
Fターム[2F069BB29]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の種類 (1,053) | 無端ベルト (16)
Fターム[2F069BB29]に分類される特許
1 - 16 / 16
測定装置
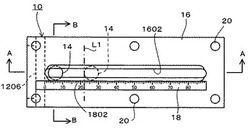
【課題】ゴム層内に埋設されたスチールコードの位置を非破壊方式で簡便に測定でき、かつ取り扱いも容易で低コスト化が可能な測定装置を提供する。
【解決手段】基板12の載置面1204をゴム層2の上面に載せ、測定位置基準部1206をゴム層2の端面2aに押し当てた状態で、球体14を案内部1202に沿って測定位置基準部1206から離間する方向に転動させ、球体14が、ゴム層2の端面に最も近接するスチールコードの真上に転動され、スチールコードとの磁気結合によりスチールコードに吸着されて静止した時の位置と測定位置基準部1206との間の距離をスケール18の目盛から読み取る構成にした。
(もっと読む)
リング状ワークの周長測定装置

【課題】 クラウニングが施されたリング状ワークの周長を精度良く測定する。
【解決手段】 クラウニングが施されたリング状ワーク19を2個のローラ14,18に巻き掛け、両ローラ14,18を相互に離反する方向に付勢してリング状ワーク19に所定の張力を付与しながら回転させ、そのときの両ローラ14,18の軸間距離に基づいてリング状ワーク19の周長を測定する。このとき、ローラ14,18の巻付き面に施されるクラウニングの高さを、公差中央値のクラウニング高さを有するリング状ワーク19を両ローラ14,18の巻付き面に張力を加えずに巻き付けたときのクラウニング高さと同じに設定したので、リング状ワーク19に加えられる張力で該リング状ワーク19のクラウニングが潰れてローラ14,18の巻付き面に密着するまでの前記軸間距離の変化を最小限に抑え、リング状ワーク19の周長の測定精度を高めることができる。
(もっと読む)
リンクチェーンの伸びの測定方法および装置
【課題】リンクチェーンにおけるリンクの伸びを高精度に測定し、リンクごとに適切なメンテナンスを実施可能なようにして、そのリンクチェーンがフィルム延伸装置に用いられる場合には品質の優れたフィルムを安定に生産できるようにする。
【解決手段】nとmを整数として、複数のリンクが互いに連結されたリンクチェーンにおける、m個のリンクが互いに連結された基準長のリンク部分の始端部と終端部とを一対のセンサによって同じタイミングで検知できるように準備しておき、測定対象となる他のm個のリンクのうちの始端部の第n番のリンクと終端部の第n+m−1番のリンクとを一対のセンサによって検知するとともに、その検知の際に、第n番のリンクの検知タイミングと第n+m−1番のリンクの検知タイミングとの時間差を求め、この時間差とリンクチェーンの移動速度とを用いて、m個の他のリンクについての基準長からの変化量を求める。
(もっと読む)
金属リングの周長測定方法
【課題】金属リングの周長を精度よく測定することができる金属リングの周長測定方法を提供する。
【解決手段】金属リングWを1対のローラ2,3に掛け回し、一方のローラ3を他方のローラ2から離間する方向へ移動することにより金属リングWに張力を付与すると共に両ローラ2,3間の距離を測定し、両ローラ2,3間の距離から金属リングWの周長を算出する金属リングWの周長測定方法において、金属リングWの1つの部位P1が両ローラ2,3間の所定の位置Mにあるときに金属リングWの周長を算出した後、金属リングWの他の部位P2が所定の位置Mにあるときに金属リングWの周長を算出する処理を少なくとも1回行い、算出された全ての金属リングWの周長の平均値を金属リングWの周長とする。金属リングWの周長を算出する処理を少なくとも3回以上行うことが好ましい。
(もっと読む)
金属リングの湾曲度を測定する方法およびその装置
【課題】金属リングの局所的なうねり成分を抽出して、金属リングの形状を高精度に測定できる金属リングの湾曲度を測定する方法およびその装置を提供すること。
【解決手段】リング湾曲度測定方法は、金属リングに複数の測定点を設け(ステップS1)、一対の支持ローラに掛け渡す手順(ステップS2)と、金属リングの一側端縁の一部を直線状にクランプする保持手順(ステップS3)と、各測定点での変位量を測定する測定手順(ステップS4)と、金属リングを測定対象区間だけ移動させる移動手順(ステップS5)と、仮想空間上に、測定点を1つずつずらしながら(ステップS8)、金属リングの1周分に亘る各測定点での変位量を切り採る切り採り手順(ステップS9)と、切り採られた金属リングの1周分に亘る各測定点での変位量に基づいて、金属リングの湾曲度を算出する手順(ステップS10)と、を備える。
