
Fターム[2F069HH24]の内容
測定手段を特定しない測長装置 (16,435) | 測定器機 (1,161) | マイクロメーター型 (16)
Fターム[2F069HH24]に分類される特許
1 - 16 / 16
多層構造において層を評価するための装置および方法
【課題】多層構造において層間ギャップを含む層を評価するための装置を提供する。
【解決手段】軸を横切って略整列した複数の縁部を呈する多層構造において、層間ギャップを含む層を評価するための装置10は、少なくとも1つのパラメータを検知するように構成された検知ユニット12、検知ユニットと結合されて、検知ユニットを軸に略沿って移動させるように構成された位置決めユニット14、ならびに位置決めユニット14および検知ユニット12の少なくとも1つと結合された制御ユニット16を含む。制御ユニット16は、検知ユニット12に電気信号を供給する。制御ユニットは16、検知ユニットが複数の縁部を過ぎて移動するとき、少なくとも1つのパラメータの変化を監視する。制御ユニット16は、少なくとも1つのパラメータの変化を使用して評価を行う。
(もっと読む)
測定データ無線転送システム

【課題】消費電力が低く、且つ混信の発生を防ぐことのできる測定データ無線転送システムを提供する。
【解決手段】複数の子機10と、各子機10から送信された測定データを受信する親機20とを備えた測定データ無線転送システム100において、子機10の各々は、初期設定時に親機20に対して、所定の基準時点から測定データを送信するまでの待ち時間を設定する待ち時間情報を含む設定データを要求する設定要求信号を出力し、親機20からの設定データに基づいて測定データの送信タイミングを制御し、測定データの送信タイミングには親機20との通信を行う通信部11を起動状態とさせ、当該測定データの送信後には通信部11を停止させ、親機20は、子機10の各々が互いに異なる送信タイミングで測定データを送信するよう待ち時間情報を決定し、設定要求信号に応じ、複数の子機10に対して待ち時間情報を含む設定データを送信する。
(もっと読む)
加工仕上げ面の検査システム及び検査方法
【課題】画像から迅速にビビリマークを評価できる加工仕上げ面の検査システム及び検査方法を提供する。
【解決手段】回転工具により機械加工された加工仕上げ面の検査方法であって、前記加工仕上げ面を観察してビビリマークの有無を判断し、観察によりビビリマークが確認された場合にビビリマークの幅寸法を前記回転工具の回転軸方向で計測し、計測されたビビリマークの幅寸法がしきい値以上である場合にビビリマークの深さが許容値以上であると判定する。その結果、画像より加工仕上げ面の検査が迅速に可能となる。ビビリマークの深さが許容値よりも深い場合には表面の研磨を行い、再度加工仕上げ面の検査を実施する。
(もっと読む)
XYステージ
【課題】バーミラーの形状、スライダの走り、スライダのヨーイング角の情報を、高精度に識別して測定可能な機能を備えるXYステージを実現する。
【解決手段】プラテン上をX軸方向及びY軸方向に位置制御されるスライダと、前記スライダの一辺近傍に配置されたバーミラーと、このバーミラーに光を当てて距離を計測するレーザ干渉計とを具備するXYステージにおいて、
前記バーミラーに沿って等間隔に固定配置された3個の距離計と、
前記スライダを所定距離づつn回(n≧2)平行移動させるスライダ移動手段と、
前記スライダの初期位置及び所定距離の移動毎に、前記距離計の測定値に基づいて前記バーミラーの形状、前記スライダの走り、前記スライダのヨーイング角の少なく共いずれかを演算するバーミラー形状演算装置と、
を備える。
(もっと読む)
測定システムおよび測定方法
【課題】コストを低減できる測定システムを提供すること。
