
防蟻性樹脂成形体およびその製造方法

【課題】 防蟻効果を効率よく発揮させることができ、かつ、長期にわたって持続させることのできる、防蟻性樹脂成形体を提供すること。
【解決手段】 クロチアニジンと、熱可塑性樹脂とを、押出機に投入して、溶融混練し、押出成形する。必要に応じて、クロチアニジンをマイクロカプセル化する。さらに、必要に応じて、クロチアニジンを、熱可塑性樹脂の成形体の表面に固着させる。防蟻性樹脂成形体は、例えば、防蟻性シートとして、または、電線、ケーブル等を被覆するための被覆部材(絶縁体2、12やシース23)として、好適に使用できる。
【解決手段】 クロチアニジンと、熱可塑性樹脂とを、押出機に投入して、溶融混練し、押出成形する。必要に応じて、クロチアニジンをマイクロカプセル化する。さらに、必要に応じて、クロチアニジンを、熱可塑性樹脂の成形体の表面に固着させる。防蟻性樹脂成形体は、例えば、防蟻性シートとして、または、電線、ケーブル等を被覆するための被覆部材(絶縁体2、12やシース23)として、好適に使用できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クロチアニジンを含む防蟻性樹脂成形体およびその製造方法に関する。
【背景技術】
【0002】
地中に埋設された電線やケーブルは、そのシース(外被)にシロアリによる食害が生じることで、通電、通信が不能になるといった損害を被るおそれがある。
このため、従来から、電線やケーブルを被覆するための被覆部材、すなわち、シース(外被)や絶縁電線の絶縁体には、防蟻剤を配合して、シロアリによる食害を防止、抑制することが試みられている。
【0003】
また、このような被覆部材は、例えば、有機リン系化合物と、熱可塑性樹脂組成物とを溶融混練することにより、得られている(特許文献1〜5参照)。
【特許文献1】特開平4−234301号公報
【特許文献2】特開平3−257712号公報
【特許文献3】特開昭60−240010号公報
【特許文献4】特開昭59−126842号公報
【特許文献5】特開昭58−142927号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、有機リン系化合物は、熱により分解し易い物質であることから、溶融混練時に分解して、熱可塑性樹脂成形体における有効成分量が低下するという不具合がある。
また、有機リン系化合物は、通常、常温で液体であることから、熱可塑性樹脂との粘性の差が大きく、熱可塑性樹脂の溶融混練が困難であり、また、熱可塑性樹脂成形体からのブリードが生じ易く、効力の持続性が低下するという不具合もある。
【0005】
そこで、本発明の目的は、防蟻効果を効率よく発揮させることができ、かつ、長期にわたって持続させることのできる、防蟻性樹脂成形体と、その製造方法とを提供することである。
【課題を解決するための手段】
【0006】
本発明者らは、上記目的を達成するために、防蟻性樹脂成形体において、防蟻性能を効率よく発揮でき、かつ、長期わたって維持できる有効成分について、鋭意検討したところ、防蟻剤として、クロチアニジンを用いれば、上記の課題を解決できるとの知見を見出し、さらに研究を進めた結果、本発明を完成するに至った。
すなわち、本発明は、
(1) クロチアニジンと熱可塑性樹脂とを含むことを特徴とする、防蟻性樹脂成形体、
(2) クロチアニジンと熱可塑性樹脂とを、押出成形法またはカレンダー成形法で成形して得られることを特徴とする、前記(1)に記載の防蟻性樹脂成形体、
(3) クロチアニジンがマイクロカプセルに内包されていることを特徴とする、前記(1)または(2)に記載の防蟻性樹脂成形体、
(4) 熱可塑性樹脂が、塩化ビニル系樹脂であることを特徴とする、前記(1)〜(3)のいずれかに記載の防蟻性樹脂成形体、
(5) クロチアニジンが、前記熱可塑性樹脂の成形体の表面に固着されていることを特徴とする、前記(1)〜(4)のいずれかに記載の防蟻性樹脂成形体、
(6) 熱可塑性樹脂が、成形時または成形後に架橋されたものであることを特徴とする、前記(1)〜(5)のいずれかに記載の防蟻性樹脂成形体、
(7) 防蟻シートまたは防蟻フィルムであることを特徴とする、前記(1)〜(6)のいずれかに記載の防蟻性樹脂成形体、
(8) 電線またはケーブルを被覆するための被覆部材であることを特徴とする、前記(1)〜(6)のいずれかに記載の防蟻性樹脂成形体、
(9) クロチアニジンと、熱可塑性樹脂または熱可塑性樹脂を成形時もしくは成形後に架橋させたものとを、押出成形法に付すことを特徴とする、防蟻性樹脂成形体の製造方法、
(10) クロチアニジンと、熱可塑性樹脂または熱可塑性樹脂を成形時もしくは成形後に架橋させたものとを、カレンダー成形法に付すことを特徴とする、防蟻性樹脂成形体の製造方法、
を提供するものである。
【発明の効果】
【0007】
本発明の防蟻性樹脂成形体によれば、防蟻効果を効率よく発揮させることができ、かつ、長期にわたって持続させることができる。
また、本発明の防蟻性樹脂成形体の製造方法によれば、本発明の防蟻性樹脂成形体を製造することができる。
【発明を実施するための最良の形態】
【0008】
本発明の防蟻性樹脂成形体は、クロチアニジンと熱可塑性樹脂とを含んでいる。
上記の防蟻性樹脂成形体による防除、忌避の対象となるシロアリとしては、シロアリ(等翅)目に属する昆虫であること以外は、特に限定されないが、具体的には、例えば、イエシロアリ(Coptotermes formosanus)、ヤマトシロアリ(Reticulitermessperatus)などのミゾガシラシロアリ科に属するもの、アメリカカンザイシロアリ、ダイコクシロアリなどのレイビシロアリ科に属するものなどが挙げられる。
【0009】
クロチアニジンは、ネオニコチノイド系化合物の一種についての一般名であって、その化合物名は、(E)−1−(2−クロロチアゾール−5−イルメチル)−3−メチル−2−ニトログアニジンである。クロチアニジンは、融点176.8℃、分解温度250℃以上(スラリー)で、常温で固体の熱安定性に優れた有機化合物であり、また、一般の有機溶剤には難溶という性質を持つ。
【0010】
熱可塑性樹脂としては、特に限定されないが、例えば、塩化ビニル系樹脂、ポリオレフィン系樹脂、ポリスチレン系樹脂、アクリル系樹脂、シリコン系樹脂、フッ素系樹脂、ポリエステル系樹脂、ポリ酢酸ビニル系樹脂、ポリアミド系樹脂、ポリカーボネート樹脂などが挙げられる。これら熱可塑性樹脂は、単独で用いてもよく、2種以上を混合して用いてもよい。
上記塩化ビニル系樹脂は、硬質タイプと軟質タイプ(可塑剤を配合したもの)とのいずれであってもよく、これらは、用途によって適宜、使い分けることができる。塩化ビニル系樹脂の具体例としては、例えば、塩化ビニル樹脂、塩化ビニル共重合体樹脂、塩素化塩化ビニル樹脂などが挙げられる。また、上記塩化ビニル共重合体樹脂における塩化ビニルと共重合するモノマーとしては、例えば、塩化ビニリデン、エチレン、プロピレン、アクリロニトリル、アクリル酸エステル系モノマーなどが挙げられる。アクリル酸エステル系モノマーとしては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチルなどが挙げられる。
【0011】
上記ポリオレフィン系樹脂の具体例としては、例えば、ポリエチレン、ポリプロピレン、エチレン・プロピレンコポリマー、エチレン・プロピレン・ジエンターポリマー、エチレン酢酸ビニルコポリマー、エチレンアクリル酸エチルコポリマー、塩素化ポリエチレンなどが挙げられる。また、上記ポリエチレンとしては、高密度ポリエチレン、直鎖状低密度ポリエチレン、高圧法低密度ポリエチレンなどの、種々のポリエチレンが挙げられる。
【0012】
上記ポリスチレン系樹脂の具体例としては、例えば、ポリスチレン樹脂、スチレン共重合体などが挙げられる。また、上記スチレン共重合体におけるスチレンと共重合するモノマーとしては、例えば、アクリル酸エステル系モノマー、アクリロニトリル、無水マレイン酸などが挙げられる。アクリル酸エステル系モノマーとしては、上記したものと同様のものが挙げられる。
【0013】
上記アクリル系樹脂の具体例としては、例えば、メタクリル樹脂、メタクリル酸メチル共重合体などが挙げられる。また、上記メタクリル酸メチル共重合体におけるメタクリル酸メチルと共重合するモノマーとしては、例えば、アクリル酸エステル系モノマー、アクリロニトリル、スチレンなどが挙げられる。上記アクリル酸エステル系モノマーとしては、例えば、メタクリル酸メチル、メタクリル酸ブチル、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチルなどが挙げられる。
【0014】
上記シリコン系樹脂の具体例としては、例えば、ポリオルガノシロキサン単独重合体、ポリオルガノシロキサン共重合体などが挙げられる。
上記フッ素系樹脂の具体例としては、例えば、四フッ化エチレンの単独重合体、四フッ化エチレンとエチレン フッ化ビニリデンなどとの共重合体などが挙げられる。
【0015】
上記ポリエステル系樹脂の具体例としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどが挙げられる。
上記ポリ酢酸ビニル系樹脂の具体例としては、例えば、ポリ酢酸ビニル、エチレン酢酸ビニル共重合体などが挙げられる。
上記ポリアミド系樹脂の具体例としては、ナイロン6、ナイロン66、ナイロン11、ナイロン12などが挙げられる。
上記ポリカーボネート樹脂の具体例としては、例えば、グリコール成分として、ビスフェノールA、ビスフェノールC、ビスフェノールZなどを用いたポリカーボネートが挙げられる。
上記熱可塑性樹脂としては、好ましくは、塩化ビニル系樹脂、ポリオレフィン系樹脂、アクリル系樹脂などが用いられ、特に好ましくは、塩化ビニル系樹脂が用いられる。上記熱可塑性樹脂が、塩化ビニル系樹脂であるときは、電線やケーブル、これらを被覆する防蟻シート、防蟻フィルムなどに対し、難燃性を付与できるといった利点がある。
また、上記熱可塑性樹脂の好適例のうち、塩化ビニル系樹脂としては、より好ましくは、塩化ビニル樹脂や塩素化塩化ビニル樹脂が挙げられ、ポリオレフィン系樹脂としては、より好ましくは、ポリエチレン(とりわけ、高密度ポリエチレン)、塩素化ポリエチレン、ポリプロピレンなどが用いられる。
また、上記熱可塑性樹脂は、紫外線、X線、ガンマ線、α線、β線、中性子線などの高エネルギー放射線を照射することにより、または、あらかじめラジカル発生剤や架橋剤を熱可塑性樹脂中に配合させておき、これを必要により加熱することにより、防蟻性樹脂成形体の成形時または成形後において、熱可塑性樹脂を架橋してもよい。熱可塑性樹脂を架橋することで、成形後の防蟻性樹脂成形体の耐久性を向上させることができる。
【0016】
上記熱可塑性樹脂が、例えば、ポリオレフィン系樹脂である場合には、ダイナミトロン、リニアック、ヴォンテグラーフなどの電子線加速装置を用いてポリオレフィン系樹脂成形体に放射線照射を行い、後架橋してもよい。また、ジクミルパーオキシドなどの過酸化物をポリオレフィン系樹脂にあらかじめ混練しておいて、成形と同時または成形後において、加圧下に加熱して架橋してもよい。
また、例えば、カルボキシル基、ヒドロキシル基などの官能基を含む熱可塑性樹脂の水分散液をキャスティング成形する場合には、ポリイソシアネート化合物、ポリメチロール化合物、多価金属化合物などに架橋剤を添加して、成形と同時または成形後に加熱することにより、架橋してもよい。
【0017】
ポリイソシアネート化合物としては、例えば、トルエンジイソシアネートなどの芳香族ポリイソシアネート、ヘキサメチレンジイソシアネートなどの脂肪族ポリイソシアネート、イソホロンジイソシアネートなどの脂環族ポリイソシアネート、キシリレンジイソシアネートなどの芳香脂肪族ポリイソシアネートなどが挙げられる。ポリメチロール化合物としては、例えば、ヘキサメチロールメラミン、トリメチロールメラミンなどが挙げられる。多価金属化合物としては、例えば、酸化亜鉛などが挙げられる。
【0018】
防蟻性樹脂成形体は、例えば、クロチアニジンと、上記熱可塑性樹脂とを配合して、成形することにより、製造することができる。
クロチアニジンの熱可塑性樹脂に対する配合割合は、特に限定されないが、熱可塑性樹脂100重量部に対して、好ましくは、0.01〜10重量部であり、より好ましくは、0.05〜1重量部である。
【0019】
クロチアニジンと熱可塑性樹脂とを含有する熱可塑性樹脂組成物の成形方法は、特に制限されず、例えば、押出成形、プレス成形、射出成形、カレンダー成形、キャスティング成形、トランスファー成形など、種々の成形方法を用いることができる。
押出成形では、上記した配合割合のクロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、可塑剤、熱安定剤、充填剤、着色剤、難燃剤、滑剤、老化防止剤、耐衝撃剤、強化剤、キレーター、核剤、帯電防止剤、ラジカル発生剤などの配合剤をドライブレンドし、こうして得られた熱可塑性樹脂組成物を押出機に投入し、溶融混練しつつ押出せばよい。
押出成形に供する上記熱可塑性樹脂組成物は、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を配合して、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドを行い、押出成形機にフィードし易いように、例えば、ペレット状やパウダー状に取り出されたものであってもよい。
さらに、例えば、熱可塑性樹脂として軟質塩化ビニル系樹脂などが用いられる場合には、加熱溶融ブレンドの前に、あらかじめコンパウンドを均質化させるために、リボンブレンダー、スーパーミキサー、ヘンシェルミキサーなどにより、ドライブレンドを行った混合物を溶融ブレンドに供することが好ましい。
押出成形の成形条件は、上記熱可塑性樹脂組成物が十分に溶融混練され、かつ、熱可塑性樹脂が分解されない成形条件を設定する必要があるが、この成形条件は、使用する樹脂および配合剤の組成に応じて、適宜設定すればよい。例えば、塩化ビニル樹脂100重量部にフタル酸エステル系可塑剤50重量部が配合された軟質塩化ビニル樹脂では、例えば、130〜180℃の温度範囲を選択し、樹脂の熱分解を制御するために、フィード側からダイ側に向かって温度が高くなるように温度設定すればよいが、この条件に限定されるものではない。