(もっと読む)
無段変速機用巻掛け部材の周長測定装置および予張装置
【課題】 無段変速機で使用されるチェーンやベルトなどの巻掛け部材の周長を簡単にかつ精度良く決定することを可能にする無段変速機用巻掛け部材の周長測定装置およびこれを備えた予張装置を提供する。
【解決手段】 無段変速機用巻掛け部材の周長測定装置は、巻掛け部材の直線部に対向して所定距離Lをおいて配置され1対のセンサと、巻掛け部材の所定箇所にセンサに対応するように設けられた被検知部と、1対のセンサの出力から被検知部がL移動するのに必要な時間Taを求める第1演算手段と、1対のセンサの出力から被検知部が1周するのに必要な時間Tbを求める第2演算手段とを備えており、L×Tb/Taによってチェーン周長が求められる。
(もっと読む)
周長測定装置及び周長測定方法
【課題】簡易な構成で、精度良く周長を測定可能な周長測定装置及び周長測定方法を提供する。
【解決手段】一対の円柱状ロール14A及び円柱状ロール14Bに張架された無端ベルト12の種別を示す種別情報に対応する熱線膨張係数及び吸湿線膨張係数と、環境温度と、環境湿度と、に基づいて、予め定められた基準温度及び基準湿度下において測定された周長となるように、周長測定結果を補正するので、簡易な構成で、温度変動や湿度変動に依存せず、精度良く無端ベルトの周長を測定することができる。
(もっと読む)
周長測定装置及び周長測定方法
【課題】 ローラ等に撓みが生じてもその撓みに影響されずに良好な測定精度を得られるようにした周長測定装置及び周長測定方法を提供する。
【解決手段】 周長測定装置(10)は、一方が駆動側となり他方が従動側となる一対のローラ(14、15)、前記駆動側ローラと従動側ローラとにリング状ワークを掛け渡した状態で前記駆動側ローラと従動側ローラとの間の対向距離を拡大して前記リング状ワークに所定の張力を付与する張力付与手段(27)、前記張力の付与方向への前記駆動側ローラの変位を検出する第1検出手段(18)、前記張力の付与方向への前記従動側ローラの変位を検出する第2検出手段(19)、前記第1及び第2検出手段の検出結果に基づいて前記リング状ワークの周長を演算する演算手段(22)を備える。
(もっと読む)
周長測定装置及び周長測定方法
【課題】 プーリの真円度誤差等に影響されることなく良好な周長の測定精度を得られるようにした周長測定装置及び周長測定方法を提供する。
【解決手段】 駆動側プーリ(14)と従動側プーリ(15)は、各々所定の回転角毎にマーキングされたn個の位相指標(A〜H)を有し、前記駆動側プーリ(14)のn個の位相指標(A〜H)と前記従動側プーリ(15)のn個の位相指標(A〜H)とのn2 通りの組み合わせの中から任意の組み合わせを選択し、その組み合わせを用いてリング状ワーク(20)の周長測定を行う。
前記任意の組み合わせは、リング状ワーク(20)の周回間、駆動側プーリ(14)と従動側プーリ(15)との間の対向距離の最大値と最小値の幅が最も少なくなる組み合わせである。
(もっと読む)
膜厚測定装置
【課題】 簡易な構成で、精度良く膜厚測定可能な膜厚測定装置を提供する。
【解決手段】 膜厚センサ20によって測定されたベルト12の膜厚測定結果について、シャフト変位量測定用センサ16、及びシャフト変位量測定用センサ18の検知信号に基づいてもとめたシャフト14の長手方向の水平方向に対するゆがみに基づいてゼロ点補正を行う。 また膜厚センサ20によって測定されたベルト12の膜厚測定結果について、膜厚測定装置内10の環境温度に応じた基準環境温度に対する膜厚変動値に基づいて補正を行うことができるので、環境温度の変動による膜厚測定センサ20の測定結果の変動を抑制することができ、精度良く膜厚を測定することができる。
(もっと読む)
シームレスベルトの平面度測定方法、平面度測定装置、シームレスベルト、シームレスベルトの判定方法、及び該シームレスベルトを備えた画像形成装置
【課題】シームレスベルトの周方向における平面度を簡易にかつ正確に測定しうる平面度測定方法、その測定装置、及び高温高湿又は低温低湿下に保管したシームレスベルトを、前記平面度測定方法により測定される平面度に優れるか、どうかを判定するシームレスベルトの判定方法及び該シームレスベルトを備える画像形成装置を提供すること。