【解決手段】測定システムは、搬送コンベア2上を搬送されるエンジンブロック10のボアA0〜A3の寸法を測定する。測定システムは、搬送コンベア2上に設けられたCCDカメラと、寸法を測定するエアマイクロメータと、CCDカメラおよびエアマイクロメータを搬送コンベアに対して相対移動させる移動機構と、これらを制御する制御装置と、を備える。制御装置は、搬送コンベア2上を搬送されるエンジンブロック10のボアA0および側面AをCCDカメラで撮影し、この撮影画像に基づいてエンジンブロック10の残るボアA1〜A3の位置を特定して、これらボアA0〜A3にマイクロメータを接近させて寸法を測定する。
(もっと読む)
円筒体の測定方法
【課題】円筒体形状の寸法測定、特には円周形状の測定において測定にかかる負荷が少なく、個々の測定値が正確、かつ測定ポイント数を効率的に低減する測定方法の提供。
【解決手段】本発明は、円筒体の軸に対して直交する断面の円の形状の測定方法において、該断面円内に設定した、被測定円筒の回転軸と断面円が交わる点である基準点に対する該断面円の円周上の3つの所定の点までの距離の該円筒の回転による変化に基づいて、該基準点と該円周との間の距離を算出して該断面円の形状を特定する工程を有することを特徴とする。
(もっと読む)
円筒体の測定方法
【課題】円筒体形状の寸法測定、特には円周形状の測定において測定にかかる負荷が少なく、個々の測定値が正確、かつ測定ポイント数を効率的に低減する測定方法の提供。
【解決手段】本発明は、円筒体の軸に対して直交する断面の円の形状の測定方法において、該断面円内に設定した、被測定円筒の回転軸と断面円が交わる点である基準点に対する該断面円の円周上の3つの所定の点までの距離の該円筒の回転による変化に基づいて、該基準点と該円周との間の距離を算出して該断面円の形状を特定する工程を有することを特徴とする。
(もっと読む)
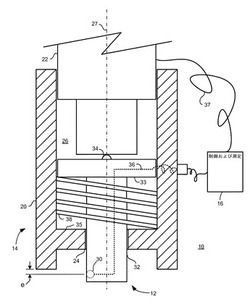
膜厚測定装置
【課題】 簡易な構成で、精度良く膜厚測定可能な膜厚測定装置を提供する。
【解決手段】 膜厚センサ20によって測定されたベルト12の膜厚測定結果について、シャフト変位量測定用センサ16、及びシャフト変位量測定用センサ18の検知信号に基づいてもとめたシャフト14の長手方向の水平方向に対するゆがみに基づいてゼロ点補正を行う。 また膜厚センサ20によって測定されたベルト12の膜厚測定結果について、膜厚測定装置内10の環境温度に応じた基準環境温度に対する膜厚変動値に基づいて補正を行うことができるので、環境温度の変動による膜厚測定センサ20の測定結果の変動を抑制することができ、精度良く膜厚を測定することができる。
(もっと読む)
測定器
【課題】 操作性が高く、かつ、検出精度、検出分解能が高い測定器を提供する。
【解決手段】 スピンドル300の回転に応じてスピンドル300の異なる回転角に対して異なる値の位相信号を発信する位相信号発信手段400と、位相信号を演算処理してスピンドルの絶対位置を求める演算処理部500と、を備える。位相信号発信手段は、位相信号を所定のピッチで発信する。スピンドル300の異なる回転角に対して位相信号は異なる値であるので、位相信号からスピンドル300の回転角が一義的に決定される。インクリメンタル式と違って、位相信号の読み飛ばし等が問題とはならないので、スピンドル300の高速回転を許容して測定器の操作性を向上させることができる。さらに、位相信号の読み飛ばしが問題とはならないので、スピンドル300の回転に対する位相信号の変化を細密化できる。
(もっと読む)
ワーク計測装置および計測方法
【課題】 チャック装置の芯ずれを自動的に補正してワークの真の外径位置を得ることができるワーク計測装置、およびワーク計測方法を提供する。