押出成形においては、排出側に装着するダイにより押出される成形物の形状が決定され、例えば、シートやフィルムを成形する場合には、Tダイを用いるTダイ法またはチューブダイを用いるインフレーション法を用いればよい。インフレーション法は、薄肉で直径の大きいチューブを押出し、中に空気を吹き込んで膨らませ、これを長さ方向にナイフで切り、拡げてシート、フィルムを成形する方法であって、押出機で大きな面積の成形品を製造するのに適している。
【0020】
プレス成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を溶融ブレンドし、こうして得られた熱可塑性樹脂組成物を、予熱されたプレス機の金型内に投入し、プレス成形することにより、上記熱可塑性樹脂組成物を加圧展延すればよい。
プレス成形に供する上記熱可塑性樹脂組成物は、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を配合して、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドを行い、プレス機金型に投入し易いように、例えば、小塊状、ペレット状、パウダー状、シート状に取り出されたものであってもよい。
さらに、例えば、熱可塑性樹脂として軟質塩化ビニル系樹脂などが用いられる場合には、溶融ブレンドの前に、あらかじめコンパウンドを均質化させるために、リボンブレンダー、スーパーミキサー、ヘンシェルミキサーなどにより、ドライブレンドを行った混合物を溶融ブレンドに供することが好ましい。
プレス成形の成形条件は、上記熱可塑性樹脂組成物が十分加圧展延され、かつ、熱可塑性樹脂が分解されない成形条件(温度×圧力×時間)を設定する必要があるが、この成形条件は、使用する樹脂および配合剤の組成に応じて、適宜設定すればよい。例えば、塩化ビニル樹脂100重量部にフタル酸エステル系可塑剤50重量部が配合された軟質塩化ビニル樹脂では、例えば、温度160〜170℃、圧力80〜100kg/cm2、時間3〜5分といった条件が選択されるが、この条件に限定されるものではない。
【0021】
射出成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を溶融ブレンドし、こうして得られた熱可塑性樹脂組成物を射出成形機にホッパーに投入し、溶融状態および加圧下において、金型内に射出注入すればよい。
射出成形に供される上記熱可塑性樹脂組成物は、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を配合して、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドを行い、ペレット状に取り出されたものであってもよい。
さらに、例えば、熱可塑性樹脂として軟質塩化ビニル系樹脂などが用いられる場合には、溶融ブレンドの前に、あらかじめコンパウンドを均質化させるために、スーパーミキサー、ヘンシェルミキサーなどにより、ドライブレンドを行った混合物を溶融ブレンドに供することが好ましい。
射出成形には多くの条件設定のパラメーターがあり、好適な成形条件は、使用する樹脂および配合剤の組成により変化することから、特に限定されないが、上記熱可塑性樹脂組成物が、加圧下で十分に、金型内に充填され、かつ、熱可塑性樹脂が分解しない成形条件を設定する必要がある。
【0022】
カレンダー成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を配合し、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドして、こうして帯状に取り出された熱可塑性樹脂組成物を、そのまま直接に、カレンダー・ロールに供することにより、フィルム状またはシート状に成形すればよい。
例えば、熱可塑性樹脂として軟質塩化ビニル系樹脂などが用いられる場合には、加熱溶融ブレンドの前に、あらかじめコンパウンドを均質化させるために、リボンミキサー、スーパーミキサー、ヘンシェルミキサーなどにより、ドライブレンドを行った混合物を加熱溶融ブレンドに供することが好ましい。
【0023】
キャスティング成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記配合剤を配合し、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドしてなる熱可塑性樹脂組成物を、溶融状態で型へ流し込み、冷却固化させるか、または、クロチアニジンおよび、必要に応じて、上記の配合剤を含む熱可塑性樹脂の溶液または分散液を、成形型に流し込んで、溶剤または分散媒を揮発させて、固化させればよい。
【0024】
トランスファー成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記配合剤を配合し、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドしてなる熱可塑性樹脂組成物を、溶融状態で型へ流し込み、冷却固化させればよい。
防蟻性樹脂成形体としては、これに限定されないが、例えば、防蟻シート、防蟻フィルム、埋設電線またはケーブルを被覆するための被覆部材(例えば、防蟻チューブ、防蟻パイプなど。)、埋設ガス管または水道管を被覆するための被覆部材(例えば、防蟻性被覆外装管など。)などが挙げられる。
防蟻性樹脂成形体として、防蟻シート、防蟻フィルムを製造する場合には、押出成形法(Tダイ法、インフレーション法)、カレンダー成形法、プレス成形法、キャスティング成形法などが用いられ、好ましくは、押出成形法(Tダイ法、インフレーション法)、カレンダー成形が用いられる。
【0025】
防蟻性樹脂成形体としての被覆部材(防蟻チューブ、防蟻パイプ)を有する電線(防蟻電線)またはケーブル(防蟻ケーブル)を製造する場合は、押出成形法などが用いられる。好ましくは、クロスヘッド型ダイを装着した押出機を用いた押出成形により、一度に上記熱可塑性樹脂組成物を電線またはケーブルに被覆するとよい。
防蟻性樹脂成形体として、埋設電線またはケーブルを被覆するための被覆部材(防蟻チューブ、防蟻パイプ)、埋設ガス管または水道管を被覆するための被覆部材(防蟻性被覆外装管)を製造する場合は、押出成形法などが用いられる。好ましくは、二重管ダイを装着した押出機を用いた押出成形により成形するとよい。
【0026】
上記成形方法において、防蟻性樹脂成形体は、まず、熱可塑性樹脂に対してクロチアニジンが高濃度で加熱溶融ブレンドされたマスターバッチペレットを成形した後、このマスターバッチペレットと熱可塑性樹脂、必要に応じてその他の配合剤とを配合して、各成形法により成形することや、各成形の前段のドライブレンド、溶融ブレンド時にマスターバッチペレットをブレンドしてから成形することにより得ることもできる。
【0027】
マスターバッチペレットは、例えば、熱可塑性樹脂100重量部に対して、例えば、クロチアニジンを0.1〜20重量部、好ましくは、1〜10重量部と、さらに必要に応じて、熱安定剤などの各種配合剤とを配合して、上記した押出成形の成形条件で押出成形することにより、得ることができる。
次いで、得られたマスターバッチペレットを、熱可塑性樹脂100重量部に対して、例えば、0.1〜100重量部、好ましくは、1〜10重量部配合し、さらに、必要に応じて熱安定剤などの各種配合剤を配合して、上記した各成形法で成形すれば、防蟻性樹脂成形体を得ることができる。
【0028】
上記クロチアニジンは、熱可塑性樹脂に配合する前に、予めマイクロカプセル化して、マイクロカプセルに内包されておくこともできる。
クロチアニジンのマイクロカプセル化は、例えば、いわゆる、界面重合法、in situ重合法(界面反応法)、コアセルベーション法、液中乾燥法、融解分散冷却法、液中硬化皮膜法、コーティング法(気中懸濁法)、スプレードライ法、静電合体法、真空蒸着法などが挙げられる。クロチアニジンのマイクロカプセル化の具体的手法としては、例えば、特開昭61−249904号公報、特公平6−92282号公報、特公平6−92283号公報、特開平10−114608号公報、特開2000−247821号公報に記載の方法が挙げられる。特に、クロチアニジンは、溶剤に難溶解性であることから、例えば、特開2000−247821号公報に記載の方法により、マイクロカプセル化することが好ましい。
【0029】
クロチアニジンのマイクロカプセル化は、一般的には、シロアリ防除成分を溶媒に溶解させた後、得られた溶液を、上記溶媒と相溶しない媒体(例えば、水など。)中に添加して、攪拌し、懸濁させる。次いで、懸濁液を攪拌しながら、マイクロカプセルの壁膜を形成させて、微細な粒状のマイクロカプセルを生成させればよい。より好ましくは、有効成分(クロチアニジン)を含むスラリーを調製し、これを公知の方法でマイクロカプセル化させてもよい。上記スラリーを調製するには、有効成分を分散媒に配合して、撹拌混合すればよい。
【0030】
マイクロカプセルの壁膜を形成させるための壁膜形成物質は、懸濁液の成分としてあらかじめ添加しておいてもよく、後で添加してもよい。これにより、シロアリ防除成分を内包したマイクロカプセルを得ることができる。
上記スラリーを調製するための分散媒としては、シロアリ防除成分のマイクロカプセル化に用いられる、公知の有機溶媒が挙げられる。また、そのような有機溶媒としては、好ましくは、例えば、沸点が200℃以上の高沸点芳香族系有機溶媒が挙げられる。このような高沸点芳香族系有機溶媒を用いることにより、マイクロカプセル化された有効成分の残効性を向上させることができる。
【0031】
上記の高沸点芳香族系有機溶媒としては、例えば、アルキルベンゼン類、アルキルナフタレン類、アルキルフェノール類、ジフェニルアルカン類などが挙げられ、より具体的には、石油留分より得られる種々の市販の有機溶媒、例えば、アルケンL(アルキルベンゼン、蒸留範囲285〜309℃、新日本石油化学(株)製)、KMC−113(ジイソプロピルナフタレン、沸点300℃、呉羽化学工業(株)製)などが挙げられる。
【0032】
また、その他の有機溶媒として、例えば、ヘキサン、シクロヘキサンなどの脂肪族炭化水素類、例えば、トルエンなどの芳香族炭化水素類、例えば、酢酸エチル、エチレングリコールモノメチルエーテルアセテートなどのエステル類、例えば、アセトンなどのケトン類、例えば、テトラヒドロフラン、エチレングリコールモノメチルエーテルなどのエーテル類、例えば、ヘキサノールなどのアルコール類、例えば、ジエチレングリコール、ポリエチレングリコールなどのグリコール類、例えば、ジクロロメタンなどのハロゲン化炭化水素類、例えば、ピリジン、アセトニトリル、ジメチルホルムアミドなどの含窒素化合物類などが挙げられる。
【0033】
これら有機溶媒は、単独で使用してもよく、また2種以上併用してもよい。2種以上併用する場合には、上記した高沸点芳香族系有機溶媒を少なくとも含むことが好ましく、その割合としては、例えば、分散媒中に、50重量%以上、さらには70重量%以上となるような割合であることが好ましい。
有効成分を上記分散媒に分散させる際には、必要により、分散剤を配合してもよい。この分散剤としては、例えば、3級アミンを含む分子量1000以上の分散剤が挙げられる。このような分散剤を用いることにより、例えば、ネオニコチノイド系化合物を、増粘させることなく湿式粉砕することができ、良好なスラリーを得ることができる。
【0034】
このような分散剤としては、3級アミンを含有するカチオン系の高分子重合体、例えば、3級アミン含有ポリエステル変性ポリウレタン系高分子重合体、3級アミン含有変性ポリウレタン系高分子重合体などが挙げられる。より具体的には、市販されているものとして、例えば、Disperbyk−164(3級アミン含有ポリエステル変性ポリウレタン系高分子重合体、分子量10000〜50000、ビッグケミー(株)製)などが挙げられる。このような分散剤は、単独で使用してもよく、また2種以上併用してもよい。
【0035】
次いで、このようにして得られたスラリーは、必要により、湿式粉砕がされた後に、マイクロカプセル化することができる。
湿式粉砕は、例えば、ビーズミル、ボールミル、またはロッドミルなどの公知の粉砕機を用いて所定の時間行えばよい。湿式粉砕することにより、分散媒中にクロチアニジンを微細な粒子として分散させることができ、カプセル化率の向上、製剤安定性の向上、および、効力の増強を図ることができる。このような湿式粉砕において、クロチアニジンの平均粒子径を、例えば、5μm以下、さらには2.5μm以下とすることが好ましい。平均粒子径がこの値より大きいと、有効成分をマイクロカプセル内に良好に封入できない場合がある。
【0036】
次いで、このように湿式粉砕されたスラリーをマイクロプセル化するには、例えば、界面重合法、in−situ重合法、コアセルベーション法、液中乾燥法、スプレードライング法、融解分散冷却法、オリフィス法、気中懸濁被覆法、無機質壁マイクロカプセル化法などの公知の方法を用いればよい。好ましくは、界面重合法が用いられる。
界面重合法では、例えば、得られたスラリーに油溶性膜形成物質を配合し、これを、水中に分散させた後、水溶性膜形成物質を添加すればよい。
【0037】
油溶性膜形成物質としては、マイクロカプセル化のために通常用いられる公知のものでよく、例えば、ポリイソシアネート、ジカルボン酸ジクロライド、ジスルホン酸ジクロライドなどが挙げられる。
ポリイソシアネートとしては、例えば、トルエンジイソシアネートなどの芳香族ポリイソシアネート、ヘキサメチレンジイソシアネートなどの脂肪族ポリイソシアネート、イソホロンジイソシアネートなどの脂環族ポリイソシアネート、キシリレンジイソシアネートなどの芳香脂肪族ポリイソシアネートなどが挙げられ、さらに、これらの変性体、例えば、これらポリイソシアネートの誘導体であるダイマー、トリマーなどにより変性される誘導体変性ポリイソシアネートや、例えば、トリメチロールプロパンなどの低分子量ポリオールを予め反応させて得られるポリオール変性ポリイソシアネートなどが挙げられる。