【解決手段】少なくとも2本のロールを用いて所定の張力で張架され、かつ、回転させない状態でのシームレスベルト1の表面に対し、平面度測定装置9を該シームレスベルト1の周方向に走査することを特徴とするシームレスベルト1の平面度測定方法、その測定装置、該平面度測定方法を用いてシームレスベルト1の判定方法。また、高温高湿又は低温低湿下に保管しても、上記平面度測定方法により測定される平面度が全周に亘り5mm以下であるシームレスベルト1、及び該シームレスベルト1を備える画像形成装置。
(もっと読む)
平面度測定装置及び平面度測定方法
【課題】 測定対象ベルトの平面度を精度良く測定する。
【解決手段】 互いに平行となるように所定間隔をもって配置された一対の円柱状部材と、前記一対の円柱状部材に架け渡された測定対象ベルトの平面度を測定する測定手段と、前記測定手段による平面度測定前に、前記測定対象ベルトが搭載される被搭載装置に該測定対象ベルトが搭載された時に該測定対象ベルトに作用する予め定められた規定荷重に、該規定荷重との合計荷重が該測定対象ベルトの破損限界荷重未満となるような追加荷重を加えた合計荷重を、前記一対の円柱状部材の少なくとも一方を介して該測定対象ベルトの長手方向に加えた後に、該合計荷重から前記追加荷重を除いた前記規定荷重を前記測定対象ベルトの長手方向に加える張架手段と、を備える。
(もっと読む)
ベルトの膜厚測定装置及び膜厚測定方法。
【課題】被測定物を停止させず連続して膜厚が測定できるベルトの膜厚測定装置及び膜厚測定方法を提供する。
【解決手段】第2シャフト16を回転駆動してベルト12を回転させると、ベルト12内周面に当接している第1シャフト14、及び外周面に当接している第1アイドラ18も回転する。この第1シャフト14の回転による角速度を第1角速度計20Aが検出し、既知の第1シャフト14の外径に基づき、ベルト内外周面速度算出部22でベルト内周面の移動速度を算出する。更に、第1アイドラ18の回転による角速度を第2角速度計20Bが検出し、既知の第1アイドラ18の外径に基づき、ベルト内外周面速度算出部22でベルト外周面の移動速度を算出する。ベルト内外周面速度算出部22で算出されたベルト内外周の移動速度差に基づき、ベルト膜厚算出部24でベルトの膜厚を算出する。
(もっと読む)
ベルト表面の変形検査装置
【課題】ベルト表面の変形を効率的にかつ精度良く検査する。
【解決手段】光学式の変位測定器16が、プーリ12,14に巻き掛けられたベルト10の表面の変位を測定する。変位測定器16で測定された測定データは、ベルト10の表面の変形量を算出する変形算出部24に入力される。変形検出装置20の記憶部22には、プーリが回転した場合におけるプーリ表面の位置変位情報が予め記憶されている。測定データが入力されると、変形算出部24は、記憶部22からプーリ表面の位置変位情報を読み出し、これらの測定データとプーリ表面の位置変位情報とからベルト10の表面の変形量を算出する。
(もっと読む)
無端ベルト用エレメント検査方法及び検査装置
【課題】 純粋なエレメントのみの変位量を測定できるようにした無端ベルト用エレメント検査方法及び検査装置を提供する。
【解決手段】 ベルト式無段変速機に用いられる金属性無端ベルトの構成部品であるエレメントの検査方法において、前記エレメントを多数個積層して構成したエレメント積層体(32)の積層方向に圧力を加えて該エレメント積層体を保持する保持工程と、前記圧力を調整して、ベルト式無段変速機に実装したときに前記エレメントの両面に加えられる実際の荷重に相当する検査荷重(Pa)を設定する設定工程と、前記検査荷重が加えられた状態の前記エレメント積層体の一端側に所定の曲げ力(Pb、Pc)を与えて該エレメント積層体の一端側の変位量を測定する測定工程とを含む。
(もっと読む)
コンベアベルトのモニタリングシステム
【課題】 コンベヤベルトの縦裂きだけでなく、縦裂きの予兆としての異常な高温等も検出して、縦裂きを未然に防ぐ機能も併せもつコンベヤベルトのモニタリングシステムを提供する。
【解決手段】 トランスポンダ4と、コンベヤベルト1の温度または圧力を計測する計測手段2,3とを、コンベヤベルト1の表層部に、所定の間隔を開けて連続的に設置し、自己の識別情報、および計測値を外部から非接触的にエネルギーを得て発信するようにするとともに、コンベアベルト1から所定の距離を離間して所定の固定位置に設置され、トランスポンダ4および計測手段に対して電磁エネルギーを発するとともに、これらトランスポンダ4および計測手段2,3から、自己の識別情報および計測値を載せた電波を受信する送受信装置5を設置する。
(もっと読む)
1 - 16 / 16
[ Back to top ]