
Fターム[2F062JJ08]の内容
機械的手段の使用による測定装置 (14,257) | 検出値の処理 (803) | 統計処理 (104) | 最大、最小値 (54)
Fターム[2F062JJ08]に分類される特許
41 - 54 / 54
真円度測定装置及び円筒研削盤
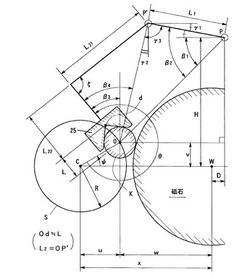
【課題】 偏心円筒の真円加工を短時間かつ高精度に行う。
【解決手段】 図2は、クランクピン(偏心円筒)の横断面平面上での測定器滑動手段の動作を模式的に表現したもので、関数y(ψ,x)を関数y(θ)に変換するパラメータ変換の方法を示す。測定変数である三点接触式測定器の出力値y、クランクピンの中心点OのC軸回りの回転角ψ、及び、C軸とW軸間の距離xは、各々同時に測定されるため、「θ=f(ψ,x)」なる関数fが定まり、よって、測定器の出力値y(関数値y(ψ,x))を関数y(θ)として扱うことが可能となる。即ち、測定変数y、x、ψを同時に計測することにより、回動軸にて回動可能に支持された工作物を機外に取り外すことなく、θを独立変数とする関数y(θ)を求めることが可能となる。更に、y(θ)より円筒半径r(θ)、X軸補正量δx(ψ)を求めることも同時に自動化可能である。
(もっと読む)
橋梁監視システムおよび橋梁監視方法ならびにプログラム

【課題】橋梁における橋桁の変位を計測するにあたり、その計測を行う為の装置の設置場所の制限を受けず、また、橋桁の移動が大きくとも計測可能な、橋梁監視システムを提供する。
【解決手段】橋梁における橋桁と当該橋桁に隣接する構造物との組合せ毎に、橋桁と隣接する構造物との間の2箇所以上の橋軸方向移動変位を計測する橋軸方向変位計と、橋桁と隣接する構造物との1箇所以上の橋軸直角方向移動変位を計測する橋軸直角方向変位計とを備える。そして各変位計で得た計測値に基づいて、橋桁と当該橋桁に隣接する構造物との間の相対移動量を、算出する。また、相対移動量に基づいて橋桁の所定の絶対座標を算出し、元の座標との比較により、通行可否を判定する。
(もっと読む)
表面粗さ/形状測定装置及びそれを制御するプログラム
【課題】ワークの評価範囲の設定及び触針の評価範囲の開始位置への移動及び終了位置での移動停止が容易に且つ正確に行える表面粗さ/形状測定装置の実現。
【解決手段】触針28を有し、触針の変位信号を出力する測定子22と、測定子移動機構24とを備える表面粗さ/形状測定装置であって、オペレータの指示する評価範囲設定情報の入力部42,44と、評価範囲設定情報が入力された時の触針の被測定物の表面との初期接触位置Piから触針を接触させた状態で移動させて評価範囲設定情報に基づいて測定開始位置Psを決定する測定開始点検出部52と、触針を移動させ評価範囲設定情報に基づいて測定終了位置Peを決定する測定終了点検出部54と、評価範囲設定情報に基づいて評価範囲を決定する評価範囲決定部56とを備える。
(もっと読む)
形状測定方法および形状測定装置
【課題】プローブの倣い走査による形状測定装置の測定タクトを短縮する。
【解決手段】被測定面104を倣い走査するプローブ101の走査経路を第1〜第3の測定経路105〜107に分割する。第1の測定経路105による形状測定後に、その測定データと被測定面104の設計形状を比較する形状解析を行い、誤差が大きい場合には、第2の測定経路106における形状測定を強制終了させる。誤差の原因を検討し、適切な処理を行ったうえで第1の測定経路105から形状測定を再開する。すべての測定経路の測定を終了後に形状解析を行って再度測定を行う場合に比べて、トータルの測定タクトを短縮できる。
(もっと読む)
歯車体組付方法および歯車位置測定装置
【課題】 実用性が向上させられた歯車体組付方法と、その歯車体組付方法において利用することができる歯車位置測定装置とを提供する。
