
Fターム[2B250BA02]の内容
その他の木材加工、特定木製品の製造 (7,055) | 目的、効果 (1,107) | 整形・整面 (106)
Fターム[2B250BA02]に分類される特許
21 - 40 / 106
搬送車用板材
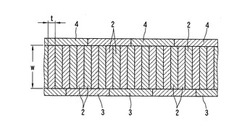
【課題】多量に製造したとしても、木材資源の枯渇及びそれによる環境破壊を防止することができ、しかも長期間にわたって一定の品質を維持することができる搬送車用板材を提供する。
【解決手段】主素材板2をその厚さ方向に並べ、厚さ方向の側面どうしを接着固定する。主素材板2の上下の側面には、幅が主素材板2の厚さより広い下表面素材板3及び上表面素材板4を配置する。下表面素材板3及び上表面素材板4の厚さ方向の各側面を主素材板2の幅方向の各側面にそれぞれ接着固定する。これにより、平板状をなす搬送車用板材1を構成する。板材1を構成する主素材板2、下表面素材板3及び上表面素材板4は、竹材によって形成する。
(もっと読む)
木材の曲げ加工工具

【課題】効率良く木材の曲面を形成することができる木材の曲げ加工工具を提供する。
【解決手段】異なる曲率の面を備える金属柱10と金属柱10を載置する台座20とからなり、金属柱10にヒーターを内蔵し高熱になった金属柱10の曲面部に湿らせた木材を押しあてることにより木材の曲げ加工を行う工具であって、台座20上に、金属柱10を固定した回転テーブル30を設け金属柱10の曲面を好みの位置に回転移動させる木材の曲げ加工工具。
(もっと読む)
木製容器の製造方法
【課題】箍がずれたり本体からはずれたりすることのない桶などの木製容器を比較的簡易な手法で製造する方法を提供する。
【解決手段】桶の本体11の外周側面に、箍12を嵌入させることのできる凹部14を形成する。次に、圧縮装置20を用いて、本体11の圧縮を行う。このとき、開口側を下にして、圧縮装置20の設置台21上に本体11を載置する。また、本体11の外周側面に形成された凹部14の下方が加圧部材22によって加圧されるように、設置台21の高さを調節する。そして、加圧部材22を本体11の中心軸方向へと移動させる。次に、本体11が圧縮されている状態で、凹部14の位置で箍12を本体11に周着させる。次に、本体11の圧縮を解除する。
(もっと読む)
目止め剤の充填装置
【課題】大きな凹凸のある湾曲する木口面を極めて能率よく綺麗に平滑化する。極めて簡単な構造としながら、大きな凹凸のある湾曲する木口面をも綺麗に平滑化する。
【解決手段】目止め剤の充填装置は、板材1の湾曲面であって凹凸のある木口面1Aに目止め剤2を充填して、板材1の木口面1Aを平滑にする。目止め剤の充填装置は、目止め剤2を吐出口4から加圧状態で押し出す加圧器3と、この加圧器3の吐出口4に連結してなる吸盤5とを備える。充填装置は、この吸盤5を木口面1Aに密着させる状態で、木口面1Aと吸盤5のいずれか又は両方を、吸盤5が木口面1Aに沿って移動するように移動して、板材1の木口面1Aに目止め剤2を塗布して平滑面とする。
(もっと読む)
床材の製造方法
【課題】床材の施工に際し、目隙現象の発生を抑制し、面取り部によって形成される溝部の色合いを床材の表面部と同等にして、違和感のない良好な外観を有する床面を実現する。
【解決手段】平面視略長方形状の床材1の表面部に、床材の対向する2つの辺部5に沿って、床材の端縁の近くに位置する垂直面6と、垂直面の上端部よりも床材の端縁から遠くに位置する上端部から垂直面の下端部に向かって斜め下方に傾斜する傾斜面7とを有する溝部4を形成し、次いで、溝部と、溝部から内側の床材の表面部とを塗装した後、溝部において、下方に向けて床材の表面部に対して垂直に切削し、切削した箇所から床材の端縁までを切り捨てて実部を形成し、実部の上側に位置する垂直面を、塗装されていない切削面または床材の表面部に形成された塗膜よりも膜厚の薄い塗膜が形成された面に形成する。
