さで切断された樹脂シートに表面改質層を設けたものでもよい。該樹脂基材と金属基材との加熱圧着は、熱ラミネートで行うことができる。
樹脂基材と金属基材との圧着は、両基材を搬送しながら一対のロール間で連続的に行うこともでき、両基材を静止状態でプレスしてもよい。加熱圧着は、あらかじめ加熱した基材をプレスしてもよいが、基材をプレスする部材の少なくとも一つにヒータを設け、基材のプレス中も加熱できるようにすることが好ましい。
【0026】
本発明により得られるポリオレフィン樹脂基材と金属箔との積層体は、包装容器、電磁波シールドシート、ガスバリアシート、保護フィルム、反射材、電子・OA機器用部材、医療用部材、などの各種用途に使用できる。
本発明の積層体は、さらに他の基材と積層して、3層以上の複合材料を構成するために用いることもできる。他の基材としては、ポリオレフィン、ナイロン、ポリエステル等の樹脂フィルム、紙、セロハン等が挙げられる。
【実施例】
【0027】
以下、実施例をもって本発明を具体的に説明する。
【0028】
・大気圧プラズマ処理の処理条件
下部電極の上に樹脂基材を載置し、上部電極の下に配置して、両電極間にプラズマ放電を発生させ、次の条件で、樹脂基材の大気圧プラズマ処理を行った。
放電周波数 13.56MHz
放電電力 40〜240W
変調周波数 15〜20kHz
He流量 0〜5slm(標準リットル毎分)
電極間距離 1〜4mm
放電処理時間 0.05〜0.5s
【0029】
・ベーマイト処理の処理条件
前処理として、アルミニウム箔をトリクロロエチレンで5分間超音波洗浄した後、イオン交換水で5分間超音波洗浄した。乾燥後、アルミニウム箔を、トリエタノールアミン(0.1〜3%)を添加した沸騰水に一定時間(10〜600s)浸漬して、アルミニウム箔の表面に、ベーマイト処理層を生成させた。
【0030】
・加熱圧着の処理条件
ベーマイト処理したアルミニウム箔を、該ベーマイト処理面を上として、温度を30℃に調整した受け台の上に載置した。該アルミニウム箔の上に、大気圧プラズマ処理をしたポリエチレン樹脂フィルムを、該大気圧プラズマ処理を下として重ね合わせ、その上から、温度を140℃に調整したプレス金型で0.4MPaで10秒間、圧着した。
【0031】
・剥離強度の測定条件
加熱圧着して得た積層体の自由端(未圧着部)を起点として、ポリエチレン樹脂フィルムをアルミニウム箔から5mm/minの剥離速度で引っ張りながら180°剥離強度(N/m)を測定した。
【0032】
(実施例1)
大気圧プラズマ処理の処理条件において、放電周波数を13.56MHz、放電電力を60W、変調周波数を15kHz、He流量を5slm、電極間距離を4mm、放電時間を0.1sとして、ポリエチレン樹脂フィルムの片面に大気圧プラズマ処理を行った。
また、ベーマイト処理の処理条件において、トリエタノールアミンによる処理濃度を0.3%とし、沸騰水への浸漬による処理時間を60sとして、アルミニウム箔の表面に、ベーマイト処理層を生成させた。
ベーマイト処理をしたアルミニウム箔の表面を、SEMで観察したところ(図1)、表面に多数の凹凸が観察された。また、レーザ顕微鏡を用いて非接触式で表面粗さを測定したところ(図2)、Ra=0.071μmであった。
大気圧プラズマ処理をしたポリエチレン樹脂フィルムと、ベーマイト処理をしたアルミニウム箔とを、上述したように上部140℃、下部30℃の温度調整の下、0.4MPa、10秒間の条件で加熱圧着して、実施例1の積層体を得た。実施例1の積層体について、剥離強度を測定したところ、剥離強度は約400N/mであった。
【0033】
(比較例1)
アルミニウム箔の表面にベーマイト処理を行わないこと以外は実施例1と同様にして、大気圧プラズマ処理をしたポリエチレン樹脂フィルムと、ベーマイト処理をしていないアルミニウム箔とを加熱圧着して、比較例1の積層体を得た。比較例1の積層体について、剥離強度を測定したところ、剥離強度は約200N/mであった。