【解決手段】 ピニオン14のギヤ部26とデフAssy16のリングギヤ42との噛合を適切な状態とするために行われる第1歯車距離L2と第2歯車距離L4との測定を行う組付方法を、ピニオン14の回転に伴って変化する測定子140の進出量の極小値に基づいて行う第1歯車距離L2の測定と、3以上の測定子222を有する測定具224を用いて行う第2歯車距離測定L4の測定との少なくとも一方を行うものとする。第1歯車距離測定を、極小値という1つの測定値に基づいて測定を行うことで、簡便かつ迅速な測定が可能となり、また、第2歯車距離測定を、複数の測定子を利用したものとすることで、良好な精度の測定を迅速に行えることになる。
(もっと読む)
軸間角度補正方法
【課題】 複数軸をもつ機械の軸間角度補正が高精度に且つ容易に行える方法の提供。
【解決手段】 機械16のテーブル12に置かれた一の基準球36上の指定移動軸方向位置での測定軸方向形状情報をテーブル12の直線移動により同一基準球36上の複数の異なる指定移動軸方向位置について取得する基準球測定工程(S10)と、該形状情報に基づき該基準球36の測定軸方向形状のピーク点での該センサー14よりの測定軸方向位置情報を各指定移動軸方向位置について求めるピーク検出工程(S12)と、該各ピーク点の位置情報に基づきテーブル12の実際の移動方向を表わす実直線情報を求める誤差情報取得工程(S14)と、該実直線情報に基づき補正用情報を求める補正用情報取得工程(S16)と、該補正用情報に基づき該センサー14よりの測定軸方向位置情報を補正する補正工程(S20)と、を備えたことを特徴とする軸間角度補正方法。
(もっと読む)
変位計
【課題】 1台で最大変位量および累積変位量をそれぞれ測定・記憶することができ、機器の設置作業を簡略化し、設置のコスト及びスペースの低減を図ることができる変位計を提供することを目的とする。
【解決手段】 被測定箇所に設置される測定部2によって、測定部2に対して軸方向に移動可能に設けられているとともに固定体に取り付けられる可動ロッド3の移動量を計測し、この移動量に基づいて被測定箇所の変位量を測定する変位計1において、測定部2には、可動ロッド3の最大移動量を計測することで被測定箇所の最大変位量を測定・記憶する最大変位量測定部4と、可動ロッド3の累積移動量を計測することで被測定箇所の累積変位量を測定・記憶する累積変位量測定部5とが備えられている。
(もっと読む)
加工された構成要素の検査方法およびシステム
【課題】構成要素(29)を検査する方法および装置を提供する。
【解決手段】この方法は、構成要素の形状を定義する複数のデータ点を受け取るステップ(408)と、受け取られたデータ点を、あらかじめ定められたモデル形状を定義する曲線に当てはめるステップ(410)と、構成要素の切断半径を決定するために、受け取られたデータ点をあらかじめ定められたモデル形状を定義する曲線と比較するステップ(412)とを含む。
(もっと読む)
被測定物の振れ測定装置及び方法
【課題】段取り作業の効率化を図ると共に、測定精度を向上させることにある。
【解決手段】モータ1により水平回転駆動される回転テーブル2上にその中心軸に直交する回転平面上で互いに直交するX方向及びY方向に移動可能な移動調整テーブル4を載せ、その上に被測定物10を支持する複数個のジャッキ3が搭載テーブルを載せて構成された回転部と、複数のアームを鉛直方向に移動可能に、且つ水平方向に移動可能にそれぞれ支持し、これら各アームの先端部に被測定物の面や円弧面を計測する測定器8を取付けて構成された測定器移動部と、回転テーブル2の回転軸線上で互いに交差するスリット状の複数のレーザ光を照射するレーザ発生器9と、被測定物の予定角度位置での面の高さや円弧面における半径方向の長さの測定値がそれぞれ取込まれ、被測定物の傾き量や回転テーブルの中心に対する被測定物の中心の偏心量を求める演算処理部20と備える。
(もっと読む)
無段変速機用ベルトの検査装置