(もっと読む)
化粧基材及び建材
【課題】高い意匠性を得ることができる化粧基材を提供する。
【解決手段】基材1の表面に化粧材2を設けてなる。芯材8を被覆して化粧するための化粧基材Aに関する。化粧材2が残存するように基材1の裏面に略M字型の溝加工を施すことにより面取り部4を形成する。面取り部4の頭頂部に略W字型の入隅部10を形成する。面取り部4を中心に折り曲げて入隅部10と基材1の裏面とで連続した隅角面30を形成する。
(もっと読む)
建築用又は土木用の壁構造体、これに用いる柱状材及びこの柱状材の製造方法並びにこの壁構造体に用いる小壁構造体
【課題】 柱状材の隣接で形成される平面に垂直な軸周りで屈曲させることの可能な建築用又は土木用の壁構造体、これに用いる柱状材及びこの柱状材の製造方法並びにこの壁構造体に用いる小壁構造体を提供すること。
【解決手段】長手方向に沿って係合溝を有する第一の柱状材9と、この係合溝に係合する第二の柱状材10,11とを備える。これら第一、第二の柱状材を隣接させ複数組み合わせると共に複数組み合わせた第一、第二の柱状材に長尺部材14を貫通させて連結することにより構成する。第一又は第二の柱状材のいずれかは、長手方向に対し断面略同一形状の柱状材を長手方向軸心に対し傾斜した状態で切断する。180度反転させた姿勢で接合させることにより柱状材9,10,11の隣接で形成される平面103に垂直な軸104周りで屈曲させてある。
(もっと読む)
扉の芯材への表面材の巻き付け方法
【課題】仕上がりのバラつきがなく、作業時間が短時間で済み、人件費の削減が可能となり、生産性が向上する扉の芯材への表面材の巻き付け方法を提供する。
【解決手段】枠状又は板状をした芯材1の一方の面と他方の面にそれぞれ表面材2を巻き付けて貼着してなる扉3の芯材1への表面材2の巻き付け方法である。表面材2は、芯材1の面に対応する中央部21と、芯材1の側端面に対応する側部22と、側部22の外側に隣接しする埋没部23と、からなる。芯材1の一方の面と他方の面とにそれぞれ表面材2の中央部21を貼着して、側部22と埋没部23とが中央部21と略面一状に芯材1から突出した状態として搬送し、搬送方向に沿って配設した複数のローラ5によって順に、埋没部23を内側に折り曲げ、側部22を内側に折り曲げると共に埋没部23を略突き合わせ、側部22を芯材1の側端面に当接させると共に埋没部23を芯材1の溝10に埋没する。
(もっと読む)
扉
【課題】両表面材の埋没部の長さが異なっても、段が目立たず見栄えが向上する扉を提供する。
【解決手段】枠状又は板状をした芯材1の一方の面と他方の面にそれぞれ表面材2を巻き付けて貼着する扉3である。両表面材2は、芯材1の一方の面と他方の面にそれぞれ対応する中央部21と、中央部21の両側に隣接し芯材1の側端面に対応する側部22と、側部22の外側に隣接し芯材1の側端面の長手方向に沿って形成された溝10に埋没される埋没部23と、からなり、中央部21と側部22との間及び側部22と埋没部23との間の芯材1に巻き付けられる裏側の面にV溝20を形成してあり、芯材1の一方の面と他方の面とにそれぞれ表面材2の中央部21を貼着し、芯材1の側端面に表面材2の側部22を貼着し、芯材1の側端面の溝10に表面材2の埋没部23を埋没させてなる扉3において、表面材2の埋没部23と側部22との間の部分の表側の面に面取り5を施す。
(もっと読む)
木材の成形方法
【課題】原木から形取った木材が節を有していても成形することが可能な木材の成形方法を提供する。
【解決手段】一対の金型の間の所定位置に木材を配置した状態でその木材が一対の金型の相対的な移動方向と略直交する繊維方向を有するように原木から木材を形取る形取工程と、形取工程で形取った木材に繊維方向と交差する繊維方向を有する節が存在する場合に該節の一部を切削する切削工程と、切削工程で節の一部を切削した木材を大気よりも高温高圧の水蒸気雰囲気中で一対の金型の間の所定位置に配置し、この配置した木材を一対の金型によって挟持して圧縮力を加える圧縮工程と、を有する。