なお、未処理のアルミニウム箔の表面を、SEMで観察したところ(図3)、表面はおおむね平滑であった。また、レーザ顕微鏡を用いて非接触式で表面粗さを測定したところ(図4)、Ra=0.059μmであった。
【技術分野】
【0001】
本発明は、金属とポリオレフィン樹脂の接合方法に関する。さらに詳細には、有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、金属とポリオレフィン樹脂を強固に接合することができる、金属とポリオレフィン樹脂の接合方法、及び、該接合方法により樹脂基材と金属基材とを接合してなる積層体に関する。
【背景技術】
【0002】
食品、飲料、電子機器部品、医薬品などの包装に使用される袋体等の包装容器の分野では、ポリエチレンやポリプロピレン等のポリオレフィン樹脂フィルムと、アルミニウム箔等の金属箔を組み合わせて積層し、包装する内容物の性質、包装された包装体の使用方法に応じて必要な機能を有する積層フィルムが使用される。そのような積層フィルムとして、例えば、内容物を充填した後、包装容器の充填口を加熱バーによる溶着、いわゆるヒートシールにより密封する場合には、ヒートシール面となる包装容器の内面にはヒートシール性に優れたポリエチレン等のポリオレフィン樹脂層がヒートシール層として使用される。金属箔は、ガスバリア性や遮光性等の機能を付与したりするために用いられる。
【0003】
ポリオレフィン樹脂フィルムと金属箔を積層する場合、十分な接着強度を得るためには、金属箔の表面に接着剤を塗布して形成した接着剤層や、アンカーコート剤を塗布して形成したアンカーコート剤層が用いられている。しかし、接着剤層やアンカーコート剤層を用いる場合、それらの積層工程に際し溶剤を蒸発、乾燥させることにより発生するVOC(揮発性有機化合物)が大気中に散逸することが問題となっている。また、接着剤層を用いる場合には、ドライラミネート後に数日程度のエージング期間を必要とし、生産効率が低いという問題もある。
【0004】
このため、より好ましい包装容器用の積層フィルムの製造方法として、接着剤層やアンカーコート剤層を用いないで、高い接着強度を有する積層フィルムを製造できる方法が求められている。
このような要望に対して、接着強度を増加させるための処理を行い、接着剤層やアンカーコート剤層を用いないで積層フィルムを製造する方法に関して、様々な提案がなされている。
【0005】
特許文献1には、特定のポリエチレンに、エポキシ基及びアルコキシ基を有するシランカップリング剤を添加した樹脂組成物を用いてなり、そのフィルム表面の少なくとも片面が酸化処理されている接着性フィルムが記載されている。
特許文献2には、ポリエステルやフッ素樹脂からなる樹脂フィルムと、金属箔又は蒸着フィルムと、エポキシ化合物を含むポリエチレン系樹脂層とが積層され、ポリエチレン系樹脂層や樹脂フィルムを酸化処理して、金属箔又は蒸着フィルムと接着した太陽電池用バックシートが記載されている。
特許文献3には、ガラス板、プラスチック板、金属板等の基板を接着する際に、双方の基板の表面に、プラズマ処理や光オゾン処理により、酸素又は窒素を含む反応活性基又はラジカルを発生させ、前記処理を施した表面同士を密着させて加圧することにより、2枚の基板を貼り合わせる接着方法が記載されている。
特許文献4には、積層体シートの金属箔層と熱接着樹脂層との間に設けられた内層の金属箔層に接する面に、プラズマ処理面が設けられている電池ケース用シートが記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4539030号公報
【特許文献2】特開2010−186933号公報
【特許文献3】特開2005−11649号公報
