
Fターム[2F062JJ08]の内容
機械的手段の使用による測定装置 (14,257) | 検出値の処理 (803) | 統計処理 (104) | 最大、最小値 (54)
Fターム[2F062JJ08]に分類される特許
21 - 40 / 54
形状測定装置、形状測定方法、及び形状測定プログラム
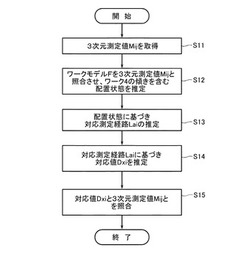
【課題】非球面ワークの測定から照合計算までに要する時間を短縮化した形状測定装置、形状測定方法、及び形状測定プログラムを提供する。
【解決手段】制御部41は、ワーク4の面における所定方向に亘る3次元測定により3次元測定値Miを取得する。続いて、制御部41は、ワーク4の設計関数にて特定されるワークモデルFを3次元測定値と照合させて、ワーク4の傾きを含む配置状態を推定する。次に、制御部41は、推定された配置状態に基づき対応測定経路Laiを推定する。続いて、制御部41は、推定された対応測定経路Laiに基づき対応測定経路Lai上の対応値Dxiを推定する。
(もっと読む)
形状解析装置及び形状解析プログラム

【課題】測定子に対して試料を相対的に自転させることにより測定子で試料の表面を走査する円柱形状測定装置が生成する表面の凹凸データを解析して、真円度等の試料の形状パラメータを算出する形状解析装置及び形状解析プログラムにおいて、作業者が、測定データから算出すべき形状パラメータを選択する際の作業性を向上する。
【解決手段】形状解析装置1は、形状パラメータの算出に使用する凹凸データをユーザに1つ以上選択させるデータ選択入力部12と、データ選択入力部12にて選択した凹凸データを測定した測定面の数と面方向情報に応じて、算出可能な形状パラメータのリスト13を生成する形状パラメータリスト生成部14と、形状パラメータリスト生成部14により生成されたリスト13の中から、算出すべき形状パラメータをユーザに選択させるパラメータ選択入力部15と、を備える。
(もっと読む)
動作コースの判定
アーチファクト(10)と、装置(28)との間の動作コースを判定するためのコンピュータ実施可能な方法。該装置(28)は、少なくとも1つの直線自由度(X、Y、Z)および少なくとも1つの回転の自由度(A1、A2)において、アーチファクトと装置とが互いに関連するように動作可能なアーチファクトと相互作用する。本方法は、アーチファクト(10)を表す幾何データを受け取ることと、装置(28)を表す幾何データを受け取ることと、1つまたは複数の最適化基準に準拠するように、装置およびアーチファクトをどのようにして相互作用経路に沿って互いに対して方向付けすることができるかを、前記幾何データから決定することと、を備える。  (もっと読む)
(もっと読む)
試料の表面形状の稜線位置検出装置及び稜線位置検出方法
【課題】所定の基準面から試料の表面の各位置までの高さを各々検出することによって試料の表面形状を測定する表面形状測定機にて、1回の走査で試料の表面形状の稜線の位置を検出する。
【解決手段】表面形状測定機10にて試料Wの表面形状の稜線Lの位置を検出する稜線位置検出装置100は、試料Wの表面上の所定の閉じたループC上の各位置においてそれぞれの位置までの高さを測定したときに高さが極大となる極大点P1、P3を検出する極大点検出部103と、極大点検出部により検出した2つの極大点P1、P3を結ぶ直線の位置を、試料Wの表面形状の稜線Lの位置として算出する稜線位置算出部106と、を備える。
(もっと読む)
真円度測定装置、真円度測定方法、及び真円度測定プログラム
【課題】偏心位置が回転軸から大きく離れている場合であっても、高精度で偏心位置が求められる真円度測定装置、真円度測定方法、及び真円度測定プログラムを提供する。
【解決手段】真円度測定装置は、回転駆動手段によるワーク4の回転角、及びその回転角に対応する回転軸からワーク4の表面までの距離を測定値Pとして取得する測定値取得部を備える。また、真円度測定装置は、中心位置(a,b)を変動可能なパラメータとする円形状の補正円CLを設定し、測定値Pから補正円CLの中心位置に向かう方向の、各測定値Pと補正円CLとの間の距離の2乗和が、最小値となるように、補正円CLの中心位置及び半径値を計算し、その計算した補正円CLの中心位置(a,b)を偏心位置とする偏心計算部を備える。