(もっと読む)
積層板の製造方法
【課題】端縁部に湾曲面を有する積層板を製造するにあたり、裏面側へ合成樹脂がはみ出るのを防止する手段を提供する。
【解決手段】表面に補強材2及び化粧材3を貼着した基材1の端縁部において裏面側を切削し、湾曲処理領域4aと貼着領域4bとを形成すると共に、基材1側端面に凹部5を形成する。次いで、湾曲処理領域4aに合成樹脂P、貼着領域4bに接着剤Qを塗布する。引き続き、湾曲処理領域4aを湾曲させ、貼着領域4bを基材1側端面に貼着して、湾曲面Rを形成する。余剰の合成樹脂Pxは凹部5内へ流入するから、裏面側へのはみ出しが防止され、拭き取り作業等の清掃工程が不要になる。
(もっと読む)
圧縮木製品の製造方法および圧縮木製品
【課題】成形後の木材の表面に木材ごとの個体差が少なくかつ鮮明なパターンを形成することができる圧縮木製品の製造方法および圧縮木製品を提供する。
【解決手段】原木から形取った木材を大気よりも高温高圧の水蒸気雰囲気中で軟化させ、軟化した木材に対して前述した水蒸気雰囲気中で圧縮力を加えることによって木材を変形させ、圧縮力を加えて変形させた木材の表面にインクを塗布することによって文字、数字、記号、図形、絵および模様の少なくともいずれか一つからなるパターンを形成し、パターンが形成された木材を大気中で加熱しながら所定の形状に整形する。
(もっと読む)
フラッシュ構造の内装パネル及びその製造方法
【課題】容易に精度良くコア材を所定の長さに展張させることが可能で、展張したコア材を保管することによる保管スペースの増大を抑えることができると共に、位置決め用の治具も不要となるフラッシュ構造の内装パネル及びその製造方法を提供する。
【解決手段】左右の内枠1を離間して配置して前記両方の内枠1の間に複数の支持芯材2を架設して梯子状に組み立て、両方の内枠1の外側の面にそれぞれ、ハニカム構造を有し伸縮自在なコア材3の伸縮方向の一端部を取り付け、各コア材3の伸縮方向の他端部に外枠4をそれぞれ取り付け、外枠4と内枠1との間に幅決め芯材5を介在させ、内枠1と外枠4の表裏両面に面板を貼着した。
(もっと読む)
フラッシュ構造ドア及びフラッシュ構造ドアに用いる縦框芯材の製造方法
【課題】 フラッシュ構造ドアを構成する枠体に面材を配設するに当たり、面材と枠体との間に隙間を生じさせず接着性能を向上させ、且つ、簡単な構成によって芯組みできるフラッシュ構造ドアを提供する。
【解決手段】 上下の横框芯材1と縦框芯材2とで形成された枠体3に面材4を配設してなるフラッシュ構造ドアである。縦框芯材2は外側縦框小枠21と、該外側縦框小枠21と略同じ長さに形成された内側縦框小枠22とを備える。また、内側縦框小枠22の上下端部近傍に横框芯材位置決め部材24を設け、この上面24a及び下面24bを横框芯材当接面241とする。横框芯材1は外側横框小枠11と、外側横框小枠11と略同じ長さの内側横框小枠12とを備える。そして、内側横框小枠12と外側横框小枠11とを横框芯材当接面241にそれぞれ当接することで縦框芯材2に対して横框芯材1の上下方向の位置決めをした。
(もっと読む)
木芯プラスチック成形体の製造方法と木芯プラスチック成形体の製造装置
【課題】プラスチックの内面に気泡ができる欠点を解消して、木質系芯材の表面をプラスチックで綺麗に被覆する。木質系芯材の表面にしっかりと強固にプラスチックを結合させる。