【0038】
また、ジカルボン酸ジクロライドとしては、例えば、セバシン酸ジクロライド、アジピン酸ジクロライドなどが挙げられ、また、ジスルホン酸ジクロライドとしては、例えば、ベンゼンスルホニルジクロライドなどが挙げられる。
これら油溶性膜形成物質は、単独で使用してもよく、また2種以上併用してもよい。好ましくは、ポリイソシアネートが挙げられ、さらに好ましくは、脂肪族および脂環族のポリイソシアネート、とりわけ、ヘキサメチレンジイソシアネートやイソホロンジイソシアネートのトリマー変性体(例えば、タケネートD−170N(ヘキサメチレンジイソシアネートのトリマー変性体、三井武田ケミカル(株)製)など。)やポリオール変性体が挙げられる。
【0039】
そして、油溶性膜形成物質が配合されたスラリーを水中に分散させるには、例えば、このスラリーを水中に加えて、常温下、微小滴になるまでミキサーなどにより攪拌すればよい。スラリーを分散させるための水には、分散性を向上させるために予め分散安定剤を20重量%以下、好ましくは、5重量%以下の割合で配合しておくことが好ましい。このような分散安定剤としては、例えば、アラビヤガムなどの天然多糖類、例えば、カルボキシメチルセルロースナトリウム、メチルセルロースなどの半合成多糖類、ポリビニルアルコールなどの水溶性合成高分子、アニオン性界面活性剤、ノニオン性界面活性剤、カチオン性界面活性剤、両性界面活性剤などが挙げられ、これら分散安定剤は、単独で使用してもよく、また2種以上併用してもよい。好ましくは、ポリビニルアルコール(例えば、クラレポバール217、クラレ(株)製など。)が用いられる。
【0040】
次いで、スラリーの水中分散後に、水溶性膜形成物質を添加するには、例えば、水溶性膜形成物質を水溶液として滴下させればよい。水溶性膜形成物質は、マイクロカプセル化のために通常用いられる公知のものでよく、例えば、ポリアミンやポリオールなどが挙げられる。
ポリアミンとしては、例えば、エチレンジアミン、フェニレンジアミン、ヘキサメチレンジアミン、トリエチレンテトラミン、ピペラジンなどが挙げられる。また、ポリオールとしては、例えば、エチレングリコール、ネオペンチルグリコール、ジエチレングリコール、ポリエチレングリコールなどが挙げられる。
【0041】
これら水溶性膜形成物質は、単独で使用してもよく、また2種以上併用してもよい。好ましくは、ポリアミン、なかでも、エチレンジアミンが好ましく用いられる。また、このような水溶性膜形成物質を水溶液とするには、約50重量%以下の濃度とすることが好ましく、このような水溶液を、例えば、水溶性膜形成物質が、油溶性膜形成物質に対してほぼ等しい当量(例えば、ポリイソシアネートとポリアミンとが用いられる場合では、イソシアネート基/アミノ基の当量比がほぼ1となる割合)となるような量となるまで滴下することが好ましい。
【0042】
このような水溶性膜形成物質の添加により、水溶性膜形成物質と油溶性膜形成物質とが、分散媒と水(油と水)との界面で反応することにより、クロチアニジンが封入されたマイクロカプセルを得ることができる。この反応を促進するために、例えば、水溶性膜形成物質の添加後に、約25〜85℃、好ましくは、約40〜70℃で、約30分〜24時間、好ましくは、約1〜3時間攪拌しつつ加熱することが好ましい。
【0043】
マイクロカプセルは、平均粒子径を6〜100μm、好ましくは10〜30μmに調整することが好ましい。マイクロカプセルの平均粒子径および粒子径は、例えば、市販されているレーザ回折/散乱式粒度分布装置を用いて、粒子径の大きさとその分布状態(粒度分布)を測定することにより、求めることができる。
クロチアニジンをマイクロカプセル化した場合において、防蟻性樹脂成形体を得るには、上記のマイクロカプセル化されたクロチアニジンと、上記熱可塑性樹脂とを、上記した成形方法と同様の方法に成形すればよい。例えば、上記のマイクロカプセル化されたクロチアニジンと、上記熱可塑性樹脂と、必要により、上記配合物とを配合し、得られた熱可塑性樹脂組成物を、押出成形、プレス成形、射出成形、カレンダー成形、キャスティング成形、トランスファー成形などの成形方法により成形すればよい。
【0044】
クロチアニジンとしてマイクロカプセル化されたものを用いた場合には、防蟻性樹脂成形体の製造時にマイクロカプセルが破損せず、マイクロカプセルの表面組成による分散安定性効果によって、クロチアニジンが適度に分散されること、最終成型物が高温にさらされてもマイクロカプセルが破損しないために、クロチアニジンが安定に保たれること、マイクロカプセル内に包含されたクロチアニジンの濃度が高いために、マイクロカプセルと接触したシロアリに対する防除効果が高いこと、などにおいて有利である。
【0045】
また、防蟻性樹脂成形体は、上記のクロチアニジン(マイクロカプセル化されていないもの、マイクロカプセル化されているもの、いずれの態様であってもよい。以下同様。)を、上記熱可塑性樹脂の成形体の表面に固着させることにより、得ることもできる。またクロチアニジンの溶液あるいは分散液を、樹脂成形体に塗布することにより、表面に固着させるようにしてもよい。
【0046】
クロチアニジンを、熱可塑性樹脂の成形体の表面に固着させる場合には、予め、上記熱可塑性樹脂のみから、上記した成形方法により、所定形状の成形体を形成しておく。
そして、例えば、クロチアニジン溶液あるいは分散液を、スプレーすることにより、上記成形体表面に噴霧して、乾燥、固着させる。クロチアニジン溶液あるいは分散液をスプレーするには、クロチアニジンを含む溶液あるいは分散液を調製し、これを公知の方法で上記の成形体の表面に噴霧し、乾燥すればよい。
【0047】
上記分散液を調製するには、クロチアニジンを分散媒に配合して、撹拌混合すればよい。上記分散媒としては、適宜選択されるが、例えば、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2−ブタノール、2−メチル−1−プロパノール、2−メチル−2−プロパノールなどのアルコール類、例えば、エチレングリコールモノメチルエーテル、ジエチレングリコールモノエチルエーテルなどのグリコール類などが挙げられる。
【0048】
また、上記したように、クロチアニジンをマイクロカプセル化した場合には、得られたマイクロカプセルの水分散液を、そのまま用いることもできる。
クロチアニジンの固着効果を上げるために、上記分散液中にバインダー成分を添加しておくことができる。該バインダー成分としては、例えば、アクリル酸系、ウレタン系、セルロース系、酢酸ビニル系などの各ポリマーが挙げられる。
【0049】
また、上記スラリーを、熱可塑性樹脂のパウダーに混合して、乾燥させることにより、クロチアニジンを熱可塑性樹脂のパウダーに担持して、その後、クロチアニジンが担持されたパウダーを、熱可塑性樹脂の成形体の表面に散布し、加熱により、熱可塑性樹脂のパウダーを溶融させることにより、熱可塑性樹脂のパウダーをバインダーとして、クロチアニジンを、熱可塑性樹脂の成形体の表面に固着させることもできる。
【0050】
上記防蟻性樹脂成形体は、種々の産業分野で使用することができ、例えば、防蟻性シート、電線またはケーブルを被覆するための被覆部材、埋設ガス管や埋設水道管などの埋設パイプの被覆部材、電線、ケーブルなどが収納される埋設管材あるいは埋設管の被覆部材(外装管)などの、種々の態様で使用することができる。
防蟻シートは、これに限定されないが、例えば、一方の面に接着剤を塗布して、防蟻テープとして使用することができる。この防蟻テープは、例えば、電線やケーブルの接続部、端子部などの被覆処理に使用することができる。
【0051】
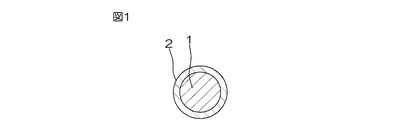
また、電線またはケーブルを被覆するための被覆部材としては、例えば、図1〜図3に示す態様が挙げられる。
図1は、一般の金属導線1の周面に、防蟻性の絶縁体2が被覆された態様を示している。この図1に示す態様において、上記防蟻性樹脂成形体は、防蟻性の絶縁体2として形成されている。
【0052】
図2は、複数の導体11の束の周面に、この束を収納する防蟻性の絶縁体12が設けられた絶縁電線10を示している。この図2において、上記防蟻性樹脂成形体は、絶縁体12として形成されている。
導体11としては、特に限定されず、絶縁電線に用いられる公知の金属線などが用いられる。例えば、銅線、アルミニウム線などが挙げられる。
【0053】
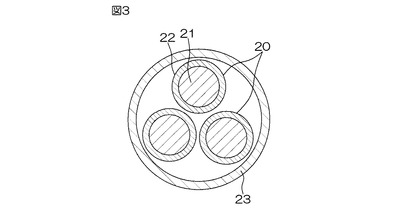
図3は、複数の絶縁線心20(導体21が絶縁体22で被覆されたもの。)の束の周面に、防蟻性の絶縁体(シース23)が施されたケーブルを示している。この図3において、上記防蟻性樹脂成形体は、シース23として成形されている。
導体21としては、特に限定されず、例えば、導体11と同様の金属線が挙げられる。
絶縁体22としては、特に限定されず、絶縁線心の被覆に用いられる、公知の絶縁材料(上記した防蟻性樹脂成形体からなる絶縁体12であってもよい。)を用いることができる。
【実施例】
【0054】
次に、本発明を実施例および比較例に基づいて説明するが、本発明は下記の実施例によって限定されるものではない。
実施例1(不透明軟質防蟻シート)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、充填剤として重質炭酸カルシウム15重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部と、クロチアニジン0.34重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練し、シートペレタイザーで、塩化ビニル樹脂組成物のペレットを得た。このペレットを、Tダイが装着された内径30mmの二軸押出機に投入して、ヘッドを180℃、ダイを170℃、シリンダーを上記ダイに近い方から160℃、150℃、130℃に、それぞれ設定して、押出成形をすることにより、不透明かつ軟質の防蟻シートを成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0055】
実施例2(透明軟質防蟻シート)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部と、熱安定化助剤としてエポキシ化大豆油5重量部と、キレーターとしてトリフェニルフォスファイト0.8重量部と、クロチアニジン0.32重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練しつつ、塩化ビニル樹脂組成物のシートを成形した。さらに、30cm角の加熱プレスの金型を160℃で1分間予熱後、上記塩化ビニル樹脂組成物のシートを、170℃、100kg/cm2で3分間プレスすることにより、透明かつ軟質の防蟻シートを成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0056】
実施例3(透明軟質防蟻フィルム)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部と、熱安定化助剤としてエポキシ化大豆油5重量部と、キレーターとしてトリフェニルフォスファイト0.8重量部と、クロチアニジン0.32重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練しつつ、塩化ビニル樹脂組成物のシートを成形した。さらに、得られたシートを、逆L型カレンダーロール(8インチ型)によりカレンダー成形することにより、透明かつ軟質の防蟻フィルムを成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0057】
実施例4(防蟻性被覆電線)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、充填剤として軽質炭酸カルシウム10重量部と、クレー10重量部と、熱安定剤としてステアリン酸鉛3.0重量部と、クロチアニジン0.35重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練し、シートペレタイザーで塩化ビニル樹脂組成物のペレットを成形した。さらに、このペレットを、クロスヘッドダイが装着された内径30mmの二軸押出機に投入して、ヘッドを180℃、ダイを170℃、シリンダーを上記ダイに近い方から160℃、150℃、130℃に、それぞれ設定して、銅製導線(電線)とともに押出成形することにより、上記電線の周囲が防蟻性樹脂成形体で被覆された防蟻性被覆電線(防蟻電線)を成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0058】
実施例5(非鉛系防蟻被覆電線)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、充填剤として軽質炭酸カルシウム10重量部と、クレー10重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部と、滑剤としてステアリルアルコール0.5重量部と、クロチアニジン0.35重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練し、シートペレタイザーで塩化ビニル樹脂組成物のペレットを成形した。このペレットを、クロスヘッドダイが装着された内径30mmの二軸押出機に投入して、ヘッドを180℃、ダイを170℃、シリンダーを上記ダイに近い方から160℃、150℃、130℃に、それぞれ設定して、銅製導線(電線)とともに押出成形することにより、非鉛系の防蟻性被覆電線(防蟻電線)を成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0059】
実施例6(防蟻性硬質パイプ)