(もっと読む)
回転体の芯ずれ算出方法及び芯ずれ算出システム
【課題】簡便な回転体の芯ずれ算出方法を提供することを目的とする。
【解決手段】回転体の芯ずれ算出方法であって、回転体を回転させながら周方向の外表面に沿って少なくとも4点以上の計測点において変位計により計測された計測値に基づき回転体の径方向の変位量を導出し、全ての計測点における径方向の変位量及び回転角度から任意の3点を選択して計算円を算出し、計算円から全ての計測点に対する計算円値を算出し、計算円値と径方向の変位量との差を各計測点に対する誤差量として算出し、誤差量を合計して誤差量合計値を導出し、全ての計測点に対する計測点の3点の組合せ数についてそれぞれ計算を繰返して各々誤差量合計値を算出し、得られた全ての組合せ数についての誤差量合計値の中からそれが最小となる計算円を最確円に選定し、最確円の中心と回転体の回転中心とのずれを最確円芯ずれデータとして算出する。
(もっと読む)
磁気記録媒体用ガラス基板の寸法測定方法、磁気記録媒体用ガラス基板の端面加工方法、及び、磁気記録媒体用ガラス基板の端面加工システム
【課題】ガラス基板に形成された貫通孔の直径(内径)の測定精度を向上させることが可能な磁気記録媒体用ガラス基板の寸法測定方法を提供する。
【解決手段】ガラス基板5に形成された貫通孔51に、互いに120度の間隔を置いて配置された3本の測定端子31〜33を挿入する。測定端子31〜33を、貫通孔51の側面(内周端面)に接触するまで、基準位置から側面に向けて移動させ、側面に接触するまでの移動量を求める。その移動量に基づいて、各測定端子31〜33が側面に接触する接触点の位置を求め、各接触点を通る仮想の円を求め、その仮想の円の直径を貫通孔51の直径とする。
(もっと読む)
同心度測定器及びこれを用いた同心度測定方法
【課題】複数の任意形状を有する部位が同心状に一体化された同心状部材において、前記部位間の同心度を迅速に測定し得る安価で簡便な同心度測定器を提供する。
【解決手段】複数の部位が同心状に一体化された同心状部材20における前記部位間の同心度測定器1であって、前記同心状部材20を構成する部位のうちの何れか一つの部位22を測定基準部位として載置するホルダー2と、その他の同心度測定対象となる測定対象部位21の外形に接触させる測定針3と、前記測定対象部位21に前記測定針3の先端を接触させた際、前記ホルダー2に載置された前記測定基準部位22の軸心Cと、前記測定対象部位21に接触した状態の測定針3先端とのなす寸法L0に対応した相対的寸法Lを測定する寸法測定手段とを備えた。
(もっと読む)
背面形状分類判定方法及び背面形状分類判定装置
【課題】判定対象の背面形状に対して所定の分類中最も的確な分類を客観的に判定することができる背面形状判定分類方法及びそれを用いて自動的に判定を行う背面形状分類判定装置を提供することにある。
【解決手段】背面形状分類判定装置1は、人体背面の凹凸を関数化した背面形状データを複数のクラスタに分けて記憶した背面形状データベースを構成する記憶部11と、判定対象の背面形状を測定して当該判定対象の背面の凹凸を関数化した背面形状データを取得する背面形状取得手段と、前記判定対象の背面形状データと前記複数のクラスタに含まれる背面形状データとの間の距離に基づいて前記判定対象の背面形状が属するクラスタを決定する判定手段としての機能を備えた演算処理部11と、分離判定に基づいてレポートを表示する表示部12とを備えている。
(もっと読む)
円形ブランク絞り加工成形品の耳プロフィール解析装置
【課題】本発明は、耳の計測を正確かつ確実に行うことができ、耳プロフィールの把握が容易になるようにした装置の提供を目的とする。
【解決手段】本発明は、水平移動用ステージと、回転ステージと、その上のベースブロックと、固定チャックと、回転ステージ側方の上下移動ステージと、これに支持された接触式のセンサ部材とを具備してなり、ワークをベースブロックの回転とともに回転自在に支持し、カップ状のワークの縁部に接触した前記センサ部材をワークの回転とともにワークの全周の縁に当接させて回転位置毎のワークの縁の高さを計測自在としてなることを特徴とする。