【特許文献4】WO99/40634号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1の接着性フィルムは、あらかじめシランカップリング剤をフィルムに添加しておく必要があり、通常のポリエチレン樹脂フィルムから製造することはできない。
特許文献2のポリエチレン系樹脂層には、あらかじめエポキシ化合物を添加しておく必要があり、通常のポリエチレン樹脂フィルムから製造することはできない。
特許文献3の接着方法は、実施例として、ガラス基板又はITO、SiO、Al等の無機材料や金属材料等の接合層を設けたガラス基板同士の接着のみが示されており、プラスチックに適用した例は記載されていない。
特許文献4の電池ケース用シートにおいて、プラズマ処理面が設けられる内層(第3の基材層)は、極性の高いナイロンや酸変性ポリエチレンであり、通常の無極性のポリオレフィンに適用した例は記載されていない。
【0008】
本発明は、上記事情に鑑みてなされたものであり、有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、通常の無極性のポリオレフィン樹脂を金属と強固に接合することができる、金属とポリオレフィン樹脂の接合方法、及び、該接合方法により樹脂基材と金属基材とを接合してなる積層体を提供することを課題とする。
【課題を解決するための手段】
【0009】
前記課題を解決するため、本発明は、ポリオレフィン樹脂からなる樹脂基材の表面に表面改質層を形成するとともに、金属基材の表面に化成処理層または表面粗化層を形成し、前記表面改質層と前記化成処理層または表面粗化層とを対向させて、前記樹脂基材と前記金属基材を加熱圧着することを特徴とする、金属とポリオレフィン樹脂の接合方法を提供する。
前記ポリオレフィン樹脂がポリエチレンであり、その表面改質がプラズマ放電処理であることが好ましい。また、前記金属がアルミニウムであり、その表面にベーマイト処理を施すことが好ましい。前記ベーマイト処理をしたアルミニウム表面の粗さがRaとして0.07μm以上であることが好ましい。
また、ポリオレフィン樹脂からなる樹脂基材の表面にプラズマ放電処理による表面改質層が形成され、金属箔の表面にベーマイト処理層が形成され、前記樹脂基材の表面改質層と前記金属箔のベーマイト処理層とを対向させて加熱圧着してなることを特徴とする、ポリオレフィン樹脂基材と金属箔との積層体を提供する。
【発明の効果】
【0010】
本発明によれば、有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、通常の無極性のポリオレフィン樹脂を金属と強固に接合して、樹脂基材と金属基材とを接合してなる積層体を得ることができる。
【図面の簡単な説明】
【0011】
【図1】実施例1によるベーマイト処理をしたアルミ表面のSEM写真である。
【図2】実施例1によるベーマイト処理をしたアルミ表面のレーザ顕微鏡写真である。
【図3】比較例1による未処理のアルミ表面のSEM写真である。
【図4】比較例1による未処理のアルミ表面のレーザ顕微鏡写真である。
【発明を実施するための形態】
【0012】
以下、好適な実施の形態に基づいて、本発明を説明する。
本発明に係わる金属とポリオレフィン樹脂の接合方法は、
(1)ポリオレフィン樹脂からなる樹脂基材の表面に表面改質層を形成する工程、
(2)金属基材の表面に化成処理層または表面粗化層を形成する工程、
(3)表面改質層と化成処理層または表面粗化層とを対向させて、樹脂基材と金属基材を加熱圧着する工程、を備えることを特徴とする。
ここで、工程(1)と、工程(2)の前後関係は、特に限定されるものではなく、いずれを前、いずれを後にすることもできる。工程(1)は乾式で行われるのに対し、工程(2)は湿式で行われることから、あらかじめ工程(2)を行い、工程(1)は、工程(3)の直前に行ってもよい。