重合度1000の塩化ビニル樹脂(品名「S−1001」、販売元「日本塩ビ販売(株)」)100重量部と、充填剤として重質炭酸カルシウム10重量部と、安定剤としてステアリン酸鉛3.0重量部と、クロチアニジン0.23重量部とを、ストランドダイが装着された内径30mmの二軸押出機に投入して、ヘッドを210℃、ダイを200℃、シリンダーを上記ダイに近い方から190℃、180℃、160℃に、それぞれ設定して、押出成形した後、得られたストランドをペレタイザーでカットして、塩化ビニル樹脂組成物のペレットを得た。次に、得られたペレットを、二重管ダイが装着された内径30mmの二軸押出機(設定温度は、実施例5の二軸押出機と同じ。)に通して、防蟻性硬質塩化ビニルパイプ(防蟻パイプ)を成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0060】
実施例7(防蟻性硬質耐衝撃性パイプ)
重合度1000の塩化ビニル樹脂(品名「S−1001」、販売元「日本塩ビ販売(株)」)100重量部と、充填剤として重質炭酸カルシウム10重量部と、耐衝撃性改良剤として塩素化ポリエチレン8重量部と、安定剤としてステアリン酸鉛3.0重量部と、クロチアニジン0.24重量部とを、ストランドダイが装着された内径30mmの二軸押出機に投入して、ヘッドを200℃、ダイを190℃、シリンダーを上記ダイに近い方から180℃、170℃、150℃に、それぞれ設定して、押出成形した後、得られたストランドをペレタイザーでカットし、塩化ビニル樹脂組成物のペレットを得た。次に、得られたペレットを、二重管ダイが装着された内径30mmの二軸押出機(設定温度は、実施例6と同じ。)に通して、防蟻性硬質耐衝撃性塩化ビニルパイプ(防蟻パイプ)を成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0061】
実施例8(防蟻性ポリエチレンシート)
高密度ポリエチレン(品名「ニポロンハードHDPE」、東ソー(株)製)100重量部と、クロチアニジン10重量部とを、内径が30mmの二軸押出機に投入して、設定温度180℃で押出成形することにより、マスターバッチペレットを得た。次いで、得られたマスターバッチペレット2重量部と、高密度ポリエチレン(品番「ニポロンハードHDPE」)100重量部とを、Tダイを装着した上記と同じ二軸押出機に投入して、上記と同様にして押出成形することにより、防蟻性ポリエチレンシート(防蟻シート)を得た。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0062】
実施例9(防蟻性ポリプロピレンシート)
ポリプロピレン(品名「ノバテックPP」、日本ポリプロ(株)製)100重量部と、クロチアニジン10重量部とを、内径が30mmの二軸押出機に投入して、設定温度180℃で押出成形することにより、マスターバッチペレットを得た。次いで、得られたマスターバッチペレット2重量部と、ポリプロピレン(品番「ノバテックPP」)100重量部とを、Tダイを装着した上記と同じ二軸押出機に投入して、上記と同様にして押出成形することにより、防蟻性ポリプロピレンシート(防蟻シート)を得た。有効成分(クロチアニジン)の含有割合が0.2重量%であった。
【0063】
実施例10(防蟻性ポリエチレンシート)
KMC−113(ジイソプロピルナフタレン、沸点300℃、呉羽化学工業(株)製)610gと、アルケンL(アルキルベンゼン、蒸留範囲285〜309℃、新日本石油化学(株)製)360gと、Disper byk−164(3級アミン含有ポリエステル変性ポリウレタン系高分子重合体、分子量10000〜50000、ビッグケミー(株)製)10gとを配合して、均一になるまで攪拌した。得られた混合溶液にクロチアニジン20gを加えて、T.K.オートホモディスパー(特殊機化工業(株)製)にて攪拌することにより、スラリー(1)を得た。さらに、スラリー(1)をビーズミル(ダイノーミル KDL A型、ガラスビーズ径1.5mm)にて20分間湿式粉砕した。湿式粉砕後のスラリー(1)中のクロチアニジンの平均粒子径は840nmであった。
【0064】
次に、湿式粉砕後のスラリー(1)112.5gに、タケネートD−170N(ヘキサメチレンジイソシアネートのトリマー変性体、三井武田ケミカル(株)製)28.3gを加えて、均一になるまで攪拌することにより、スラリー(2)を得た。さらに、スラリー(2)を、1.5重量%ポリビニルアルコール(クラレポバール217、クラレ(株)製)含有水溶液125g中に加えて、常温下で微少滴になるまでT.K.オートホモミキサーで数分間攪拌した。この時のミキサーの回転数は、毎分5000回転であった。また、攪拌中に、エチレンジアミン4.16gを含む水溶液20gを滴下した。
【0065】
次いで、得られた水分散液を、60℃の恒温槽中で6時間緩やかに攪拌させながら反応させることにより、マイクロカプセルを含む水分散液を得た。さらに、得られた水分散液に0.1N−HCl水溶液を滴下して、pH7に中和した後、純水を加えて全体の重量が300gになるように調整し、有効成分(クロチアニジン)濃度0.75重量%の防除剤(A)を得た。防除剤(A)のマイクロカプセルの平均粒径は、25μmであった。
【0066】
さらに、防除剤(A)を70℃に加温、攪拌して、全体の重量が約35%減少するまで乾燥させることにより、防除剤(B)を得た。防除剤(B)の有効成分濃度は、約1.2重量%であった。
次に、ポリエチレン樹脂パウダー(品名「PEW−5」、(株)セイシン企業製)10重量部に、防除剤(B)100重量部を加えて、130℃で混練しながら水分を蒸発させて、定法により、有効成分濃度0.2重量%を含む防蟻性ポリエチレンシート(防蟻シート)を得た。
【0067】
実施例11(防蟻性ポリプロピレンシート)
ポリプロピレン樹脂パウダー(品名「PPW−5」、(株)セイシン企業製)10重量部に、防除剤(B)100重量部を加えて、170℃で混練しながら水分を蒸発させて、定法により、有効成分濃度0.2重量%を含む防蟻性ポリプロピレンシート(防蟻シート)を得た。
【0068】
実施例12(防蟻性アクリルシート)
アクリル樹脂溶液(品名「アクリディックA−837」、大日本インキ化学工業(株)製)100重量部と、架橋剤としてポリイソシアネート(商品名「バーノックDN−980」、大日本インキ化学工業(株)製)13.1重量部とを混合し、これを離型紙に流した。さらに、クロチアニジン−酢酸エチル0.2%(v/w)溶液60mLをスプレーした。乾燥させることにより、厚さ2mmの防蟻性アクリルシート(防蟻シート)を得た。有効成分(クロチアニジン)の含有割合は0.1重量%であった。
【0069】
実施例13(防蟻性ポリオレフィンシート)
実施例8で用いたポリエチレン樹脂パウダー100重量部に、防除剤(A)8.5重量部を加えて、これを混合しながら乾燥させることにより、有効成分濃度約0.1重量%の粉体を得た。次いで、得られた粉体を、厚さ2mmのポリプロピレンシートの表面に、50g/m2の割合で散布して、130℃で加熱することにより、ポリエチレンを溶融させて防除剤(A)中のマイクロカプセル化された有効成分(クロチアニジン)をシートに固着し、マイクロカプセル化された有効成分(クロチアニジン)が表面に固着したシート状の防蟻性ポリオレフィンシート(防蟻シート)を得た。
【0070】
比較例1
クロチアニジンに代えて、シフルトリンを用いたこと以外は、実施例1と同様にして、有効成分(シフルトリン)の含有割合が0.2重量%である、樹脂成形体(防蟻シート)を得た。
比較例2
クロチアニジンに代えて、ホキシムを用いたこと以外は、実施例1と同様にして、有効成分(ホキシム)の含有割合が0.5重量%である、樹脂成形体(防蟻シート)を得た。
【0071】
比較例3(防蟻電線ケーブル)
クロチアニジンに代えて、ホキシムを用いたこと以外は、実施例4と同様にして、有効成分(ホキシム)の含有割合が0.2重量%である防蟻性被覆電線を得た。
比較例4(防蟻パイプ)
クロチアニジンに代えて、シフルトリンを用いたこと以外は、実施例6と同様にして、有効成分(シフルトリン)の含有割合が0.2重量%である防蟻性硬質塩化ビニルパイプを得た。
【0072】
試験例1
実施例1〜13および比較例1〜4で得られた防蟻性樹脂成形体を用いて、シロアリに対する効力を確認した。
(1) 防蟻シートの効力の試験
長さ約13cm、幅約6cm、深さ約3cmの蓋付きプラスチック容器に、含水率が12%に調整されたケイ砂5号を、約2mmの厚みで敷き詰めた。
【0073】
次いで、ケイ砂の上に、長さ5cm、幅5cmに切断された防蟻シート(実施例1〜3、実施例8〜13および比較例1〜2)を設置し、さらに、上記シートの上には、木口の長さ1cm、幅1cm、厚さ2cmのマツの餌木を設置した。さらに、ケイ砂上にイエシロアリ(Coptotermes formosanus)100頭を放して、状態を観察した。その結果を表1に示す。
(2) 防蟻ケーブルの効力の試験
長さ約20cm、幅約7cm、深さ約6cmの蓋付きプラスチック容器の幅7cm、深さ6cmの面に直径約3cmの穴を開け、容器から両端が約1cm突き出る様に防蟻ケーブル(またはパイプ)(実施例4〜7および比較例3〜4)を通した。隙間はエポキシ樹脂でシールした。この容器中に含水率が12%に調整されたケイ砂5号を、防蟻ケーブルが半分埋まる程度に敷き詰めた。ケイ砂にイエシロアリ200頭を放して状態を観察した。その結果を表1に示す。
【0074】
【表1】

【0075】
表1中、「シート」、「フィルム」、「電線」、「パイプ」および「ケーブル」は、それぞれ、「防蟻シート」、「防蟻フィルム」、「防蟻電線」、「防蟻パイプ」および「防蟻ケーブル」を示す。
実施例14(マイクロカプセル剤配合防蟻シート)
特開2000−247821号公報の実施例1に記載の方法で製造された、クロチアニジンを主成分とするマイクロカプセル製剤40重量部と、ステアリン酸カルシウム25重量部と、を混合し、60℃で乾燥後、解砕し、粉体を得た。さらに、粉体中での有効成分(クロチアニジン)濃度が7%となるように、上記粉体にステアリン酸カルシウムを添加して、シロアリ防除剤Tを得た。
次いで、重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、充填剤として重質炭酸カルシウム15重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150℃〜160℃、3分間溶融混練し、シートペレタイザーで、塩化ビニル樹脂組成物のペレットを得た。
このペレット1500重量部と、防蟻剤T45重量部と、フタル酸ジオクチル1重量部とを攪拌、混合後、Tダイが装着された内径30mmの二軸押出機に投入し、この二軸押出機のヘッドを180℃に、ダイを170℃に、シリンダを上記ダイに近い方から順に、160℃、150℃、130℃に、それぞれ設定して、押出成形をすることにより、不透明かつ軟質のマイクロカプセル剤配合防蟻シートを成形した。
不透明かつ軟質のマイクロカプセル剤配合防蟻シートの有効成分(クロチアニジン)の含有量は約0.2重量%であった。
実施例15(マイクロカプセル剤配合防蟻シート)
防蟻剤Tの配合量を10重量部としたこと以外は、実施例14と同様にして、マイクロカプセル剤配合防蟻シートを成形した。有効成分(クロチアニジン)の含有量は、約0.05重量%であった。
実施例16(マイクロカプセル剤配合防蟻シート)
防除剤T45重量部と、ポリプロピレンペレット(品名「PM771M」、サンアロマー(株)製)1500重量部とを混合後、射出成型機(型式「PROMAT240/100」、住友重機械工業(株)製)に投入し、この射出成形のシリンダの温度を、射出口に近い先端部分で180℃とし、その他の部分で190℃として、射出成形をすることにより、長さ約5.5cm、幅11cm、厚さ1mmのマイクロカプセル剤配合防蟻シートを得た。有効成分(クロチアニジン)の濃度は、約0.2重量%であった。
実施例17(マイクロカプセル剤配合防蟻シート)
防除剤Tの配合量を10重量部としたこと以外は、実施例16と同様にして、マイクロカプセル剤配合防蟻シートを成形した。有効成分(クロチアニジン)の含有量は、約0.05重量%であった。
試験例2
実施例14〜17で得られた防蟻性樹脂成形体を用い、上記試験例1の「(1) 防蟻シートの効力の試験」と同様にして、シロアリに対する効力を確認した。その結果を表2に示す。
【0076】
【表2】
表2中、「シート」は、「マイクロカプセル剤配合防蟻シート」を示す。
【図面の簡単な説明】
【0077】
【図1】電線またはケーブル用被覆部材の一実施形態を示す断面図である。
【図2】電線またはケーブル用被覆部材の他の実施形態を示す断面図である。
【図3】電線またはケーブル用被覆部材のさらに他の実施形態を示す断面図である。
【符号の説明】
【0078】
2 絶縁体(被覆部材)
12 絶縁体(被覆部材)
23 シース(被覆部材)
【技術分野】
【0001】
本発明は、クロチアニジンを含む防蟻性樹脂成形体およびその製造方法に関する。
【背景技術】
【0002】
地中に埋設された電線やケーブルは、そのシース(外被)にシロアリによる食害が生じることで、通電、通信が不能になるといった損害を被るおそれがある。
このため、従来から、電線やケーブルを被覆するための被覆部材、すなわち、シース(外被)や絶縁電線の絶縁体には、防蟻剤を配合して、シロアリによる食害を防止、抑制することが試みられている。
【0003】
また、このような被覆部材は、例えば、有機リン系化合物と、熱可塑性樹脂組成物とを溶融混練することにより、得られている(特許文献1〜5参照)。
【特許文献1】特開平4−234301号公報
【特許文献2】特開平3−257712号公報
【特許文献3】特開昭60−240010号公報
【特許文献4】特開昭59−126842号公報
【特許文献5】特開昭58−142927号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、有機リン系化合物は、熱により分解し易い物質であることから、溶融混練時に分解して、熱可塑性樹脂成形体における有効成分量が低下するという不具合がある。
また、有機リン系化合物は、通常、常温で液体であることから、熱可塑性樹脂との粘性の差が大きく、熱可塑性樹脂の溶融混練が困難であり、また、熱可塑性樹脂成形体からのブリードが生じ易く、効力の持続性が低下するという不具合もある。