【課題】 再現性がよく且つ小さな形状不良から大きな形状不良までを余すことなく検出できる無段変速機用ベルトの検査装置を提供する。
【解決手段】 リング状のスチールベルトを多数枚重ねたものに金属エレメントを多数個連続して嵌め込んで構成した無段変速機用ベルトの検査装置(10)において、回転可能なドラム(13)と、該ドラムを回転させた状態で該ドラムの側面の凹凸を測定することが可能なダイヤルゲージ(15)とを備え、前記ドラムの側面に前記スチールベルト(2a′、2a″)の内周面を接触させた状態で該ドラムを回転させながら、該スチールベルトの凹凸を前記ダイヤルゲージで測定する。
(もっと読む)
真円度測定装置および真円度測定方法
【課題】円形断面を有するワークの任意の部位の真円度を自動測定できる簡便な真円度測定装置とその方法とを提供することである。
【解決手段】本発明の真円度測定装置10は、回転しながら軸線H方向に移動する円形断面を有する被測定物Wの真円度を測定する真円度測定装置であって、被測定物Wを回転しながら移送する移送手段12と、被測定物Wの真円度を測定する測定手段14と、測定手段14を被測定物W上に着脱する着脱手段と16、移送手段12、測定手段14および着脱手段16の動作を制御する制御手段18と、を有することを特徴とする。
(もっと読む)
ワークの回転半径寸法の測定方法および測定装置
【課題】ワーク(回動部品)の回転半径寸法を高精度,かつ再現性よく測定できるようにした測定方法および測定装置を提供する。
【解決手段】一端に形成した耳部1aに軸穴を穿孔したプレス加工品になるワーク1について、前記軸穴の中心から先端までの回転半径寸法Rを次記の測定方法および装置により測定する。すなわち、ワーク保持治具2を搬送ロボットに搭載してローディング/測定位置に搬送するようにし、ローディング位置でワーク1の軸穴をワーク保持治具2に設けた基準ピン8に嵌挿してセットする(図1(a))。一方、測定位置には基準ピンを中心としてワークを回動させるクランプ式のスイング機構,およびワーク先端の回転移動軌跡に合わせてリニアゲージ7を備え(図1(b))、この測定位置でクランプフィンガー4aがワーク1を挟んで基準ピンの回りに回動させ、そのスイング行程の途上でワークの先端がリニアゲージのプローブを押し、ここでリニアゲージより得た測定出力の最大値をもってワークの回転半径寸法Rを測定する(図1(c))。
(もっと読む)
動力伝動用ベルトの角度測定方法及び角度検査方法
【課題】目視判断すること無しに、人による測定差を小さくすることによって、精度の高いベルト角度の測定方法を提供する。
【解決手段】側面が所定の角度を有する動力伝動用ベルトで該側面の角度を測定する方法であって、センタ付サインバー2を用い、センタ付サインバー2に動力伝動用ベルト1を固定しベルト側面27の角度をテコ式ダイヤルゲージ21を用いて測定する動力伝動用ベルトの角度測定方法である。
(もっと読む)
座標測定装置、方法、コンピュータプログラムプロダクト
本発明は、部材(7)上の各測定値を、偏向可能な接触探知ピン(6)を備えた測定接触探知ヘッド(5)を有する座標測定装置を用いて測定するための方法であり、その際、座標測定装置により、各パラメータ(A)を用いて、測定接触探知ヘッド(5)によって検出された単数乃至複数の偏向信号を、当該座標測定装置の座標系(XM,YM,ZM)内でリニア又は非リニアに写像(変換)することができる。方法を、任意に測定する接触探知ヘッド、殊に、接触探知ピンが座標方向に可動に案内されない接触探知ヘッドにも使用することができるようにするために、各パラメータの少なくとも一部分(Aanti)を用いて、接触点において、部材の表面に対して接線方向に位置している、接触探知ピン偏向の各成分を記述する。 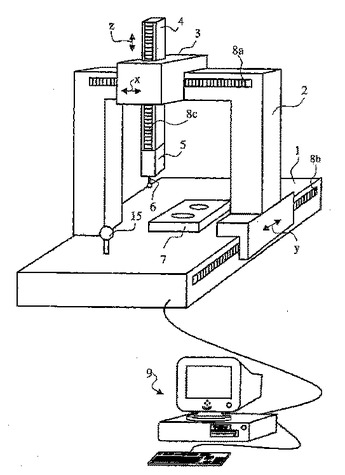 (もっと読む)
(もっと読む)
41 - 54 / 54
[ Back to top ]