(もっと読む)
変形度測定方法
【課題】検査品の変形度を簡単に測定できる変形度測定方法を提供する。
【解決手段】本発明は、検査品5における検査部52の変形度を測定する変形度測定方法を対象とする。検査部52に、平面を特定可能な3点を含む4点以上の測定位置Pを設定する一方、各測定位置Pに対応して支持部2がそれぞれ設けられた検査台11を準備する。検査品5を、その検査部52を下向きに配置しつつ、各測定位置Pを各支持部2に支持させるように載置する。その載置状態において、各測定位置Pにおける支持部2との間の間隔のうち、最大の間隔を変形度として測定する。
(もっと読む)
ハニカム構造体の製造方法
【課題】ハニカム構造体を製造するに際し、小規模の装置を用いてハニカム構造体の外形形状を測定する。
【解決手段】テーブル120の回転軸上にワーク200の中心軸が重なるようにテーブル120上にワーク200を載せる。そして、レーザ光照射部141から照射される面状のレーザ光のうちもっとも外側の光路が少なくともワーク200の外周面に交わるようにテーブル120を移動させる。この後、レーザ光を水平面状に照射すると共に、ワーク200の外周面に当たらないレーザ光を受光部142で受光する。これにより、ワーク200の径方向の寸法に相当する電気信号を取得し、当該電気信号に基づいてワーク200の径方向の寸法を取得する。このとき、テーブル120を一定角度で回転させると共に、テーブル120をワーク200の高さ方向に移動させてワーク200の径方向の外形寸法を取得する。
(もっと読む)
三次元形状測定装置
【課題】表裏を同時に共通の座標系で超高精度に測定し、非球面レンズの表裏面の傾きと偏心を超高精度に算出する。
【解決手段】XYZ座標を形成するXYZ参照ミラー2、3、4と、Zエアスライドガイド部11を上下で共通とすることにより、上下の測定座標系を完全に同一とした。さらに、スタイラス5の変位検出ユニットを回折格子を使って薄くし、プローブの支持を滑車と定荷重バネを使うことによりさらに薄くし、構造が単純、小型化、製作容易にした。
(もっと読む)
カムプロフィールの測定装置及びカムプロフィールの測定方法
【課題】カムのプロフィールの測定精度を高くできると共に、リフトトップを有さないカムのプロフィールの測定が可能な測定装置を提供する。
【解決手段】カムの加工に用いられる設計値プロフィールSと、該設計値プロフィールに対して位相が進角したプロフィールXと遅角したプロフィールYとによって構成されたマスタープロフィールを有し、前記カムのプロフィールを実測して得られた実測値プロフィールZと前記マスタープロフィールS,X,Y,とをプロフィールの全域に渡って比較し、この比較値の差異が最小になるマスタープロフィールを選択し、この選択されたマスタープロフィールの角度変数をカムシャフトの角度方向の基準であるノック穴中心とカムの中心角との角度の変位として検出するようにした。
(もっと読む)
上下定盤面平行度測定用ボード、上下定盤面平行度測定システムおよび上下定盤面間距離調整方法
【課題】
上下定盤面平行度を高精度で簡易に、かつ高精度で測定する。
【解決手段】
上下定盤面平行度測定用ボード3は、ボード本体31には測定ユニット32の装着部が複数形成され、測定ユニット32は、上定盤21面と下定盤22面との距離に応じて変位する上方付勢された変位子を備えた変位機構部と、変位機構部における変位子の、上定盤21面と下定盤22面との距離が最小となったときの当該距離に相当する変位値Aをデジタル計測する上下定盤面間距離計測部と、上下定盤面間距離計測部122の計測結果を出力する計測結果出力部とを備える。
(もっと読む)
差分較正
