
Fターム[2F069GG50]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 3点法を利用するもの (12)
Fターム[2F069GG50]に分類される特許
1 - 12 / 12
鋼線長さの評価方法、鋼線の巻取方法および巻取製品
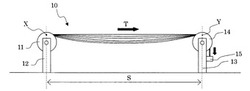
【課題】複数本にて引き揃えられた鋼線の束を構成する各鋼線の長さを、簡易にかつ正確に評価することができる鋼線長さの評価方法を提供する。また、この評価方法を用いることで、複数本の鋼線を誤差の少ないほぼ同一の長さで巻き取ることができる鋼線の巻取方法、および、これにより得られる巻取製品を提供する。
【解決手段】複数本にて引き揃えられた鋼線の束10を構成する各鋼線1の長さを評価する方法である。鋼線束10を、水平方向距離Sの間隔を有しかつ同じ高さに位置する2つの支持点X−Y間に掛け渡した状態で、鋼線束の一端を固定して他端に一定の張力を掛けたときの各鋼線のなす曲線の最低高さと支持点の高さとの差dを計測して、得られた計測値dに基づき、2つの支持点間における各鋼線の長さLを算出する。
(もっと読む)
部品の外径測定装置及び外径測定方法

【課題】外径測定を簡便な演算及び装置により測定することが可能な部品の外径測定装置及び外径測定方法を提供する。
【解決手段】第1の方向に延在する本体部1aと、第1の方向と直交する第2の方向に延在する端部1b、1cを本体部1aの両端にそれぞれ有するアームと1、端部1b、1cの端面にそれぞれ設けられ、部品の表面に接触するための球または円筒形状を有する位置決め治具2と、本体部1aに配置され位置決め治具に表面が接触した部品までの距離を測定するためのゲージ3とを備える。
(もっと読む)
校正装置及び真直形状測定装置
【課題】3点法プローブのゼロ点校正を3点法の環境に対するロバスト性を維持しながら、迅速に、精度よく、かつ簡便に実現できる校正装置及び真直形状測定装置を提供する。
【解決手段】校正対象となる3つの変位センサSS1〜SS3を円板CP1〜CP3に対して相対的に固定し、回転角θ=0度において3つの円板CP1〜CP3の円周を、各変位センサセンサSS1〜SS3を用いて測定して第1の測定値を求め、且つ回転角θ=180度において3つの円板CP1〜CP3の円周を、変位センサセンサSS1〜SS3を用いて測定して第2の測定値を求め、第1の測定値と第2の測定値とに基づいて、前記変位センサを校正できる
(もっと読む)
センサホルダ及びセンサ支持装置
【課題】棒状のセンサホルダに取り付けた3つのセンサにおける鉛直方向の位置ズレを抑制する。
【解決手段】予め決められた孔HL1〜HL3にセンサSS1〜SS3を固定して検出軸方向を鉛直方向に向けた時の、センサホルダSHのたわみ量は、2点支持の梁の集中質量と分布質量を考慮して計算できるので、3つのセンサSS1〜SS3の固定位置の重力によるたわみが等しくなる位置が定まるため、孔HL1〜HL3にセンサSS1〜SS3を配置するのみで、センサSS1〜SS3の鉛直方向のズレがゼロとなる。これにより精度の良い測定が可能となる。
(もっと読む)
工作機械の状態検知装置および方法
【課題】被加工物と工具取付け軸の位置を常に正しく検知しながら正しい寸法の加工物が得られる工作機械の状態検知装置および方法を提供する。
【解決手段】数値制御自動工作機械1において工具取付け軸6はX軸方向の正逆両方向へ駆動され、工具保持部材7はZ軸方向の正逆両方向へ駆動され、移動テーブル13はY軸方向の正逆両方向へ駆動される。工具取付け軸6先端の工具8は移動テーブル13上に固定して載置される被加工物に対して相対的にXYZの3次元方向へ移動しながら被加工物を所定に形状に加工する。工具取付け軸6の下部に配設された波動発信器9から所定の波動エネルギーが常時発信され、据付テーブル3の一方(図の左方)の端部の2個の波動受信機12a、12b、長短4本の波動受信機設置アーム14a、14b、15a、15bに設けられた4個の波動受信機12c、12d、12e、12fにより常時工具取付け軸6の位置と被加工物との位置関係を検出しながら工具8により被加工物が加工される。
(もっと読む)
長尺体の表面形状測定方法および表面形状測定装置
【課題】オートコリメータでは高精度測定ができない長さが1m以上の長尺状物の表面形状(真直度)を複数の変位センサを用いて測定する。
【解決手段】3本の変位センサA,B,Cをピッチ間隔p毎に直列にアーム311に固定し、テーブル上に固定された被測定物の真直度を、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における真直度の測定においては第三の変位センサCより検出される真直度値で測定基準を作り、この測定基準の測定点の値を基準にして変位センサA,Bによる2点法の出力からピッチングを検出し、それを使用してピッチング補正しながら次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力する。
(もっと読む)
回転精度測定方法
【課題】
