
株式会社イノアックコーポレーションにより出願された特許
1,051 - 1,060 / 1,145
シート用パッド
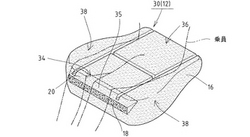
【課題】その構造的強度を低くした第2の発泡体を、乗員着座時に膝下近傍に位置する前方部位に、該大腿部の裏側と当接することなくかつ露出するよう配置することで、乗員のペダル操作時等における大腿部裏側の圧力変動を小さくするようにし、更に着座時の大腿部裏側への圧迫感も低減して、座り心地自体も快適とし得るシート用パッドと、これを製造する方法を提供する。
【解決手段】座部30を構成し、所要の発泡体からなるシート用パッドにおいて、座部30の全体を構成する第1の発泡体16と、乗員着座時に膝下近傍に位置する前方部位35に、該大腿部の裏側と当接することなくかつ露出するよう配置され、前記第1の発泡体16よりも構造的強度を低く設定した第2の発泡体18とから構成するようにした。
(もっと読む)
自動車用シート

【課題】 着座者が小柄である場合、背もたれ部及びヘッドレストの位置を前方へ変更調整することができる自動車用シートを提供する。
【解決手段】 自動車用シート11の背もたれ部13の上端にヘッドレスト16を設ける。背もたれ部13の上部前面には、他の部分13aから分割された分割片13bを形成する。その分割片13bを、他の部分13aとともに背もたれ部13の一部を構成する通常位置P1と、他の部分13aの下部前方において単独で背もたれ部13を構成する前方位置P2とに配置可能に構成する。ヘッドレスト16を背もたれ部13の上端の通常位置P3と背もたれ部13の上部前方の前方位置P4とに配置可能に構成する。
(もっと読む)
屈曲ダクト
【課題】空気の吹出しを平均化(均一化)させ得るようにする。
【解決手段】第1ダクト部分10および略直角に屈曲してこれに連設される第2ダクト部分20における屈曲部の内角側に、該第1ダクト部分10の外壁部と該第2ダクト部分20の外壁部とを空間的に連通するバイパス路30を設ける。これにより、第1ダクト部分10内へ流入した空気の一部を、分流空気として屈曲部を通過させずにバイパス路30を介して第2ダクト部分20内へ流出させ、屈曲部を介して第2ダクト部分20内へ流出した主流空気と共に後端開口22から吹出させることで、該後端開口22からの空気の吹出しを平均化させるようにする。
(もっと読む)
空調用風向調節装置
【課題】空調時に空気の乱流による騒音を生じにくく、かつ温度変化によって回動操作感が変化し難く良好な操作感を得られ、しかも美観に優れる空調用風向調節装置を提供する。
【解決手段】縦フィン21と横フィン31の少なくとも一方のフィンが両端で枠体11に回動可能に軸支されて回動可能フィンとされ、前記一方の回動可能フィンとは異なる複数のフィンのうち、一つのフィンの片面には、該フィンの長手方向に沿って凹部33が形成されると共に、前記凹部33に該フィンの長手方向に沿ってスライド可能なスライド部材41が配設され、前記スライド部材41には、前記回動可能フィンと係合して前記スライド部材のスライドにより前記回動可能フィンを回動させる係合部43と、前記枠体の空気吹出側へ突出して設けられたスライド操作用ノブ51とを有する。
(もっと読む)
表皮付き発泡成形部材の成形方法
【課題】発泡成形型に対して表皮を適切かつ確実にセットし得るようにして、表皮シール部と基材シール部との適切なシールを形成する。
【解決手段】第1成形型42に設けた表皮セット面46の外縁所要位置に、該表皮セット面46の側へ延出して表皮20に形成した表皮シール部24の端縁を当接させ得る表皮ガイド50を臨ませる。表皮シール部24の端縁を表皮ガイド50に当接させながら、表皮20を表皮セット面46へセットする。表皮20のセット完了後に、表皮ガイド50を表皮セット面46の外縁から退避させる。そして、表皮20をセットした第1成形型42に対し、基材をセットした第2成形型を型閉めする。