【0013】
本発明の樹脂基材に用いられる樹脂としては、ポリエチレン、ポリプロピレン等の熱可塑性ポリオレフィン樹脂が挙げられる。
ポリエチレンとしては、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)等が挙げられ、プロピレンやブテン、ヘキセンなど他のα−オレフィンを共重合したものでもよい。ポリプロピレンとしては、延伸ポリプロピレン(OPP)、無延伸ポリプロピレン(CPP)等が挙げられ、エチレンやブテン、ヘキセンなど他のα−オレフィンを共重合したものでもよい。
【0014】
樹脂基材の厚みは、厚みが10〜500μm程度が好ましい。厚みが10μm以下であると皺に成り易く、ロールtoロールでの加工を行うことが困難であり取扱いに不自由が生じる。また、厚みが500μmを超えると、剛性が高くて可撓性がなくなり、薄すぎる場合と同様に、ロールtoロールでの加工を行うことが困難であり取扱いに不自由が生じる。
また、樹脂基材の厚みが500μmを超える場合には、ロール体に巻き取ることが困難であることから、一定の寸法長さで切断された樹脂シートとすることができる。
【0015】
(1)表面改質層の形成工程
ポリオレフィン樹脂からなる樹脂基材への表面改質層の形成方法としては、例えば空気雰囲気でのコロナ放電処理(エアコロナ処理)、窒素ガス雰囲気でのコロナ放電処理、大気圧グロープラズマ処理等が挙げられる。
【0016】
(コロナ放電処理)
コロナ放電による表面改質の処理は、高周波電源電圧を用いて大気中にコロナ放電を発生させ、それに伴って発生する電子やイオンを樹脂基材の表面に照射し、樹脂基材の表面に官能基を付加することによって樹脂基材の表面改質を行うものである。
空気雰囲気下で行われるコロナ放電処理(エアコロナ処理)では、コロナ放電処理した樹脂フィルムの表面が酸化され、該樹脂フィルムの表面において、高分子の主鎖や側鎖に、カルボニル基(>CO)やカルボキシル基(−COOH)などの酸素官能基が主として生成すると考えられる。
【0017】
(窒素ガス雰囲気でのコロナ放電処理)
また、窒素ガス雰囲気でのコロナ放電処理を行い、窒素ガスを反応ガスとすることで、樹脂基材の表面の高分子の主鎖や側鎖に、接着に寄与すると思われるアミノ基(−NH2)等の窒素官能基が主として生成すると考えられる。さらに、窒素ガス雰囲気でのコロナ放電処理は、通常の空気雰囲気でのコロナ放電処理(エアコロナ処理)と異なり、窒素ガス雰囲気中で放電が起こっているために、空気雰囲気でのコロナ放電処理(エアコロナ処理)を行った場合に発生する空気中の不純物による脆弱層の発生が抑えられる。幾つかの特許文献では、窒素ガスも大気圧グロープラズマ処理の雰囲気ガスとして使用できるような記載があるが、放電状態を観察すると大気圧グロープラズマ放電ではない。しかしながら、窒素ガス雰囲気でのコロナ放電は、放電条件の調整によって雷のようなストリーマー状(線状)、すなわち空気雰囲気でのコロナ放電よりは緩やかな(マイルドな)グローに近い放電が可能であるため、エアコロナ処理よりも均一な表面改質として利用できる。
【0018】
(大気圧グロープラズマ処理)
従来、真空状態で放電させる低温プラズマ処理が表面改質に用いられていたが、真空設備を要することから装置が大掛かりとなり操作が煩雑であるという欠点があった。このため、通常、真空状態でしか発生できないグロー放電状態を大気圧下で発生させ、それにより生じる反応ラジカル、電子などを用いて表面改質を行う大気圧プラズマ処理装置が、樹脂フィルムの濡れ性改善・接着性改善に簡便に使用されるようになった。