【0005】
そこで、本発明の目的は、防蟻効果を効率よく発揮させることができ、かつ、長期にわたって持続させることのできる、防蟻性樹脂成形体と、その製造方法とを提供することである。
【課題を解決するための手段】
【0006】
本発明者らは、上記目的を達成するために、防蟻性樹脂成形体において、防蟻性能を効率よく発揮でき、かつ、長期わたって維持できる有効成分について、鋭意検討したところ、防蟻剤として、クロチアニジンを用いれば、上記の課題を解決できるとの知見を見出し、さらに研究を進めた結果、本発明を完成するに至った。
すなわち、本発明は、
(1) クロチアニジンと熱可塑性樹脂とを含むことを特徴とする、防蟻性樹脂成形体、
(2) クロチアニジンと熱可塑性樹脂とを、押出成形法またはカレンダー成形法で成形して得られることを特徴とする、前記(1)に記載の防蟻性樹脂成形体、
(3) クロチアニジンがマイクロカプセルに内包されていることを特徴とする、前記(1)または(2)に記載の防蟻性樹脂成形体、
(4) 熱可塑性樹脂が、塩化ビニル系樹脂であることを特徴とする、前記(1)〜(3)のいずれかに記載の防蟻性樹脂成形体、
(5) クロチアニジンが、前記熱可塑性樹脂の成形体の表面に固着されていることを特徴とする、前記(1)〜(4)のいずれかに記載の防蟻性樹脂成形体、
(6) 熱可塑性樹脂が、成形時または成形後に架橋されたものであることを特徴とする、前記(1)〜(5)のいずれかに記載の防蟻性樹脂成形体、
(7) 防蟻シートまたは防蟻フィルムであることを特徴とする、前記(1)〜(6)のいずれかに記載の防蟻性樹脂成形体、
(8) 電線またはケーブルを被覆するための被覆部材であることを特徴とする、前記(1)〜(6)のいずれかに記載の防蟻性樹脂成形体、
(9) クロチアニジンと、熱可塑性樹脂または熱可塑性樹脂を成形時もしくは成形後に架橋させたものとを、押出成形法に付すことを特徴とする、防蟻性樹脂成形体の製造方法、
(10) クロチアニジンと、熱可塑性樹脂または熱可塑性樹脂を成形時もしくは成形後に架橋させたものとを、カレンダー成形法に付すことを特徴とする、防蟻性樹脂成形体の製造方法、
を提供するものである。
【発明の効果】
【0007】
本発明の防蟻性樹脂成形体によれば、防蟻効果を効率よく発揮させることができ、かつ、長期にわたって持続させることができる。
また、本発明の防蟻性樹脂成形体の製造方法によれば、本発明の防蟻性樹脂成形体を製造することができる。
【発明を実施するための最良の形態】
【0008】
本発明の防蟻性樹脂成形体は、クロチアニジンと熱可塑性樹脂とを含んでいる。
上記の防蟻性樹脂成形体による防除、忌避の対象となるシロアリとしては、シロアリ(等翅)目に属する昆虫であること以外は、特に限定されないが、具体的には、例えば、イエシロアリ(Coptotermes formosanus)、ヤマトシロアリ(Reticulitermessperatus)などのミゾガシラシロアリ科に属するもの、アメリカカンザイシロアリ、ダイコクシロアリなどのレイビシロアリ科に属するものなどが挙げられる。
【0009】
クロチアニジンは、ネオニコチノイド系化合物の一種についての一般名であって、その化合物名は、(E)−1−(2−クロロチアゾール−5−イルメチル)−3−メチル−2−ニトログアニジンである。クロチアニジンは、融点176.8℃、分解温度250℃以上(スラリー)で、常温で固体の熱安定性に優れた有機化合物であり、また、一般の有機溶剤には難溶という性質を持つ。
【0010】
熱可塑性樹脂としては、特に限定されないが、例えば、塩化ビニル系樹脂、ポリオレフィン系樹脂、ポリスチレン系樹脂、アクリル系樹脂、シリコン系樹脂、フッ素系樹脂、ポリエステル系樹脂、ポリ酢酸ビニル系樹脂、ポリアミド系樹脂、ポリカーボネート樹脂などが挙げられる。これら熱可塑性樹脂は、単独で用いてもよく、2種以上を混合して用いてもよい。
上記塩化ビニル系樹脂は、硬質タイプと軟質タイプ(可塑剤を配合したもの)とのいずれであってもよく、これらは、用途によって適宜、使い分けることができる。塩化ビニル系樹脂の具体例としては、例えば、塩化ビニル樹脂、塩化ビニル共重合体樹脂、塩素化塩化ビニル樹脂などが挙げられる。また、上記塩化ビニル共重合体樹脂における塩化ビニルと共重合するモノマーとしては、例えば、塩化ビニリデン、エチレン、プロピレン、アクリロニトリル、アクリル酸エステル系モノマーなどが挙げられる。アクリル酸エステル系モノマーとしては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチルなどが挙げられる。
【0011】
上記ポリオレフィン系樹脂の具体例としては、例えば、ポリエチレン、ポリプロピレン、エチレン・プロピレンコポリマー、エチレン・プロピレン・ジエンターポリマー、エチレン酢酸ビニルコポリマー、エチレンアクリル酸エチルコポリマー、塩素化ポリエチレンなどが挙げられる。また、上記ポリエチレンとしては、高密度ポリエチレン、直鎖状低密度ポリエチレン、高圧法低密度ポリエチレンなどの、種々のポリエチレンが挙げられる。
【0012】
上記ポリスチレン系樹脂の具体例としては、例えば、ポリスチレン樹脂、スチレン共重合体などが挙げられる。また、上記スチレン共重合体におけるスチレンと共重合するモノマーとしては、例えば、アクリル酸エステル系モノマー、アクリロニトリル、無水マレイン酸などが挙げられる。アクリル酸エステル系モノマーとしては、上記したものと同様のものが挙げられる。
【0013】
上記アクリル系樹脂の具体例としては、例えば、メタクリル樹脂、メタクリル酸メチル共重合体などが挙げられる。また、上記メタクリル酸メチル共重合体におけるメタクリル酸メチルと共重合するモノマーとしては、例えば、アクリル酸エステル系モノマー、アクリロニトリル、スチレンなどが挙げられる。上記アクリル酸エステル系モノマーとしては、例えば、メタクリル酸メチル、メタクリル酸ブチル、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチルなどが挙げられる。
【0014】
上記シリコン系樹脂の具体例としては、例えば、ポリオルガノシロキサン単独重合体、ポリオルガノシロキサン共重合体などが挙げられる。
上記フッ素系樹脂の具体例としては、例えば、四フッ化エチレンの単独重合体、四フッ化エチレンとエチレン フッ化ビニリデンなどとの共重合体などが挙げられる。
【0015】
上記ポリエステル系樹脂の具体例としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどが挙げられる。
上記ポリ酢酸ビニル系樹脂の具体例としては、例えば、ポリ酢酸ビニル、エチレン酢酸ビニル共重合体などが挙げられる。
上記ポリアミド系樹脂の具体例としては、ナイロン6、ナイロン66、ナイロン11、ナイロン12などが挙げられる。
上記ポリカーボネート樹脂の具体例としては、例えば、グリコール成分として、ビスフェノールA、ビスフェノールC、ビスフェノールZなどを用いたポリカーボネートが挙げられる。
上記熱可塑性樹脂としては、好ましくは、塩化ビニル系樹脂、ポリオレフィン系樹脂、アクリル系樹脂などが用いられ、特に好ましくは、塩化ビニル系樹脂が用いられる。上記熱可塑性樹脂が、塩化ビニル系樹脂であるときは、電線やケーブル、これらを被覆する防蟻シート、防蟻フィルムなどに対し、難燃性を付与できるといった利点がある。
また、上記熱可塑性樹脂の好適例のうち、塩化ビニル系樹脂としては、より好ましくは、塩化ビニル樹脂や塩素化塩化ビニル樹脂が挙げられ、ポリオレフィン系樹脂としては、より好ましくは、ポリエチレン(とりわけ、高密度ポリエチレン)、塩素化ポリエチレン、ポリプロピレンなどが用いられる。
また、上記熱可塑性樹脂は、紫外線、X線、ガンマ線、α線、β線、中性子線などの高エネルギー放射線を照射することにより、または、あらかじめラジカル発生剤や架橋剤を熱可塑性樹脂中に配合させておき、これを必要により加熱することにより、防蟻性樹脂成形体の成形時または成形後において、熱可塑性樹脂を架橋してもよい。熱可塑性樹脂を架橋することで、成形後の防蟻性樹脂成形体の耐久性を向上させることができる。
【0016】
上記熱可塑性樹脂が、例えば、ポリオレフィン系樹脂である場合には、ダイナミトロン、リニアック、ヴォンテグラーフなどの電子線加速装置を用いてポリオレフィン系樹脂成形体に放射線照射を行い、後架橋してもよい。また、ジクミルパーオキシドなどの過酸化物をポリオレフィン系樹脂にあらかじめ混練しておいて、成形と同時または成形後において、加圧下に加熱して架橋してもよい。
また、例えば、カルボキシル基、ヒドロキシル基などの官能基を含む熱可塑性樹脂の水分散液をキャスティング成形する場合には、ポリイソシアネート化合物、ポリメチロール化合物、多価金属化合物などに架橋剤を添加して、成形と同時または成形後に加熱することにより、架橋してもよい。
【0017】
ポリイソシアネート化合物としては、例えば、トルエンジイソシアネートなどの芳香族ポリイソシアネート、ヘキサメチレンジイソシアネートなどの脂肪族ポリイソシアネート、イソホロンジイソシアネートなどの脂環族ポリイソシアネート、キシリレンジイソシアネートなどの芳香脂肪族ポリイソシアネートなどが挙げられる。ポリメチロール化合物としては、例えば、ヘキサメチロールメラミン、トリメチロールメラミンなどが挙げられる。多価金属化合物としては、例えば、酸化亜鉛などが挙げられる。
【0018】
防蟻性樹脂成形体は、例えば、クロチアニジンと、上記熱可塑性樹脂とを配合して、成形することにより、製造することができる。
クロチアニジンの熱可塑性樹脂に対する配合割合は、特に限定されないが、熱可塑性樹脂100重量部に対して、好ましくは、0.01〜10重量部であり、より好ましくは、0.05〜1重量部である。
【0019】
クロチアニジンと熱可塑性樹脂とを含有する熱可塑性樹脂組成物の成形方法は、特に制限されず、例えば、押出成形、プレス成形、射出成形、カレンダー成形、キャスティング成形、トランスファー成形など、種々の成形方法を用いることができる。
押出成形では、上記した配合割合のクロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、可塑剤、熱安定剤、充填剤、着色剤、難燃剤、滑剤、老化防止剤、耐衝撃剤、強化剤、キレーター、核剤、帯電防止剤、ラジカル発生剤などの配合剤をドライブレンドし、こうして得られた熱可塑性樹脂組成物を押出機に投入し、溶融混練しつつ押出せばよい。
押出成形に供する上記熱可塑性樹脂組成物は、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を配合して、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドを行い、押出成形機にフィードし易いように、例えば、ペレット状やパウダー状に取り出されたものであってもよい。
さらに、例えば、熱可塑性樹脂として軟質塩化ビニル系樹脂などが用いられる場合には、加熱溶融ブレンドの前に、あらかじめコンパウンドを均質化させるために、リボンブレンダー、スーパーミキサー、ヘンシェルミキサーなどにより、ドライブレンドを行った混合物を溶融ブレンドに供することが好ましい。
押出成形の成形条件は、上記熱可塑性樹脂組成物が十分に溶融混練され、かつ、熱可塑性樹脂が分解されない成形条件を設定する必要があるが、この成形条件は、使用する樹脂および配合剤の組成に応じて、適宜設定すればよい。例えば、塩化ビニル樹脂100重量部にフタル酸エステル系可塑剤50重量部が配合された軟質塩化ビニル樹脂では、例えば、130〜180℃の温度範囲を選択し、樹脂の熱分解を制御するために、フィード側からダイ側に向かって温度が高くなるように温度設定すればよいが、この条件に限定されるものではない。
押出成形においては、排出側に装着するダイにより押出される成形物の形状が決定され、例えば、シートやフィルムを成形する場合には、Tダイを用いるTダイ法またはチューブダイを用いるインフレーション法を用いればよい。インフレーション法は、薄肉で直径の大きいチューブを押出し、中に空気を吹き込んで膨らませ、これを長さ方向にナイフで切り、拡げてシート、フィルムを成形する方法であって、押出機で大きな面積の成形品を製造するのに適している。
【0020】
プレス成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を溶融ブレンドし、こうして得られた熱可塑性樹脂組成物を、予熱されたプレス機の金型内に投入し、プレス成形することにより、上記熱可塑性樹脂組成物を加圧展延すればよい。
プレス成形に供する上記熱可塑性樹脂組成物は、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を配合して、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドを行い、プレス機金型に投入し易いように、例えば、小塊状、ペレット状、パウダー状、シート状に取り出されたものであってもよい。
さらに、例えば、熱可塑性樹脂として軟質塩化ビニル系樹脂などが用いられる場合には、溶融ブレンドの前に、あらかじめコンパウンドを均質化させるために、リボンブレンダー、スーパーミキサー、ヘンシェルミキサーなどにより、ドライブレンドを行った混合物を溶融ブレンドに供することが好ましい。
プレス成形の成形条件は、上記熱可塑性樹脂組成物が十分加圧展延され、かつ、熱可塑性樹脂が分解されない成形条件(温度×圧力×時間)を設定する必要があるが、この成形条件は、使用する樹脂および配合剤の組成に応じて、適宜設定すればよい。例えば、塩化ビニル樹脂100重量部にフタル酸エステル系可塑剤50重量部が配合された軟質塩化ビニル樹脂では、例えば、温度160〜170℃、圧力80〜100kg/cm2、時間3〜5分といった条件が選択されるが、この条件に限定されるものではない。
【0021】
射出成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を溶融ブレンドし、こうして得られた熱可塑性樹脂組成物を射出成形機にホッパーに投入し、溶融状態および加圧下において、金型内に射出注入すればよい。