【解決手段】木芯プラスチック成形体の製造方法は、横断面形状を同一形状とする木質系芯材1を金型3の成形穴10に供給して押し出すと共に、金型3の成形穴10の内面に、加熱して溶融状態となった熱可塑性のプラスチック2を押し出して木質系芯材1の表面に付着させて、金型3の成形穴10から押し出しされる木質系芯材1の表面を熱可塑性のプラスチック2で被覆する。さらに、この製造方法は、金型3の成形穴10の内面であって、溶融プラスチック2Aを表面に付着する成形部11よりも挿入側に、木質系芯材1の表面を真空脱気する真空脱気室6を設けて、真空脱気室6で表面を真空脱気した木質系芯材1の表面に、成形部11で溶融状態の熱可塑性のプラスチック2を付着する。
(もっと読む)
集成材
【課題】薄板裁断した場合でも反りが生じることなく、且つ薄板から厚板まで柾目調の美しい面となる集製材を提供することである。
【解決手段】本発明では丸太より板目取りした板を複数枚重ね、それらを互いに接合した積層材を接合方向に裁断することにより形成される集成材である。さらに前記板目取りした板の木表若しくは木裏同士が接合されている。且つ前記板目取りした短板の木表繊維方向同士若しくは木裏繊維方向同士連結接合されたものが木表若しくは木裏同士が接合されている。
(もっと読む)
化粧床材の製造方法、およびそれにより得られる化粧床材
【課題】WPBの上に表面化粧材を貼着一体化して床板本体とし、その表面を切削加工して化粧溝を設け、その切削面を表面化粧材の表面色と調和した色調で着色して、意匠性に優れた化粧床材を製造する方法および化粧床材を提供する。
【解決手段】木粉と熱可塑性樹脂とからなる木粉含有熱可塑性樹脂板1を基材とし、表面に表面化粧材2を貼着一体化して床板本体を形成し、該床板本体の表面化粧材2から木粉含有熱可塑性樹脂板1に到るまで切削加工して化粧溝3を設け、該化粧溝3の切削面を着色することを特徴とする化粧床材の製造方法および該方法によって得られる化粧床材。上記基材として合板7を複合させて床板本体Bとすることも可能であり、化粧床材を提供することもできる。
(もっと読む)
床用化粧材
【課題】特に木質系基材が薄型の場合の床用化粧材において、化粧シートの隙間がなく、かつ突き上げなどが防止可能であり、かつ、低コストで製造容易な床用化粧材を提供すること。
【解決手段】木質系基材の表面に化粧シートを貼り合せてなる床用化粧材であって、前記木質系基材の厚みが2〜4mmであり、端部の構造が、端部の断面形状は上下端より略45度で外方方向にくの字状に張り出した辺が厚みの略中央で頂点を有する形状から削られた形状を有し、一方の端部は前記頂点を一つの角として上下の辺を共有する略1mm四方の正方形が削られた形状であり、もう一方の端部は、下端を下端として下の辺を共有する略1mm四方の正方形が削り取られた形状であることを特徴とする。
(もっと読む)
床用化粧材
【課題】表現したい色調の濃淡に関わらず良好な塗装感が得られ、更にナイフマークの問題が解消された床用化粧材を提供する。
【解決手段】木質板1上に、接着剤層6を介して化粧シート3が積層された床用化粧材であって、(1)前記床用化粧材は、前記化粧シート側に溝部4及び/又は面取り部を有し、(2)前記溝部及び面取り部は、着色塗料5によって塗装されており、(3)前記接着剤層6は、着色顔料5を含有する、ことを特徴とする床用化粧材。
(もっと読む)
箸材の研削装置
【課題】 本発明は、熟練を要さず且つ簡単な構成により、箸材の先端部を先細状に円滑に加工することができる箸材の研削装置を提供することを課題とする。
【解決手段】本発明は、接地される機台10の一方から他方に向けて箸材9を長手方向に沿って順次搬送させる箸材搬送装置3と、前記機台の一方に設けられた箸材供給装置4と、該箸材供給装置よりも他方側に設けら且つ箸材を回転させる箸材回転装置5と、前記回転する箸材を研削する研削手段6とを備え、前記研削手段は、回転盤63と該回転盤の下面に設けられたサンドペーパ63とを備え、回転盤とともに回転するサンドペーパにより、前記箸材の一方を研削することにある。
(もっと読む)
21 - 40 / 106
[ Back to top ]