3個の変位計間の相対角度が正確であるかどうかを評価することができ、回転軸の回転ムラを補正することができ、変位計の中心位置が回転軸上の同じ測定部位を指しているかどうかを評価することができ、ひいては3点法の特性を有効にかつ容易に活用して回転軸の回転精度を測定することができる回転精度測定方法を提供する
【解決手段】
それぞれの中心位置が回転する測定対象物の外周面上の同一回転軌跡上にあるように配置した3個の非接触型の変位計のプローブによって前記測定対象物の回転運動を測定し、前記測定対象物の回転精度成分と前記測定対象物の形状成分とを含む前記変位計の出力信号を処理して前記形状成分を分離して前記測定対象物の回転精度を測定する方法であって、前記処理の前に前記変位計の出力信号における前記回転の回転速度のムラを補正する
(もっと読む)
変位計の位置計測方法および位置計測装置
【課題】 小形軽量で、狭隘な設置スペ−スに設置できるとともに、計測器等の修理や部品交換に容易に応じられる、変位計の位置計測方法および装置を提供する。
【解決手段】 距離計測手段30を介し、最先の一対の変位計28の両端部と、その枢支部27の少なくとも3位置の三次元位置を基準値として計測する。 前記一対の変位計28の折れ角の初期値を演算する。 この後、前記変位計28に一対の変位計28を順次連結して延伸する。 その際前記距離計測手段30を介して、延伸した一対の変位計28の両端部と、その枢支部27の少なくとも3位置の三次元位置を計測する。 前記延伸した一対の変位計28の折れ角を算出する。 前記折れ角と、延伸した変位計28の枢支部27における三次元位置と、延伸に伴ない変化する先行の折れ角を相対量として検出する。 前記検出角度と変位計28の長さを基に、最先または所望の変位計28の位置を演算する。
(もっと読む)
トンネル内空変位計測システム、トンネル内空変位計測方法およびトンネル内空変位計
【課題】 トンネル断面の巨視的な内空変位を常時実用上十分な計測精度で得ることを可能とすると共に、簡単な機構でメンテナンスフリーを可能とする。
【解決手段】 トンネル内空変位計測システムは、覆工41に植設された支柱421〜429の各基端部に棒状変位計411,416,421,426,431,436,441,446の各端部、支柱421〜429の各先端部に棒状変位計413,414,423,424,433,434,443,444の各端部、支柱421〜429の各基端部と各先端部に棒状変位計412,415,422,425,432,435,442,445の各端部をそれぞれピン結合する。棒状変位計411〜416,421〜426,431〜436,441〜446からの軸方向変位に応じた信号に基づきトンネルの下端部の既知の2節点を基点として順次、3つの棒状変位計の交点座標を連続的に算出してトンネルの変状を測定する。
(もっと読む)
乾式ガスホルダのピストン傾斜検出装置及び乾式ガスホルダ
【課題】 ピストン上に電気機器を配置することなく、かつ、ガスホルダの規模にかかわらずピストンの傾斜を正確に検出し得る乾式ガスホルダのピストン傾斜検出装置、及び当該検出装置を備える乾式ガスホルダを提供する。
【解決手段】 乾式ガスホルダ本体1内部に配置されるピストン2の傾斜を検出する、乾式ガスホルダのピストン傾斜検出装置であって、ピストン2までの距離を計測する少なくとも3基以上の非接触式距離計4、4、…と、非接触式距離計4、4、…の計測値を用いてピストン2の傾斜を算出する演算装置5と、演算装置5の算出結果を表示する表示装置6とを備え、非接触式距離計4、4、…は、乾式ガスホルダ本体1に設けられるとともに、ピストン2よりも上方に配置されている、乾式ガスホルダのピストン傾斜検出装置。
(もっと読む)
電子部品の端子検査方法およびその方法を用いた検査装置
【課題】 部品の仮想の支持面として機能する3点を精度良く抽出して、検査精度を高める。
【解決手段】検査対象の部品の各端子につき、それぞれ代表点の3次元座標を求めた後、各代表点を3個ずつ順に組み合わせながら、組み合わせにかかる3点が第1、第2の各条件を満たしているかどうかを判別する。第1の条件は、3点による三角形平面に部品中心部を投影できるという条件であり、第2の条件は、三角形平面が3点以外のすべての代表点よりも下方に位置するという条件である。双方の条件を満たす3点の組み合わせが見つかると、これら3点を含む仮想平面と各代表点との距離Dを求め、その距離Dを用いて各端子の浮き上がりの有無を判別する。
(もっと読む)
シリンダボア測定装置
【課題】 本発明は、シリンダの上下両面ともに開口されていないシリンダボアの測定が可能なシリンダボア測定装置を提供することを課題とする。
【解決手段】 シリンダ軸52に平行な貫通穴43をシリンダヘッド部14に有するエンジン10のシリンダ11を測定対象とし、シリンダ11の内径53を測定するシリンダボア測定装置40であって、このシリンダボア測定装置40は、貫通穴43にシリンダ11内部からエンジン外へ移動可能に挿入した操作子44と、この操作子44の一端44aに取付けることで、シリンダ11内部に配置する測定ヘッド42と、この測定ヘッド42に取付け、シリンダの内面 までの距離を測る測定子41・・・とからなり、予めシリンダ11内に測定ヘッド42及び測定子41・・・を納め、外から操作子44を操作しながら測定を実施することで、両端が閉じた状態のシリンダ11の内径を測定する。
(もっと読む)
1 - 12 / 12
[ Back to top ]