(もっと読む)
切断装置
【課題】 ワークを切り残しや切り込みすぎが生じることなく、切断することができる切断装置を提供する。
【解決手段】 板状のワーク21を支持するための支持台11を設ける。支持台11上のワーク21に対してせん断による切断加工を行うための切断刃13を設ける。切断刃13による切断動作に先立って、ワーク21を支持台11上に押圧するためのワーク押え14を設ける。支持台11には切断刃13の刃先13aと対応する部分に山状部15を形成する。山状部15の頂部には切断刃13の刃先13aを逃がすための逃げ溝16を形成する。
(もっと読む)
エアバッグドアおよびその成形方法
【課題】表皮に対してレーザー加工技術に基づいたスリット加工を可能とする。
【解決手段】ドアパネル20の外部輪郭部分に、基材12の外面12Aから突出した所要幅の基材押圧部54を設ける。この基材押圧部54の存在により、基材12に貼着された表皮14の裏側弾力層32に、気泡構造が押し潰されて空気が排除された裏側圧縮部56が、破断予定部22の延設ラインに沿って所要幅で形成されている。破断予定部22は、基材押圧部54の裏側から裏側圧縮部56を貫通または該裏側圧縮部56内に到達するスリット24により形成される。このスリット24は、レーザー加工技術に基づいて成形可能である。
(もっと読む)
植毛品の製造方法
【課題】製造が容易で、しかも機能性粉体が繊維の接着剤層内に埋もれにくく、機能性粉体の機能を充分に発揮することができる植毛品の製造方法の提供を目的とする。
【解決手段】基材11の表面に接着剤13を塗布して接着剤層15を形成する工程と、前記接着剤層15の表面に、機能性粉体を溶解した溶液21を塗布する工程と、前記接着剤層15に繊維を植毛する工程と、前記機能性粉体が溶解した溶液21の溶媒を蒸発させる溶媒蒸発工程とで植毛品を製造する。これによって、機能性粉体41が繊維31の根元の接着剤層15の表面に析出し、機能性粉体41の機能を充分に発揮することができる。また、植毛品10を自動車の内装材とすれば、車内の臭いや空気を効果的に清浄することができる。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】 帯状ワークのプレス成形時に、ワークの両幅端部が型の中央部側に引き込まれるのを抑制することができて、不良成形品の発生を防止すること。
【解決手段】 上下2枚のシート13a,13bよりなるワーク13を間欠送りし、その停止時においてワーク13に対して凹型11と凸型12との間でプレス成形を行うようにする。凹型11の両側部には、ワーク送り方向に沿って全体として波形をなす複数の歯16bを列設する。上部側の表皮シート13aをクランプ装置14によりクランプして張設状態に保持するとともに、下部側の基材シート13bの両幅端部をフリーにした状態で、プレス成形を行う。その成形に際して、基材シート13bの両幅端部を凹型11の両側部の歯16bに係合させる。
(もっと読む)
表皮付き成形部材およびその成形方法
【課題】アンダーカット形状を呈する基材の表皮被着面に表皮を密着的に貼着するようにした表皮付き成形部材を提供する。
【解決手段】基材10を、非アンダーカット形状となる部分に対応し、表皮被着面12を部分的に構成する第1外面34を設けた第1構成部材32と、アンダーカット形状となる部分に対応し、該表皮被着面12を部分的に構成する第2外面38を設けた第2構成部材36とを組み合わせて構成する。先ず、外面意匠形状に成形された表皮20の裏面に第1構成部材32の第1外面34を押し付け、次いで該表皮20の裏面に第2構成部材36の第2外面38を押し付けることで、表皮被着面12に対して表皮20の貼着を行なう。
(もっと読む)
1,051 - 1,060 / 1,145
[ Back to top ]