
株式会社東京自働機械製作所により出願された特許
61 - 70 / 106
角底袋用縦形製袋充填包装機
【課題】1個当たりの角底袋の製造に要する時間を短縮し、その運転速度の高速化を図ることができる角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底用縦形製袋充填包装機は、横シーラの(18)の下方に規定された折込み位置に一対の折込み部材(78)を備えており、横シーラ(18)による横シールの形成及び三角フラップ付き底部の成形と、折込み部材(78)による三角フラップ付き底部の平坦底への三角フラップの折込みとを並行して実施して角底袋を製造する。
(もっと読む)
包装方法及び包装袋

【課題】 包材が製品からずれるおそれのない包装方法及び胴巻き包装袋を提供する。
【解決手段】 本包装方法は、帯状の包材4の一端部41に設定した接着領域42に糊を塗布する糊塗布ステップ1と、包材4の中間部を製品3の外周面に配置するとともに、糊が塗布されていない包材4の他端部43を製品3の外周面に沿って一方側から折り込み、次いで糊が塗布された包材4の一端部41を製品3の外周面に沿って他方側から折り込み、当該一端部41を他端部43に重ね合わせる胴巻きステップ2と、を有している。この接着領域42は、さらに包材4の他端部43と重なり合ってこの他端部43を接着する包材接着領域42aと、当該他端部43と重なり合わず製品3の外周面に接着する製品接着領域42bとを含む構成である。
(もっと読む)
粉体充填装置
【課題】 粉体充填装置のホッパーにおいて、飛散される粉体によって粉体ブリッジが形成されることを防止する。
【解決手段】 粉体充填装置のホッパー5は、受けホッパー8と漏斗ホッパー9とが備えられている。受けホッパー8は、内周面の壁8aが鉛直方向に延在しており、外部に設けられた回転駆動機構10によって回転駆動する構成である。受けホッパー8は、この回転駆動機構10によって、オーガスクリュー軸3及び飛散ディスク4と逆方向に回転し、内周面の壁8aが飛散してくる粉体Aを強く跳ね返すことによって、粉体Aが壁8aに付着することを防止している。
(もっと読む)
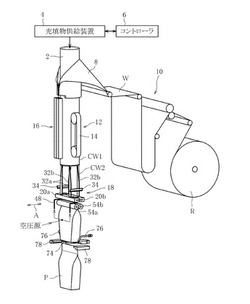
縦形製袋充填機
【課題】径の異なる製袋筒を装着しても容易に繰り出し部材の位置決めを行える。
【解決手段】フィルムfを製袋筒2に沿って搬送して略筒状に成形して、繰り出し部材7によって繰り出す。繰り出し部材7と回転ストッパ8は基板18に支持する。エアシリンダ26によって一定の力で基板18を押して製袋筒2に回転ストッパ8を当接させる。回転ストッパ8が製袋筒2に当接した状態で繰り出し部材7の搬送ベルト23は製袋筒2から僅かに離間しており、繰り出し部材7のプーリ22,22間のサクションチャンバ24に吸着した搬送ベルト23の吸着面を介して包装筒2を吸着して下方に繰り出す。包装筒2の繰り出しに連動して回転ストッパ8が自由回転して包装筒2に追従する。
(もっと読む)
包装装置
【課題】 箱形製品の外形形状に合わせて包装フィルムを折り込み熱シールする包装装置を提供する。
【解決手段】 箱形製品100の両側面から延出する耳部203を、この両側面の端部に相当する製品角部から内側に折り込んでフラップ204を形成し、角折りされたフラップ204を上下方向から折込みフラップ重合部205を形成する。フラップ重合部205は第1のサイドヒータ20により仮止めされる。次いで、フラップ重合部205を含む箱形製品100の両側面から、当該両側面の端部に相当する製品角部にかけて、第2のサイドヒータ30により面状に熱シールする。これにより、箱形製品100の外形に合わせて包装フィルム200を型付けすることができる。
(もっと読む)
縦形製袋充填包装機