大気圧グロープラズマ処理は、雰囲気ガスとしてヘリウム、アルゴンなどの希ガス元素を用いることで安定にグロー放電が保持され、雷のようなストリーマー状(線状)、すなわち空気雰囲気でのコロナ放電よりも、むらの無い均一な表面改質が可能である。幾つかの特許文献では、窒素ガスも大気圧グロープラズマ処理の雰囲気ガスとして使用できるような記載があるが、放電状態を観察すると大気圧グロープラズマ放電ではない。
【0019】
本発明での大気圧プラズマ処理とは、窒素ガス雰囲気でのコロナ放電処理、あるいはヘリウム、アルゴンなどの希ガス雰囲気での大気圧グロープラズマ処理であり、窒素ガス、酸素ガス、炭酸ガス等を反応ガスとすることができる。
酸素ガスを反応ガスとする大気圧プラズマ処理では、樹脂基材の表面において、高分子の主鎖や側鎖に、カルボニル基(>CO)やカルボキシル基(−COOH)などの酸素官能基が主として生成する。また、窒素系ガスを反応ガスとする、例えば、N2、N2O、NH3など、さらにH2、O2などを混合することにより、アミノ基、アミド基なども意図的に導入することができる。また、反応ガスには、CH4、CO2等を添加してもよい。CO2を反応ガスとした場合には、樹脂基材の表面に弱い酸化が起こり、酸素官能基が主に生成する。
【0020】
(2)化成処理層または表面粗化層の形成工程
金属基材を構成する金属としては、アルミニウム(Al)、銅(Cu)、ニッケル(Ni)、クロム(Cr)、亜鉛(Zn)などの金属、これらの2種または3種以上の金属の合金などが挙げられる。金属基材の形状や厚みは特に制限されないが、金属箔であると、フィルム又はシート状の樹脂基材との加熱圧着が容易であり、好ましい。
【0021】
化成処理層を形成するための化成処理とは、陽極酸化とは異なって、無電解で酸化剤を用いて化学的に酸化皮膜を生成する処理であり、ベーマイト処理(水和酸化処理)、リン酸や有機酸を主成分とする非クロム酸系処理、リン酸クロメートやクロム酸クロメート等のクロメート処理、リン酸亜鉛処理、MBV法やEW法等のアルカリ−クロム酸塩系処理などが挙げられる。化成処理により、金属基材の表面には、金属酸化物や金属水酸化物等からなる化成処理層(皮膜)が形成される。
ベーマイト処理(水和酸化処理)に際しては、Al基材の表面を熱水や熱水蒸気で処理することにより、表面にベーマイト(AlOOH)等のアルミニウム水和酸化物〔Al2O3・nH2O〕が生成する。反応促進剤として、トリエタノールアミン等のアミン類やアンモニアを用いることができる。
【0022】
表面粗化層を形成するための粗化処理としては、酸、アルカリ、塩類等によるエッチング処理や、電解液中での電解腐食などが挙げられる。粗化処理により、金属基材の表面が粗化され、表面粗化層が形成される。
エッチング処理に用いられるエッチング液としては、例えば、Cuの場合は塩化第二鉄や硝酸など、Alの場合は水酸化ナトリウム、リン酸ナトリウム、リン酸、希硝酸など、ニッケルの場合は、塩化第二鉄、塩化第二銅などが挙げられる。電解腐食に用いられる電解液としては、塩化ナトリウム、塩化アンモニウムなどの水溶液が挙げられる。
また、上記のベーマイト処理でも、化成処理と同時に表面粗化を行うことができる。ベーマイト処理をしたアルミニウム表面の粗さは、Raとして0.07μm以上が好ましい。また、未処理のアルミニウム表面と比較したRaの増加が、0.01μm以上あることが好ましい。
【0023】
化成処理層または表面粗化層を形成する前に行う前処理としては、有機溶剤や界面活性剤等を用いた脱脂処理、アルカリ水溶液を用いた自然酸化皮膜除去処理、イオン交換水等の純水を用いた洗浄処理などが挙げられる。
【0024】
(3)加熱圧着工程
樹脂基材の表面改質層と、金属基材の化成処理層または表面粗化層とを対向させて、樹脂基材と金属基材を加熱圧着する。これにより、有機溶剤を使った接着剤、アンカーコート剤の塗布やプライマー処理を行うことなく、金属とポリオレフィン樹脂を強固に接合することができる。
【0025】