射出成形に供される上記熱可塑性樹脂組成物は、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を配合して、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドを行い、ペレット状に取り出されたものであってもよい。
さらに、例えば、熱可塑性樹脂として軟質塩化ビニル系樹脂などが用いられる場合には、溶融ブレンドの前に、あらかじめコンパウンドを均質化させるために、スーパーミキサー、ヘンシェルミキサーなどにより、ドライブレンドを行った混合物を溶融ブレンドに供することが好ましい。
射出成形には多くの条件設定のパラメーターがあり、好適な成形条件は、使用する樹脂および配合剤の組成により変化することから、特に限定されないが、上記熱可塑性樹脂組成物が、加圧下で十分に、金型内に充填され、かつ、熱可塑性樹脂が分解しない成形条件を設定する必要がある。
【0022】
カレンダー成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記の配合剤を配合し、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドして、こうして帯状に取り出された熱可塑性樹脂組成物を、そのまま直接に、カレンダー・ロールに供することにより、フィルム状またはシート状に成形すればよい。
例えば、熱可塑性樹脂として軟質塩化ビニル系樹脂などが用いられる場合には、加熱溶融ブレンドの前に、あらかじめコンパウンドを均質化させるために、リボンミキサー、スーパーミキサー、ヘンシェルミキサーなどにより、ドライブレンドを行った混合物を加熱溶融ブレンドに供することが好ましい。
【0023】
キャスティング成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記配合剤を配合し、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドしてなる熱可塑性樹脂組成物を、溶融状態で型へ流し込み、冷却固化させるか、または、クロチアニジンおよび、必要に応じて、上記の配合剤を含む熱可塑性樹脂の溶液または分散液を、成形型に流し込んで、溶剤または分散媒を揮発させて、固化させればよい。
【0024】
トランスファー成形では、クロチアニジンおよび熱可塑性樹脂、さらに必要に応じて、上記配合剤を配合し、バンバリーミキサー、ミキシングロール、混練用押出機、ニーダーなどによって加熱溶融ブレンドしてなる熱可塑性樹脂組成物を、溶融状態で型へ流し込み、冷却固化させればよい。
防蟻性樹脂成形体としては、これに限定されないが、例えば、防蟻シート、防蟻フィルム、埋設電線またはケーブルを被覆するための被覆部材(例えば、防蟻チューブ、防蟻パイプなど。)、埋設ガス管または水道管を被覆するための被覆部材(例えば、防蟻性被覆外装管など。)などが挙げられる。
防蟻性樹脂成形体として、防蟻シート、防蟻フィルムを製造する場合には、押出成形法(Tダイ法、インフレーション法)、カレンダー成形法、プレス成形法、キャスティング成形法などが用いられ、好ましくは、押出成形法(Tダイ法、インフレーション法)、カレンダー成形が用いられる。
【0025】
防蟻性樹脂成形体としての被覆部材(防蟻チューブ、防蟻パイプ)を有する電線(防蟻電線)またはケーブル(防蟻ケーブル)を製造する場合は、押出成形法などが用いられる。好ましくは、クロスヘッド型ダイを装着した押出機を用いた押出成形により、一度に上記熱可塑性樹脂組成物を電線またはケーブルに被覆するとよい。
防蟻性樹脂成形体として、埋設電線またはケーブルを被覆するための被覆部材(防蟻チューブ、防蟻パイプ)、埋設ガス管または水道管を被覆するための被覆部材(防蟻性被覆外装管)を製造する場合は、押出成形法などが用いられる。好ましくは、二重管ダイを装着した押出機を用いた押出成形により成形するとよい。
【0026】
上記成形方法において、防蟻性樹脂成形体は、まず、熱可塑性樹脂に対してクロチアニジンが高濃度で加熱溶融ブレンドされたマスターバッチペレットを成形した後、このマスターバッチペレットと熱可塑性樹脂、必要に応じてその他の配合剤とを配合して、各成形法により成形することや、各成形の前段のドライブレンド、溶融ブレンド時にマスターバッチペレットをブレンドしてから成形することにより得ることもできる。
【0027】
マスターバッチペレットは、例えば、熱可塑性樹脂100重量部に対して、例えば、クロチアニジンを0.1〜20重量部、好ましくは、1〜10重量部と、さらに必要に応じて、熱安定剤などの各種配合剤とを配合して、上記した押出成形の成形条件で押出成形することにより、得ることができる。
次いで、得られたマスターバッチペレットを、熱可塑性樹脂100重量部に対して、例えば、0.1〜100重量部、好ましくは、1〜10重量部配合し、さらに、必要に応じて熱安定剤などの各種配合剤を配合して、上記した各成形法で成形すれば、防蟻性樹脂成形体を得ることができる。
【0028】
上記クロチアニジンは、熱可塑性樹脂に配合する前に、予めマイクロカプセル化して、マイクロカプセルに内包されておくこともできる。
クロチアニジンのマイクロカプセル化は、例えば、いわゆる、界面重合法、in situ重合法(界面反応法)、コアセルベーション法、液中乾燥法、融解分散冷却法、液中硬化皮膜法、コーティング法(気中懸濁法)、スプレードライ法、静電合体法、真空蒸着法などが挙げられる。クロチアニジンのマイクロカプセル化の具体的手法としては、例えば、特開昭61−249904号公報、特公平6−92282号公報、特公平6−92283号公報、特開平10−114608号公報、特開2000−247821号公報に記載の方法が挙げられる。特に、クロチアニジンは、溶剤に難溶解性であることから、例えば、特開2000−247821号公報に記載の方法により、マイクロカプセル化することが好ましい。
【0029】
クロチアニジンのマイクロカプセル化は、一般的には、シロアリ防除成分を溶媒に溶解させた後、得られた溶液を、上記溶媒と相溶しない媒体(例えば、水など。)中に添加して、攪拌し、懸濁させる。次いで、懸濁液を攪拌しながら、マイクロカプセルの壁膜を形成させて、微細な粒状のマイクロカプセルを生成させればよい。より好ましくは、有効成分(クロチアニジン)を含むスラリーを調製し、これを公知の方法でマイクロカプセル化させてもよい。上記スラリーを調製するには、有効成分を分散媒に配合して、撹拌混合すればよい。
【0030】
マイクロカプセルの壁膜を形成させるための壁膜形成物質は、懸濁液の成分としてあらかじめ添加しておいてもよく、後で添加してもよい。これにより、シロアリ防除成分を内包したマイクロカプセルを得ることができる。
上記スラリーを調製するための分散媒としては、シロアリ防除成分のマイクロカプセル化に用いられる、公知の有機溶媒が挙げられる。また、そのような有機溶媒としては、好ましくは、例えば、沸点が200℃以上の高沸点芳香族系有機溶媒が挙げられる。このような高沸点芳香族系有機溶媒を用いることにより、マイクロカプセル化された有効成分の残効性を向上させることができる。
【0031】
上記の高沸点芳香族系有機溶媒としては、例えば、アルキルベンゼン類、アルキルナフタレン類、アルキルフェノール類、ジフェニルアルカン類などが挙げられ、より具体的には、石油留分より得られる種々の市販の有機溶媒、例えば、アルケンL(アルキルベンゼン、蒸留範囲285〜309℃、新日本石油化学(株)製)、KMC−113(ジイソプロピルナフタレン、沸点300℃、呉羽化学工業(株)製)などが挙げられる。
【0032】
また、その他の有機溶媒として、例えば、ヘキサン、シクロヘキサンなどの脂肪族炭化水素類、例えば、トルエンなどの芳香族炭化水素類、例えば、酢酸エチル、エチレングリコールモノメチルエーテルアセテートなどのエステル類、例えば、アセトンなどのケトン類、例えば、テトラヒドロフラン、エチレングリコールモノメチルエーテルなどのエーテル類、例えば、ヘキサノールなどのアルコール類、例えば、ジエチレングリコール、ポリエチレングリコールなどのグリコール類、例えば、ジクロロメタンなどのハロゲン化炭化水素類、例えば、ピリジン、アセトニトリル、ジメチルホルムアミドなどの含窒素化合物類などが挙げられる。
【0033】
これら有機溶媒は、単独で使用してもよく、また2種以上併用してもよい。2種以上併用する場合には、上記した高沸点芳香族系有機溶媒を少なくとも含むことが好ましく、その割合としては、例えば、分散媒中に、50重量%以上、さらには70重量%以上となるような割合であることが好ましい。
有効成分を上記分散媒に分散させる際には、必要により、分散剤を配合してもよい。この分散剤としては、例えば、3級アミンを含む分子量1000以上の分散剤が挙げられる。このような分散剤を用いることにより、例えば、ネオニコチノイド系化合物を、増粘させることなく湿式粉砕することができ、良好なスラリーを得ることができる。
【0034】
このような分散剤としては、3級アミンを含有するカチオン系の高分子重合体、例えば、3級アミン含有ポリエステル変性ポリウレタン系高分子重合体、3級アミン含有変性ポリウレタン系高分子重合体などが挙げられる。より具体的には、市販されているものとして、例えば、Disperbyk−164(3級アミン含有ポリエステル変性ポリウレタン系高分子重合体、分子量10000〜50000、ビッグケミー(株)製)などが挙げられる。このような分散剤は、単独で使用してもよく、また2種以上併用してもよい。
【0035】
次いで、このようにして得られたスラリーは、必要により、湿式粉砕がされた後に、マイクロカプセル化することができる。
湿式粉砕は、例えば、ビーズミル、ボールミル、またはロッドミルなどの公知の粉砕機を用いて所定の時間行えばよい。湿式粉砕することにより、分散媒中にクロチアニジンを微細な粒子として分散させることができ、カプセル化率の向上、製剤安定性の向上、および、効力の増強を図ることができる。このような湿式粉砕において、クロチアニジンの平均粒子径を、例えば、5μm以下、さらには2.5μm以下とすることが好ましい。平均粒子径がこの値より大きいと、有効成分をマイクロカプセル内に良好に封入できない場合がある。
【0036】
次いで、このように湿式粉砕されたスラリーをマイクロプセル化するには、例えば、界面重合法、in−situ重合法、コアセルベーション法、液中乾燥法、スプレードライング法、融解分散冷却法、オリフィス法、気中懸濁被覆法、無機質壁マイクロカプセル化法などの公知の方法を用いればよい。好ましくは、界面重合法が用いられる。
界面重合法では、例えば、得られたスラリーに油溶性膜形成物質を配合し、これを、水中に分散させた後、水溶性膜形成物質を添加すればよい。
【0037】
油溶性膜形成物質としては、マイクロカプセル化のために通常用いられる公知のものでよく、例えば、ポリイソシアネート、ジカルボン酸ジクロライド、ジスルホン酸ジクロライドなどが挙げられる。
ポリイソシアネートとしては、例えば、トルエンジイソシアネートなどの芳香族ポリイソシアネート、ヘキサメチレンジイソシアネートなどの脂肪族ポリイソシアネート、イソホロンジイソシアネートなどの脂環族ポリイソシアネート、キシリレンジイソシアネートなどの芳香脂肪族ポリイソシアネートなどが挙げられ、さらに、これらの変性体、例えば、これらポリイソシアネートの誘導体であるダイマー、トリマーなどにより変性される誘導体変性ポリイソシアネートや、例えば、トリメチロールプロパンなどの低分子量ポリオールを予め反応させて得られるポリオール変性ポリイソシアネートなどが挙げられる。
【0038】
また、ジカルボン酸ジクロライドとしては、例えば、セバシン酸ジクロライド、アジピン酸ジクロライドなどが挙げられ、また、ジスルホン酸ジクロライドとしては、例えば、ベンゼンスルホニルジクロライドなどが挙げられる。
これら油溶性膜形成物質は、単独で使用してもよく、また2種以上併用してもよい。好ましくは、ポリイソシアネートが挙げられ、さらに好ましくは、脂肪族および脂環族のポリイソシアネート、とりわけ、ヘキサメチレンジイソシアネートやイソホロンジイソシアネートのトリマー変性体(例えば、タケネートD−170N(ヘキサメチレンジイソシアネートのトリマー変性体、三井武田ケミカル(株)製)など。)やポリオール変性体が挙げられる。
【0039】
そして、油溶性膜形成物質が配合されたスラリーを水中に分散させるには、例えば、このスラリーを水中に加えて、常温下、微小滴になるまでミキサーなどにより攪拌すればよい。スラリーを分散させるための水には、分散性を向上させるために予め分散安定剤を20重量%以下、好ましくは、5重量%以下の割合で配合しておくことが好ましい。このような分散安定剤としては、例えば、アラビヤガムなどの天然多糖類、例えば、カルボキシメチルセルロースナトリウム、メチルセルロースなどの半合成多糖類、ポリビニルアルコールなどの水溶性合成高分子、アニオン性界面活性剤、ノニオン性界面活性剤、カチオン性界面活性剤、両性界面活性剤などが挙げられ、これら分散安定剤は、単独で使用してもよく、また2種以上併用してもよい。好ましくは、ポリビニルアルコール(例えば、クラレポバール217、クラレ(株)製など。)が用いられる。
【0040】
次いで、スラリーの水中分散後に、水溶性膜形成物質を添加するには、例えば、水溶性膜形成物質を水溶液として滴下させればよい。水溶性膜形成物質は、マイクロカプセル化のために通常用いられる公知のものでよく、例えば、ポリアミンやポリオールなどが挙げられる。
ポリアミンとしては、例えば、エチレンジアミン、フェニレンジアミン、ヘキサメチレンジアミン、トリエチレンテトラミン、ピペラジンなどが挙げられる。また、ポリオールとしては、例えば、エチレングリコール、ネオペンチルグリコール、ジエチレングリコール、ポリエチレングリコールなどが挙げられる。
【0041】