【課題】要求された仕様に迅速に対応でき、しかも、納期の大幅な短縮を図ることができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、包材供給装置2及び製袋装置4からなり、製袋装置4は、包材成形モジュール16、繰出動作モジュール18及び横シーラ動作モジュール20の組み合わせからなり、これらモジュールはそのモジュールフレーム16f,18f,20fをそれぞれ有し、これらモジュールフレーム16f,18f,20fは分離可能に連結され、製袋装置4のメインフレームを構築する。
(もっと読む)
縦形製袋充填包装機
【課題】縦形製袋充填包装機において、被充填物の噛み込みによる横シールなどのシール不良の発生を低減することができるようにする。
【解決手段】縦形製袋充填包装機100が、落下遮断板9A、9Bと、横シーラ10A、10Bと、横シーラ移動部51と、舞上がり遮断板12A、12Bと、これら落下遮断板9A、9B、横シーラ10A、10B、横シーラ移動部51、および前記舞上がり遮断板12A、12Bの各動作を制御する制御部55とを備え、落下遮断板9A、9B、横シーラ10A、10B、および舞上がり遮断板12A、12Bが、この順で、搬送方向に沿って上流側から配置され、制御部55により、落下遮断板9A、9Bで内部通路を閉鎖し、一定時間後に舞上がり遮断板12A、12Bによってさらに内部通路を閉鎖してから、横シーラ10A、10Bで横シールを行うようにした。
(もっと読む)
糊塗布装置
【課題】 ノズル詰まりを防止した糊塗布裝を提供する。
【解決手段】 糊塗布装置は、ノズル本体1とニードル3とを備える。ノズル本体1には糊を噴射させるノズル孔23が先端面に穿設してある。ニードル3は、ノズル孔23につながるノズル本体の内周面22に当接して当該ノズル孔23を閉塞する弁部33と、この弁部33からさらに延出する挿入部34とを有している。当該挿入部34は、ノズル孔23に挿脱自在であり、かつノズル孔23の先端面から外部へ露出する長さに形成されている。さらに、ノズル孔23の外縁周囲には、気体噴射口25が形成してあり、この気体噴射口25から噴射された気体によって、ノズル孔23の開口付近に負圧が形成される構成となっている。
(もっと読む)
逆止弁装着装置
【課題】 包装装置の稼働効率を向上させることができる逆止弁装着装置を提供する。
【解決手段】 逆止弁装着装置20は、包装フィルム1の搬送経路上に設けられ、供給されてきた逆止弁2を当該包装フィルム1の所定位置に装着する構成である。逆止弁装着装置20は、逆止弁2が挿入される複数の逆止弁収容溝31を有し、間欠的に回転駆動される逆止弁搬送装置30を備えている。逆止弁収容溝31の回転軌道上には、供給位置aが設置されるとともに、その下流側に逆止弁2の押出装着位置bが設置されており、一つの逆止弁収容溝31が押出装着位置bに配置されたとき、他の一つの逆止弁収容溝31が供給位置aに配置される。
(もっと読む)
縦形製袋充填包装機
【課題】縦形製袋充填包装機において、ジッパ貼り付け時のシール圧を十分な強さにし、かつメンテナンスし易いジッパ付袋を製袋することができるようにする。
【解決手段】縦形製袋充填包装機が、横シーラ10A、10Bと、ジッパシーラ11A、11Bと、これらシーラをそれぞれ独立に駆動する横シーラ駆動部110、ジッパシーラ駆動部120を有し、横シーラ駆動部110、ジッパシーラ駆動部120のそれぞれが、横シーラ10A、10Bまたはジッパシーラ11A、11Bを、それぞれ押しつぶし方向に沿って可動保持する横シーラブラケット12A、12B、ジッパシーラブラケット30A、30Bと、これらとクランクアーム15A、15B、34A、34Bとで連結され、ベースフレーム50に固定された駆動モータ18、37とを備え、それらが包装材の搬送路の位置に対して、押しつぶし方向に沿う方向の同方向側に配置される。
(もっと読む)
61 - 70 / 106
[ Back to top ]