樹脂基材は、ロールから繰り出したフィルムに表面改質層を設けたものでも、あらかじめ一定の寸法長さで切断された樹脂シートに表面改質層を設けたものでもよい。該樹脂基材と金属基材との加熱圧着は、熱ラミネートで行うことができる。
樹脂基材と金属基材との圧着は、両基材を搬送しながら一対のロール間で連続的に行うこともでき、両基材を静止状態でプレスしてもよい。加熱圧着は、あらかじめ加熱した基材をプレスしてもよいが、基材をプレスする部材の少なくとも一つにヒータを設け、基材のプレス中も加熱できるようにすることが好ましい。
【0026】
本発明により得られるポリオレフィン樹脂基材と金属箔との積層体は、包装容器、電磁波シールドシート、ガスバリアシート、保護フィルム、反射材、電子・OA機器用部材、医療用部材、などの各種用途に使用できる。
本発明の積層体は、さらに他の基材と積層して、3層以上の複合材料を構成するために用いることもできる。他の基材としては、ポリオレフィン、ナイロン、ポリエステル等の樹脂フィルム、紙、セロハン等が挙げられる。
【実施例】
【0027】
以下、実施例をもって本発明を具体的に説明する。
【0028】
・大気圧プラズマ処理の処理条件
下部電極の上に樹脂基材を載置し、上部電極の下に配置して、両電極間にプラズマ放電を発生させ、次の条件で、樹脂基材の大気圧プラズマ処理を行った。
放電周波数 13.56MHz
放電電力 40〜240W
変調周波数 15〜20kHz
He流量 0〜5slm(標準リットル毎分)
電極間距離 1〜4mm
放電処理時間 0.05〜0.5s
【0029】
・ベーマイト処理の処理条件
前処理として、アルミニウム箔をトリクロロエチレンで5分間超音波洗浄した後、イオン交換水で5分間超音波洗浄した。乾燥後、アルミニウム箔を、トリエタノールアミン(0.1〜3%)を添加した沸騰水に一定時間(10〜600s)浸漬して、アルミニウム箔の表面に、ベーマイト処理層を生成させた。
【0030】
・加熱圧着の処理条件
ベーマイト処理したアルミニウム箔を、該ベーマイト処理面を上として、温度を30℃に調整した受け台の上に載置した。該アルミニウム箔の上に、大気圧プラズマ処理をしたポリエチレン樹脂フィルムを、該大気圧プラズマ処理を下として重ね合わせ、その上から、温度を140℃に調整したプレス金型で0.4MPaで10秒間、圧着した。
【0031】
・剥離強度の測定条件
加熱圧着して得た積層体の自由端(未圧着部)を起点として、ポリエチレン樹脂フィルムをアルミニウム箔から5mm/minの剥離速度で引っ張りながら180°剥離強度(N/m)を測定した。
【0032】
(実施例1)
大気圧プラズマ処理の処理条件において、放電周波数を13.56MHz、放電電力を60W、変調周波数を15kHz、He流量を5slm、電極間距離を4mm、放電時間を0.1sとして、ポリエチレン樹脂フィルムの片面に大気圧プラズマ処理を行った。
また、ベーマイト処理の処理条件において、トリエタノールアミンによる処理濃度を0.3%とし、沸騰水への浸漬による処理時間を60sとして、アルミニウム箔の表面に、ベーマイト処理層を生成させた。
ベーマイト処理をしたアルミニウム箔の表面を、SEMで観察したところ(図1)、表面に多数の凹凸が観察された。また、レーザ顕微鏡を用いて非接触式で表面粗さを測定したところ(図2)、Ra=0.071μmであった。
大気圧プラズマ処理をしたポリエチレン樹脂フィルムと、ベーマイト処理をしたアルミニウム箔とを、上述したように上部140℃、下部30℃の温度調整の下、0.4MPa、10秒間の条件で加熱圧着して、実施例1の積層体を得た。実施例1の積層体について、剥離強度を測定したところ、剥離強度は約400N/mであった。
【0033】
(比較例1)