これら水溶性膜形成物質は、単独で使用してもよく、また2種以上併用してもよい。好ましくは、ポリアミン、なかでも、エチレンジアミンが好ましく用いられる。また、このような水溶性膜形成物質を水溶液とするには、約50重量%以下の濃度とすることが好ましく、このような水溶液を、例えば、水溶性膜形成物質が、油溶性膜形成物質に対してほぼ等しい当量(例えば、ポリイソシアネートとポリアミンとが用いられる場合では、イソシアネート基/アミノ基の当量比がほぼ1となる割合)となるような量となるまで滴下することが好ましい。
【0042】
このような水溶性膜形成物質の添加により、水溶性膜形成物質と油溶性膜形成物質とが、分散媒と水(油と水)との界面で反応することにより、クロチアニジンが封入されたマイクロカプセルを得ることができる。この反応を促進するために、例えば、水溶性膜形成物質の添加後に、約25〜85℃、好ましくは、約40〜70℃で、約30分〜24時間、好ましくは、約1〜3時間攪拌しつつ加熱することが好ましい。
【0043】
マイクロカプセルは、平均粒子径を6〜100μm、好ましくは10〜30μmに調整することが好ましい。マイクロカプセルの平均粒子径および粒子径は、例えば、市販されているレーザ回折/散乱式粒度分布装置を用いて、粒子径の大きさとその分布状態(粒度分布)を測定することにより、求めることができる。
クロチアニジンをマイクロカプセル化した場合において、防蟻性樹脂成形体を得るには、上記のマイクロカプセル化されたクロチアニジンと、上記熱可塑性樹脂とを、上記した成形方法と同様の方法に成形すればよい。例えば、上記のマイクロカプセル化されたクロチアニジンと、上記熱可塑性樹脂と、必要により、上記配合物とを配合し、得られた熱可塑性樹脂組成物を、押出成形、プレス成形、射出成形、カレンダー成形、キャスティング成形、トランスファー成形などの成形方法により成形すればよい。
【0044】
クロチアニジンとしてマイクロカプセル化されたものを用いた場合には、防蟻性樹脂成形体の製造時にマイクロカプセルが破損せず、マイクロカプセルの表面組成による分散安定性効果によって、クロチアニジンが適度に分散されること、最終成型物が高温にさらされてもマイクロカプセルが破損しないために、クロチアニジンが安定に保たれること、マイクロカプセル内に包含されたクロチアニジンの濃度が高いために、マイクロカプセルと接触したシロアリに対する防除効果が高いこと、などにおいて有利である。
【0045】
また、防蟻性樹脂成形体は、上記のクロチアニジン(マイクロカプセル化されていないもの、マイクロカプセル化されているもの、いずれの態様であってもよい。以下同様。)を、上記熱可塑性樹脂の成形体の表面に固着させることにより、得ることもできる。またクロチアニジンの溶液あるいは分散液を、樹脂成形体に塗布することにより、表面に固着させるようにしてもよい。
【0046】
クロチアニジンを、熱可塑性樹脂の成形体の表面に固着させる場合には、予め、上記熱可塑性樹脂のみから、上記した成形方法により、所定形状の成形体を形成しておく。
そして、例えば、クロチアニジン溶液あるいは分散液を、スプレーすることにより、上記成形体表面に噴霧して、乾燥、固着させる。クロチアニジン溶液あるいは分散液をスプレーするには、クロチアニジンを含む溶液あるいは分散液を調製し、これを公知の方法で上記の成形体の表面に噴霧し、乾燥すればよい。
【0047】
上記分散液を調製するには、クロチアニジンを分散媒に配合して、撹拌混合すればよい。上記分散媒としては、適宜選択されるが、例えば、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、2−ブタノール、2−メチル−1−プロパノール、2−メチル−2−プロパノールなどのアルコール類、例えば、エチレングリコールモノメチルエーテル、ジエチレングリコールモノエチルエーテルなどのグリコール類などが挙げられる。
【0048】
また、上記したように、クロチアニジンをマイクロカプセル化した場合には、得られたマイクロカプセルの水分散液を、そのまま用いることもできる。
クロチアニジンの固着効果を上げるために、上記分散液中にバインダー成分を添加しておくことができる。該バインダー成分としては、例えば、アクリル酸系、ウレタン系、セルロース系、酢酸ビニル系などの各ポリマーが挙げられる。
【0049】
また、上記スラリーを、熱可塑性樹脂のパウダーに混合して、乾燥させることにより、クロチアニジンを熱可塑性樹脂のパウダーに担持して、その後、クロチアニジンが担持されたパウダーを、熱可塑性樹脂の成形体の表面に散布し、加熱により、熱可塑性樹脂のパウダーを溶融させることにより、熱可塑性樹脂のパウダーをバインダーとして、クロチアニジンを、熱可塑性樹脂の成形体の表面に固着させることもできる。
【0050】
上記防蟻性樹脂成形体は、種々の産業分野で使用することができ、例えば、防蟻性シート、電線またはケーブルを被覆するための被覆部材、埋設ガス管や埋設水道管などの埋設パイプの被覆部材、電線、ケーブルなどが収納される埋設管材あるいは埋設管の被覆部材(外装管)などの、種々の態様で使用することができる。
防蟻シートは、これに限定されないが、例えば、一方の面に接着剤を塗布して、防蟻テープとして使用することができる。この防蟻テープは、例えば、電線やケーブルの接続部、端子部などの被覆処理に使用することができる。
【0051】
また、電線またはケーブルを被覆するための被覆部材としては、例えば、図1〜図3に示す態様が挙げられる。
図1は、一般の金属導線1の周面に、防蟻性の絶縁体2が被覆された態様を示している。この図1に示す態様において、上記防蟻性樹脂成形体は、防蟻性の絶縁体2として形成されている。
【0052】
図2は、複数の導体11の束の周面に、この束を収納する防蟻性の絶縁体12が設けられた絶縁電線10を示している。この図2において、上記防蟻性樹脂成形体は、絶縁体12として形成されている。
導体11としては、特に限定されず、絶縁電線に用いられる公知の金属線などが用いられる。例えば、銅線、アルミニウム線などが挙げられる。
【0053】
図3は、複数の絶縁線心20(導体21が絶縁体22で被覆されたもの。)の束の周面に、防蟻性の絶縁体(シース23)が施されたケーブルを示している。この図3において、上記防蟻性樹脂成形体は、シース23として成形されている。
導体21としては、特に限定されず、例えば、導体11と同様の金属線が挙げられる。
絶縁体22としては、特に限定されず、絶縁線心の被覆に用いられる、公知の絶縁材料(上記した防蟻性樹脂成形体からなる絶縁体12であってもよい。)を用いることができる。
【実施例】
【0054】
次に、本発明を実施例および比較例に基づいて説明するが、本発明は下記の実施例によって限定されるものではない。
実施例1(不透明軟質防蟻シート)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、充填剤として重質炭酸カルシウム15重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部と、クロチアニジン0.34重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練し、シートペレタイザーで、塩化ビニル樹脂組成物のペレットを得た。このペレットを、Tダイが装着された内径30mmの二軸押出機に投入して、ヘッドを180℃、ダイを170℃、シリンダーを上記ダイに近い方から160℃、150℃、130℃に、それぞれ設定して、押出成形をすることにより、不透明かつ軟質の防蟻シートを成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0055】
実施例2(透明軟質防蟻シート)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部と、熱安定化助剤としてエポキシ化大豆油5重量部と、キレーターとしてトリフェニルフォスファイト0.8重量部と、クロチアニジン0.32重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練しつつ、塩化ビニル樹脂組成物のシートを成形した。さらに、30cm角の加熱プレスの金型を160℃で1分間予熱後、上記塩化ビニル樹脂組成物のシートを、170℃、100kg/cm2で3分間プレスすることにより、透明かつ軟質の防蟻シートを成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0056】
実施例3(透明軟質防蟻フィルム)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部と、熱安定化助剤としてエポキシ化大豆油5重量部と、キレーターとしてトリフェニルフォスファイト0.8重量部と、クロチアニジン0.32重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練しつつ、塩化ビニル樹脂組成物のシートを成形した。さらに、得られたシートを、逆L型カレンダーロール(8インチ型)によりカレンダー成形することにより、透明かつ軟質の防蟻フィルムを成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0057】
実施例4(防蟻性被覆電線)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、充填剤として軽質炭酸カルシウム10重量部と、クレー10重量部と、熱安定剤としてステアリン酸鉛3.0重量部と、クロチアニジン0.35重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練し、シートペレタイザーで塩化ビニル樹脂組成物のペレットを成形した。さらに、このペレットを、クロスヘッドダイが装着された内径30mmの二軸押出機に投入して、ヘッドを180℃、ダイを170℃、シリンダーを上記ダイに近い方から160℃、150℃、130℃に、それぞれ設定して、銅製導線(電線)とともに押出成形することにより、上記電線の周囲が防蟻性樹脂成形体で被覆された防蟻性被覆電線(防蟻電線)を成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0058】
実施例5(非鉛系防蟻被覆電線)
重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、充填剤として軽質炭酸カルシウム10重量部と、クレー10重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部と、滑剤としてステアリルアルコール0.5重量部と、クロチアニジン0.35重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150〜160℃、3分間溶融混練し、シートペレタイザーで塩化ビニル樹脂組成物のペレットを成形した。このペレットを、クロスヘッドダイが装着された内径30mmの二軸押出機に投入して、ヘッドを180℃、ダイを170℃、シリンダーを上記ダイに近い方から160℃、150℃、130℃に、それぞれ設定して、銅製導線(電線)とともに押出成形することにより、非鉛系の防蟻性被覆電線(防蟻電線)を成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0059】
実施例6(防蟻性硬質パイプ)
重合度1000の塩化ビニル樹脂(品名「S−1001」、販売元「日本塩ビ販売(株)」)100重量部と、充填剤として重質炭酸カルシウム10重量部と、安定剤としてステアリン酸鉛3.0重量部と、クロチアニジン0.23重量部とを、ストランドダイが装着された内径30mmの二軸押出機に投入して、ヘッドを210℃、ダイを200℃、シリンダーを上記ダイに近い方から190℃、180℃、160℃に、それぞれ設定して、押出成形した後、得られたストランドをペレタイザーでカットして、塩化ビニル樹脂組成物のペレットを得た。次に、得られたペレットを、二重管ダイが装着された内径30mmの二軸押出機(設定温度は、実施例5の二軸押出機と同じ。)に通して、防蟻性硬質塩化ビニルパイプ(防蟻パイプ)を成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0060】
実施例7(防蟻性硬質耐衝撃性パイプ)
重合度1000の塩化ビニル樹脂(品名「S−1001」、販売元「日本塩ビ販売(株)」)100重量部と、充填剤として重質炭酸カルシウム10重量部と、耐衝撃性改良剤として塩素化ポリエチレン8重量部と、安定剤としてステアリン酸鉛3.0重量部と、クロチアニジン0.24重量部とを、ストランドダイが装着された内径30mmの二軸押出機に投入して、ヘッドを200℃、ダイを190℃、シリンダーを上記ダイに近い方から180℃、170℃、150℃に、それぞれ設定して、押出成形した後、得られたストランドをペレタイザーでカットし、塩化ビニル樹脂組成物のペレットを得た。次に、得られたペレットを、二重管ダイが装着された内径30mmの二軸押出機(設定温度は、実施例6と同じ。)に通して、防蟻性硬質耐衝撃性塩化ビニルパイプ(防蟻パイプ)を成形した。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0061】
実施例8(防蟻性ポリエチレンシート)
高密度ポリエチレン(品名「ニポロンハードHDPE」、東ソー(株)製)100重量部と、クロチアニジン10重量部とを、内径が30mmの二軸押出機に投入して、設定温度180℃で押出成形することにより、マスターバッチペレットを得た。次いで、得られたマスターバッチペレット2重量部と、高密度ポリエチレン(品番「ニポロンハードHDPE」)100重量部とを、Tダイを装着した上記と同じ二軸押出機に投入して、上記と同様にして押出成形することにより、防蟻性ポリエチレンシート(防蟻シート)を得た。有効成分(クロチアニジン)の含有割合は0.2重量%であった。
【0062】
実施例9(防蟻性ポリプロピレンシート)
