
宇部興産機械株式会社により出願された特許
21 - 30 / 268
型内被覆成形方法及び型内被覆成形用金型
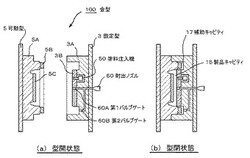
【課題】 型内被覆成形において成形品の表面側から注入した塗料を側面から裏面側に周り込ませて塗装する場合でも、効果的に塗料の漏れを防止する技術を提供する。
【解決手段】 本発明に係わる型内被覆成形用金型では、製品キャビティの金型割面に隣設した補助キャビティに突起部を配して金型開閉方向に伸びる壁部を形成するとともに、該壁部を形成する金型部分に対して、金型開閉方向に直交する方向に伸びる微小突起を成形するための溝部を形成した。本発明は、前述の構成により、成形時において金型を微小に開くことにより塗料を注入するための隙間を確保するとともに、微小突起が溝部から外れて金型のキャビティ面に強く押し付けられるので漏れを防止するためのシール部を形成する。従って、本発明によれば、樹脂成形品の表面側から注入した塗料を側面から裏面側に周り込んで広げて塗装する場合においても、塗料の漏れを効果的に防止できる。
(もっと読む)
積層成形装置及び射出成形方法

【課題】使用可能な金型の大きさの制約を低減することが可能な積層成形装置及び射出成形方法を提供する。
【解決手段】固定盤と、固定盤と対向して配置され、固定盤に対して接近及び離間する方向に移動可能に設けられた可動盤と、固定盤と可動盤との間において、接近及び離間する方向に移動可能に設けられた中間盤であって、固定盤と対向する面及び可動盤と対向する面を有し、かつ、固定盤と対向する面から可動盤と対向する面に亘って貫通する収容空間を有する中間盤と、中間盤の収容空間の内部において中間盤に回転可能に支持された回転盤であって、固定盤及び可動盤に対向する少なくとも1組の平行な面を有する回転盤と、を備え、中間盤の固定盤と対向する面及び可動盤と対向する面の少なくとも一方の面は、金型を直接的又は間接的に取り付け可能な金型取付面である。
(もっと読む)
射出成形方法
【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ面に、樹脂をコーティングしたりする等して、樹脂が離型しやすくなるように表面加工する。この状態の金型で、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
回転金型支持装置及び多層成形方法
【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
多層成形装置及び多層成形方法
【課題】表皮材の加熱・軟化効率を向上させる予備賦形工程により、ドローダウン現象による表皮材の位置ズレを防止すると共に、成形サイクルタイムを短縮させることができる多層成形装置及び多層成形方法を提供する。
【解決手段】固定盤に取り付けられる共通型と、前記共通型と組み合わされて金型キャビティが形成される少なくとも1組の平行な金型分割面を有する回転金型部と、可動盤に取り付けられ、前記回転金型部の前記金型分割面と対向する面に加熱手段が配置されたダミープレートと、前記固定盤と前記可動盤との間に配置され、前記回転金型部を型開閉方向に直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる回転金型支持手段と、前記回転金型部の金型キャビティにおいて真空成形が可能な真空成形手段と、を備えたことを特徴とする多層成形装置によって達成される。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】金型移動手段を使用する、ある特定の形状を有する2層成形製品の金型内塗装において、金型分割面がフラットな構造で、且つ、金型キャビティから塗料等の被覆剤が漏れ出すことを防止するシール目的の不要部分等が無くても、被覆剤が漏れ出すことを防止することができ、被覆剤注入後に被覆剤に直接型締力を作用させることができる2層成形品用の金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】コア金型と、前記コア金型と組み合わされて第1キャビティが形成される第1キャビティ金型と、前記第1キャビティ内に第1樹脂を射出充填させて成形される1次成形体が保持された前記コア金型と組み合わされて、前記1次成形体の外周部全周に前記1次成形体が内包される第2キャビティが形成される第2キャビティ金型と、を備えたことを特徴とする2層成形製品用の金型内塗装用金型によって達成される。
(もっと読む)
樹脂成形品の射出成形方法
【課題】樹脂成形品を射出圧縮成形方法又は射出プレス成形方法によって成形する射出成形方法において、型締め時の金型キャビティの弾性変形量を低下させて、金型キャビティ形状の変形を樹脂成形品の許容変形量以下にすることにより、低歪みで部品寸法精度が高く、高い平滑性や透光性を備えた樹脂成形品を成形する射出成形方法を提供する。
【解決手段】金型キャビティへ、予め算出された冷却固化収縮量が加算された樹脂量が射出充填される射出充填工程と、前記射出工程の途中又は完了後、賦形に必要な第1型締力で前記金型が型締めされる圧縮工程と、前記圧縮工程に引き続いて、型締力に対する前記金型キャビティの弾性変形量の関係に基づき、前記弾性変形量が、前記樹脂成形品の許容変形量以下になる第2型締力まで、前記第1型締力が減圧される型締力緩和制御が行われる保圧工程と、を有することを特徴とする射出成形方法によって達成される。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法及び射出成形用金型を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定することによって、意匠面側の金型キャビティ面が、反意匠面側の金型キャビティ面より、樹脂が密着しやすい状況にする。そして、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
射出成形機の樹脂替え及び色替え方法
【課題】射出成形機の連続生産運転を中断することなく樹脂替え及び色替えを行う方法を提供すること
【解決手段】連続生産運転中に樹脂又は色を切り替え、所定数量を成形した後、スクリュ前進位置において溶融樹脂のスクリュ前方移動とスクリュの後退移動を阻止した状態でスクリュを連続回転させる。次いで、スクリュ後退の移動阻止を解除して所定量の溶融樹脂を計量し、連続生産運転時と同じ射出条件で溶融樹脂を金型キャビティ内に充填を行い、金型から成形品を取出す樹脂替え及び色替え運転モードを所定の設定回数繰り返してから、連続生産運転へ移行する。
(もっと読む)
21 - 30 / 268
[ Back to top ]