アルミニウム箔の表面にベーマイト処理を行わないこと以外は実施例1と同様にして、大気圧プラズマ処理をしたポリエチレン樹脂フィルムと、ベーマイト処理をしていないアルミニウム箔とを加熱圧着して、比較例1の積層体を得た。比較例1の積層体について、剥離強度を測定したところ、剥離強度は約200N/mであった。
なお、未処理のアルミニウム箔の表面を、SEMで観察したところ(図3)、表面はおおむね平滑であった。また、レーザ顕微鏡を用いて非接触式で表面粗さを測定したところ(図4)、Ra=0.059μmであった。
【特許請求の範囲】
【請求項1】
ポリオレフィン樹脂からなる樹脂基材の表面に表面改質層を形成するとともに、金属基材の表面に化成処理層または表面粗化層を形成し、前記表面改質層と前記化成処理層または表面粗化層とを対向させて、前記樹脂基材と前記金属基材を加熱圧着することを特徴とする、金属とポリオレフィン樹脂の接合方法。
【請求項2】
前記ポリオレフィン樹脂がポリエチレンであり、その表面改質がプラズマ放電処理であることを特徴とする、請求項1に記載の金属とポリオレフィン樹脂の接合方法。
【請求項3】
前記金属がアルミニウムであり、その表面にベーマイト処理を施すことを特徴とする、請求項1または2に記載の金属とポリオレフィン樹脂の接合方法。
【請求項4】
前記ベーマイト処理をしたアルミニウム表面の粗さがRaとして0.07μm以上であることを特徴とする、請求項3に記載の金属とポリオレフィン樹脂の接合方法。
【請求項5】
ポリオレフィン樹脂からなる樹脂基材の表面にプラズマ放電処理による表面改質層が形成され、金属箔の表面にベーマイト処理層が形成され、前記樹脂基材の表面改質層と前記金属箔のベーマイト処理層とを対向させて加熱圧着してなることを特徴とする、ポリオレフィン樹脂基材と金属箔との積層体。
【請求項1】
ポリオレフィン樹脂からなる樹脂基材の表面に表面改質層を形成するとともに、金属基材の表面に化成処理層または表面粗化層を形成し、前記表面改質層と前記化成処理層または表面粗化層とを対向させて、前記樹脂基材と前記金属基材を加熱圧着することを特徴とする、金属とポリオレフィン樹脂の接合方法。
【請求項2】
前記ポリオレフィン樹脂がポリエチレンであり、その表面改質がプラズマ放電処理であることを特徴とする、請求項1に記載の金属とポリオレフィン樹脂の接合方法。
【請求項3】
前記金属がアルミニウムであり、その表面にベーマイト処理を施すことを特徴とする、請求項1または2に記載の金属とポリオレフィン樹脂の接合方法。
【請求項4】
前記ベーマイト処理をしたアルミニウム表面の粗さがRaとして0.07μm以上であることを特徴とする、請求項3に記載の金属とポリオレフィン樹脂の接合方法。
【請求項5】
ポリオレフィン樹脂からなる樹脂基材の表面にプラズマ放電処理による表面改質層が形成され、金属箔の表面にベーマイト処理層が形成され、前記樹脂基材の表面改質層と前記金属箔のベーマイト処理層とを対向させて加熱圧着してなることを特徴とする、ポリオレフィン樹脂基材と金属箔との積層体。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−107325(P2013−107325A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−254998(P2011−254998)
【出願日】平成23年11月22日(2011.11.22)
【出願人】(000224101)藤森工業株式会社 (292)
【出願人】(502350504)学校法人上智学院 (50)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月22日(2011.11.22)
【出願人】(000224101)藤森工業株式会社 (292)
【出願人】(502350504)学校法人上智学院 (50)
【Fターム(参考)】
[ Back to top ]