ポリプロピレン(品名「ノバテックPP」、日本ポリプロ(株)製)100重量部と、クロチアニジン10重量部とを、内径が30mmの二軸押出機に投入して、設定温度180℃で押出成形することにより、マスターバッチペレットを得た。次いで、得られたマスターバッチペレット2重量部と、ポリプロピレン(品番「ノバテックPP」)100重量部とを、Tダイを装着した上記と同じ二軸押出機に投入して、上記と同様にして押出成形することにより、防蟻性ポリプロピレンシート(防蟻シート)を得た。有効成分(クロチアニジン)の含有割合が0.2重量%であった。
【0063】
実施例10(防蟻性ポリエチレンシート)
KMC−113(ジイソプロピルナフタレン、沸点300℃、呉羽化学工業(株)製)610gと、アルケンL(アルキルベンゼン、蒸留範囲285〜309℃、新日本石油化学(株)製)360gと、Disper byk−164(3級アミン含有ポリエステル変性ポリウレタン系高分子重合体、分子量10000〜50000、ビッグケミー(株)製)10gとを配合して、均一になるまで攪拌した。得られた混合溶液にクロチアニジン20gを加えて、T.K.オートホモディスパー(特殊機化工業(株)製)にて攪拌することにより、スラリー(1)を得た。さらに、スラリー(1)をビーズミル(ダイノーミル KDL A型、ガラスビーズ径1.5mm)にて20分間湿式粉砕した。湿式粉砕後のスラリー(1)中のクロチアニジンの平均粒子径は840nmであった。
【0064】
次に、湿式粉砕後のスラリー(1)112.5gに、タケネートD−170N(ヘキサメチレンジイソシアネートのトリマー変性体、三井武田ケミカル(株)製)28.3gを加えて、均一になるまで攪拌することにより、スラリー(2)を得た。さらに、スラリー(2)を、1.5重量%ポリビニルアルコール(クラレポバール217、クラレ(株)製)含有水溶液125g中に加えて、常温下で微少滴になるまでT.K.オートホモミキサーで数分間攪拌した。この時のミキサーの回転数は、毎分5000回転であった。また、攪拌中に、エチレンジアミン4.16gを含む水溶液20gを滴下した。
【0065】
次いで、得られた水分散液を、60℃の恒温槽中で6時間緩やかに攪拌させながら反応させることにより、マイクロカプセルを含む水分散液を得た。さらに、得られた水分散液に0.1N−HCl水溶液を滴下して、pH7に中和した後、純水を加えて全体の重量が300gになるように調整し、有効成分(クロチアニジン)濃度0.75重量%の防除剤(A)を得た。防除剤(A)のマイクロカプセルの平均粒径は、25μmであった。
【0066】
さらに、防除剤(A)を70℃に加温、攪拌して、全体の重量が約35%減少するまで乾燥させることにより、防除剤(B)を得た。防除剤(B)の有効成分濃度は、約1.2重量%であった。
次に、ポリエチレン樹脂パウダー(品名「PEW−5」、(株)セイシン企業製)10重量部に、防除剤(B)100重量部を加えて、130℃で混練しながら水分を蒸発させて、定法により、有効成分濃度0.2重量%を含む防蟻性ポリエチレンシート(防蟻シート)を得た。
【0067】
実施例11(防蟻性ポリプロピレンシート)
ポリプロピレン樹脂パウダー(品名「PPW−5」、(株)セイシン企業製)10重量部に、防除剤(B)100重量部を加えて、170℃で混練しながら水分を蒸発させて、定法により、有効成分濃度0.2重量%を含む防蟻性ポリプロピレンシート(防蟻シート)を得た。
【0068】
実施例12(防蟻性アクリルシート)
アクリル樹脂溶液(品名「アクリディックA−837」、大日本インキ化学工業(株)製)100重量部と、架橋剤としてポリイソシアネート(商品名「バーノックDN−980」、大日本インキ化学工業(株)製)13.1重量部とを混合し、これを離型紙に流した。さらに、クロチアニジン−酢酸エチル0.2%(v/w)溶液60mLをスプレーした。乾燥させることにより、厚さ2mmの防蟻性アクリルシート(防蟻シート)を得た。有効成分(クロチアニジン)の含有割合は0.1重量%であった。
【0069】
実施例13(防蟻性ポリオレフィンシート)
実施例8で用いたポリエチレン樹脂パウダー100重量部に、防除剤(A)8.5重量部を加えて、これを混合しながら乾燥させることにより、有効成分濃度約0.1重量%の粉体を得た。次いで、得られた粉体を、厚さ2mmのポリプロピレンシートの表面に、50g/m2の割合で散布して、130℃で加熱することにより、ポリエチレンを溶融させて防除剤(A)中のマイクロカプセル化された有効成分(クロチアニジン)をシートに固着し、マイクロカプセル化された有効成分(クロチアニジン)が表面に固着したシート状の防蟻性ポリオレフィンシート(防蟻シート)を得た。
【0070】
比較例1
クロチアニジンに代えて、シフルトリンを用いたこと以外は、実施例1と同様にして、有効成分(シフルトリン)の含有割合が0.2重量%である、樹脂成形体(防蟻シート)を得た。
比較例2
クロチアニジンに代えて、ホキシムを用いたこと以外は、実施例1と同様にして、有効成分(ホキシム)の含有割合が0.5重量%である、樹脂成形体(防蟻シート)を得た。
【0071】
比較例3(防蟻電線ケーブル)
クロチアニジンに代えて、ホキシムを用いたこと以外は、実施例4と同様にして、有効成分(ホキシム)の含有割合が0.2重量%である防蟻性被覆電線を得た。
比較例4(防蟻パイプ)
クロチアニジンに代えて、シフルトリンを用いたこと以外は、実施例6と同様にして、有効成分(シフルトリン)の含有割合が0.2重量%である防蟻性硬質塩化ビニルパイプを得た。
【0072】
試験例1
実施例1〜13および比較例1〜4で得られた防蟻性樹脂成形体を用いて、シロアリに対する効力を確認した。
(1) 防蟻シートの効力の試験
長さ約13cm、幅約6cm、深さ約3cmの蓋付きプラスチック容器に、含水率が12%に調整されたケイ砂5号を、約2mmの厚みで敷き詰めた。
【0073】
次いで、ケイ砂の上に、長さ5cm、幅5cmに切断された防蟻シート(実施例1〜3、実施例8〜13および比較例1〜2)を設置し、さらに、上記シートの上には、木口の長さ1cm、幅1cm、厚さ2cmのマツの餌木を設置した。さらに、ケイ砂上にイエシロアリ(Coptotermes formosanus)100頭を放して、状態を観察した。その結果を表1に示す。
(2) 防蟻ケーブルの効力の試験
長さ約20cm、幅約7cm、深さ約6cmの蓋付きプラスチック容器の幅7cm、深さ6cmの面に直径約3cmの穴を開け、容器から両端が約1cm突き出る様に防蟻ケーブル(またはパイプ)(実施例4〜7および比較例3〜4)を通した。隙間はエポキシ樹脂でシールした。この容器中に含水率が12%に調整されたケイ砂5号を、防蟻ケーブルが半分埋まる程度に敷き詰めた。ケイ砂にイエシロアリ200頭を放して状態を観察した。その結果を表1に示す。
【0074】
【表1】
【0075】
表1中、「シート」、「フィルム」、「電線」、「パイプ」および「ケーブル」は、それぞれ、「防蟻シート」、「防蟻フィルム」、「防蟻電線」、「防蟻パイプ」および「防蟻ケーブル」を示す。
実施例14(マイクロカプセル剤配合防蟻シート)
特開2000−247821号公報の実施例1に記載の方法で製造された、クロチアニジンを主成分とするマイクロカプセル製剤40重量部と、ステアリン酸カルシウム25重量部と、を混合し、60℃で乾燥後、解砕し、粉体を得た。さらに、粉体中での有効成分(クロチアニジン)濃度が7%となるように、上記粉体にステアリン酸カルシウムを添加して、シロアリ防除剤Tを得た。
次いで、重合度1300の塩化ビニル樹脂(品名「TS−1300」、販売元「日本塩ビ販売(株)」)100重量部と、可塑剤としてフタル酸ジオクチル50重量部と、充填剤として重質炭酸カルシウム15重量部と、熱安定剤としてステアリン酸バリウム1.5重量部と、ステアリン酸亜鉛1.5重量部とを、スーパーミキサー((株)カワタ製)で、120℃を超えないようにドライブレンドした。次いで、得られた塩化ビニル樹脂混合物を室温まで冷却後、ミキシングロールで150℃〜160℃、3分間溶融混練し、シートペレタイザーで、塩化ビニル樹脂組成物のペレットを得た。
このペレット1500重量部と、防蟻剤T45重量部と、フタル酸ジオクチル1重量部とを攪拌、混合後、Tダイが装着された内径30mmの二軸押出機に投入し、この二軸押出機のヘッドを180℃に、ダイを170℃に、シリンダを上記ダイに近い方から順に、160℃、150℃、130℃に、それぞれ設定して、押出成形をすることにより、不透明かつ軟質のマイクロカプセル剤配合防蟻シートを成形した。
不透明かつ軟質のマイクロカプセル剤配合防蟻シートの有効成分(クロチアニジン)の含有量は約0.2重量%であった。
実施例15(マイクロカプセル剤配合防蟻シート)
防蟻剤Tの配合量を10重量部としたこと以外は、実施例14と同様にして、マイクロカプセル剤配合防蟻シートを成形した。有効成分(クロチアニジン)の含有量は、約0.05重量%であった。
実施例16(マイクロカプセル剤配合防蟻シート)
防除剤T45重量部と、ポリプロピレンペレット(品名「PM771M」、サンアロマー(株)製)1500重量部とを混合後、射出成型機(型式「PROMAT240/100」、住友重機械工業(株)製)に投入し、この射出成形のシリンダの温度を、射出口に近い先端部分で180℃とし、その他の部分で190℃として、射出成形をすることにより、長さ約5.5cm、幅11cm、厚さ1mmのマイクロカプセル剤配合防蟻シートを得た。有効成分(クロチアニジン)の濃度は、約0.2重量%であった。
実施例17(マイクロカプセル剤配合防蟻シート)
防除剤Tの配合量を10重量部としたこと以外は、実施例16と同様にして、マイクロカプセル剤配合防蟻シートを成形した。有効成分(クロチアニジン)の含有量は、約0.05重量%であった。
試験例2
実施例14〜17で得られた防蟻性樹脂成形体を用い、上記試験例1の「(1) 防蟻シートの効力の試験」と同様にして、シロアリに対する効力を確認した。その結果を表2に示す。
【0076】
【表2】
表2中、「シート」は、「マイクロカプセル剤配合防蟻シート」を示す。
【図面の簡単な説明】
【0077】
【図1】電線またはケーブル用被覆部材の一実施形態を示す断面図である。
【図2】電線またはケーブル用被覆部材の他の実施形態を示す断面図である。
【図3】電線またはケーブル用被覆部材のさらに他の実施形態を示す断面図である。
【符号の説明】
【0078】
2 絶縁体(被覆部材)
12 絶縁体(被覆部材)
23 シース(被覆部材)
【特許請求の範囲】
【請求項1】
クロチアニジンと熱可塑性樹脂とを含むことを特徴とする、防蟻性樹脂成形体。
【請求項2】
クロチアニジンと熱可塑性樹脂とを、押出成形法またはカレンダー成形法で成形して得られることを特徴とする、請求項1記載の防蟻性樹脂成形体。
【請求項3】
クロチアニジンがマイクロカプセルに内包されていることを特徴とする、請求項1または2記載の防蟻性樹脂成形体。
【請求項4】
熱可塑性樹脂が、塩化ビニル系樹脂であることを特徴とする、請求項1〜3のいずれかに記載の防蟻性樹脂成形体。
【請求項5】
クロチアニジンが、前記熱可塑性樹脂の成形体の表面に固着されていることを特徴とする、請求項1〜4のいずれかに記載の防蟻性樹脂成形体。
【請求項6】
熱可塑性樹脂が、成形時または成形後に架橋されたものであることを特徴とする、請求項1〜5のいずれかに記載の防蟻性樹脂成形体。
【請求項7】
防蟻シートまたは防蟻フィルムであることを特徴とする、請求項1〜6のいずれかに記載の防蟻性樹脂成形体。
【請求項8】
電線またはケーブルを被覆するための被覆部材であることを特徴とする、請求項1〜6のいずれかに記載の防蟻性樹脂成形体。
【請求項9】
クロチアニジンと、熱可塑性樹脂または熱可塑性樹脂を成形時もしくは成形後に架橋させたものとを、押出成形法に付すことを特徴とする、防蟻性樹脂成形体の製造方法。
【請求項10】
クロチアニジンと、熱可塑性樹脂または熱可塑性樹脂を成形時もしくは成形後に架橋させたものとを、カレンダー成形法に付すことを特徴とする、防蟻性樹脂成形体の製造方法。
【請求項1】
クロチアニジンと熱可塑性樹脂とを含むことを特徴とする、防蟻性樹脂成形体。
【請求項2】
クロチアニジンと熱可塑性樹脂とを、押出成形法またはカレンダー成形法で成形して得られることを特徴とする、請求項1記載の防蟻性樹脂成形体。
【請求項3】
クロチアニジンがマイクロカプセルに内包されていることを特徴とする、請求項1または2記載の防蟻性樹脂成形体。
【請求項4】
熱可塑性樹脂が、塩化ビニル系樹脂であることを特徴とする、請求項1〜3のいずれかに記載の防蟻性樹脂成形体。
【請求項5】
クロチアニジンが、前記熱可塑性樹脂の成形体の表面に固着されていることを特徴とする、請求項1〜4のいずれかに記載の防蟻性樹脂成形体。
【請求項6】
熱可塑性樹脂が、成形時または成形後に架橋されたものであることを特徴とする、請求項1〜5のいずれかに記載の防蟻性樹脂成形体。
【請求項7】
防蟻シートまたは防蟻フィルムであることを特徴とする、請求項1〜6のいずれかに記載の防蟻性樹脂成形体。
【請求項8】
電線またはケーブルを被覆するための被覆部材であることを特徴とする、請求項1〜6のいずれかに記載の防蟻性樹脂成形体。
【請求項9】
クロチアニジンと、熱可塑性樹脂または熱可塑性樹脂を成形時もしくは成形後に架橋させたものとを、押出成形法に付すことを特徴とする、防蟻性樹脂成形体の製造方法。
【請求項10】
クロチアニジンと、熱可塑性樹脂または熱可塑性樹脂を成形時もしくは成形後に架橋させたものとを、カレンダー成形法に付すことを特徴とする、防蟻性樹脂成形体の製造方法。
【図1】

【図2】

【図3】
【図2】
【図3】
【公開番号】特開2007−56245(P2007−56245A)
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願番号】特願2006−195436(P2006−195436)
【出願日】平成18年7月18日(2006.7.18)
【出願人】(503140056)日本エンバイロケミカルズ株式会社 (95)
【Fターム(参考)】
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願日】平成18年7月18日(2006.7.18)
【出願人】(503140056)日本エンバイロケミカルズ株式会社 (95)
【Fターム(参考)】
[ Back to top ]