機械に装架された計測プローブ(10)を較正する方法が記述される。計測プローブ(10)は、ワークピースに接触する先端(16)を備えたスタイラス(14)を有する。方法は、プローブアウトプット(a、b、c)を機械座標系(x、y、z)に関連づけるプローブ較正マトリクスを決定することを含む。方法は、第一の機械データを得るために第一のプローブ偏位(d1)を用い、第二の機械データを得るために第二のプローブ偏位(d2)を用いて、較正アーティファクト(18)を走査する工程を含む。第一および第二の機械データは、いかなる機械誤差も実質的に除去される完全なプローブ較正マトリクスを得るために用いられる。有利には、方法は、第一および第二の機械位置データの差は既知であるとの仮定に基づいて、完全なプローブマトリクスを数学的に決定する。  (もっと読む)
(もっと読む)
座標測定器による表面のスキャニング
本発明は、座標測定器(23)を用いて、加工物の表面を走査する方法であって、座標測定器(23)の走査部品(64)が、当該の表面と接触するとともに、走査部品(64)が、当該の表面に沿って接触を維持しながら移動(スキャニング)する方法に関する。座標測定器(23)には、加工物に関する走査部品の実行可能な動きの互いに独立した複数の自由度、例えば、直線軸の自由度が存在する。それらの自由度に関して、各自由度に関する走査部品(64)の移動速度成分の最大値を表す最大速度値を定義する。加工物の計画しているスキャニングに関して、そのスキャニングの際に走査部品(64)を動かすべき予測経路(スキャニング経路)を予め規定し、その場合実際のスキャニング経路が、加工物の実際のサイズに依存して、この予測したスキャニング経路からずれる可能性が有る。異なる自由度に関する最大速度値を考慮して、走査部品(64)の速度値を一定として、予測したスキャニング経路を通過させて行くことが可能なスキャニング速度の最大値を計算する。  (もっと読む)
(もっと読む)
表面性状測定装置および表面性状測定方法
【課題】周囲温度の変化に対しても、設定した一定の測定力で測定を行うことができ、その結果、高精度化、使い勝手向上および信頼性向上が図れる表面性状測定装置および表面性状測定方法を提供。
【解決手段】スタイラス、加振素子4、検出素子5を有するセンサ1と、これを被測定物に対して相対移動させる駆動用アクチュエータ11と、設定周波数の加振信号を発振し出力する発振器34と、発振器からの加振信号の振幅を設定ゲインに応じて補正してセンサの加振素子に与える第1可変アンプ35と、制御手段31とを備える。制御手段は、検出素子からの検出信号を検出し、検出信号の振幅が最大となる周波数に発振器の設定周波数を補正する周波数補正手段と、この周波数補正手段によって新たに設定された新設定周波数と旧設定周波数との差に応じて第1可変アンプ35の設定ゲインを調整する加振用ゲイン調整手段とを備える。
(もっと読む)
ねじ測定方法、ねじ測定用プローブ及びそれを用いたねじ測定装置
【課題】本発明の目的は、めねじ有効径の自動測定を正確に行うことのできるねじ測定装置を提供することにある。
【解決手段】座標測定機本体12上にセットされた測定対象となるめねじ16のピッチPに応じて選択された直径2rを有するスタイラス先端球22を該めねじ16のねじ溝に当て該めねじ16の内側寸法情報Dwを測定する内側寸法測定機構30と、該内側寸法測定機構30で測定された内側寸法情報Dw、該スタイラス先端球22の直径情報2r、該めねじ16のねじ山角情報α及びピッチ情報Pから、該めねじ16の有効径情報Deを、De=Dw+2r・cosec(α/2)−(P/2)・cot (α/2)の有効径演算式で求める有効径演算手段32と、を備えたことを特徴とするねじ測定装置10。
(もっと読む)
オーバーピン径計測装置
【課題】オーバーピン径の計測を自動化するとともに、計測誤差を抑制し、装置の信頼性を向上させることができるオーバーピン径計測装置を提供する。
【解決手段】ワークWの外周面に形成されたスプラインの相対する歯溝に対するオーバーピン径を計測するオーバーピン径計測装置において、先端に測定プローブ7a、7bが固定されたアーム部材8a8bと、測定プローブ7a、7bに取り付けられて支持され、ワークWのスプラインの相対する歯溝に挿通して当接可能とされるとともに、その当接時に歯溝の幅方向に対する動作が許容される当接部20aとを具備したものである。
(もっと読む)
21 - 40 / 54
[ Back to top ]