【解決手段】 このワーク計測装置は、軸心回りに回転自在であってワークWを支持可能なチャック装置1と、このチャック装置1に支持されたワークWの外径位置を計測する計測器2とを備える。チャック装置1に断面が真円であるマスタワークMWを支持させた際の計測器2の計測値を記憶するマスタワーク外径記憶手段14と、チャック装置1に計測対象ワークWを支持させた際の計測値を記憶するワーク計測値記憶手段15とを設ける。この計測対象ワークWの計測値をマスタワーク外径記憶手段14に記憶された計測値で補正するワーク計測値補正手段17を設ける。
(もっと読む)
たわみの測定方法および装置
【課題】 構造物や構造部材のたわみを簡便に測定する測定方法および装置を提供する。
【解決手段】 複数の支柱2、3を被測定物1上に立設し、これら支柱間に基準となる測定用線材6を水平もしくは垂直または被測定物と平行に張設し、支柱間の測定位置に測定器具10を立設し、この測定器具に設けられたマイクロメータ12により光センサ部13を上下させ、このセンサ部が測定用線材を検出したときの測定用線材の高さをマイクロメータにて計測し、マイクロメータによる計測高さと予め求められている前記測定用線材の基準高さとの差を求めることにより被測定物のたわみを測定する。
(もっと読む)
溶接品質検査方法
【課題】 記録媒体カートリッジの溶接品質検査装置において、溶接品質の検査を効率良く行って記録媒体カートリッジの生産効率を高めるようにする。
【解決手段】 溶接前に、上下シェルハーフ3,4間の位置ずれを測定手段50で測定し、この測定により得られた溶接前測定量を比較手段60が予め定められた溶接前基準量と比較する。判定手段65は、溶接前測定量が溶接前基準量より大きい場合に上下シェルハーフの保持を不良と判定して溶接が中止され、溶接前測定量が予め定められた溶接前基準量以下の場合に上下シェルハーフの保持を良と判定して溶接が実施される。溶接後に、再び測定手段50が位置ずれの測定を行って、比較手段60が、この測定により得られた溶接後測定量を予め定められた溶接後基準量と比較し、判定手段65が溶接後測定量が溶接後基準量より大きい場合に溶接を不良と判定し、溶接後測定量が溶接後基準量以下の場合に溶接を良と判定する。
(もっと読む)
塗工用スロットダイおよび塗工用スロットダイのリップと塗工ロールとの隙間測定方法および隙間設定方法
【課題】リップ・ロール間の隙間を高精度に測定し、高精度な塗工フィルムの作製のために、リップ・ロール間の隙間を高精度に設定すること。
【解決手段】
塗工用スロットダイ20の両側端部にスロットダイ先端のリップ前面21Aと同一面をなす平坦なブロック前面28A、29Aを有する測定器取付ブロック28、29を取り付け、この測定器取付ブロック28、29に変位測定器28、29を取り付け、ブロック前面28A、29Aにブロックゲージ50の表面50Aを押し当て、ブロックゲージ表面50Aを変位測定器28、2、によって測定してキャリブレーションを行い、キャリブレーション完了後にブロックゲージ50を取り除き、塗工へッドを塗工ロール側に前進移動させ、変位測定器28、29の計測値によってスロットダイ20のリップ21と塗工ロール外周面11Aとの隙間を測定する。
(もっと読む)
クランク軸のデフレクション計測装置及び計測方法
【課題】クランク軸のデフレクション計測において、ジャーナル部回転角度とピン部回転角度との対応づけを高精度に行うこと。
【解決手段】デフレクション計測装置は、クランク軸1の回転角度を角度データとして検出する角度検出手段7と、クランクアーム4の内股距離を距離データとして検出する距離検出手段8と、各データを処理する処理ユニット9とを備え、距離検出手段8には、角度データをトリガー信号として、前記距離を計測する計測部13と、角度データと検出された距離データとを対とした計測データを記憶可能なメモリ−14と、距離データの検出終了後にメモリ−14内の計測データを無線送信する送信部16とが備えられ、処理ユニット9には、欠落した計測データを補完する補完手段が設けられている。
(もっと読む)
スコープ装置、工具の研削装置、工具の製造方法及び工具の検査方法
【課題】 研削される工具を測定のつど着脱することなく、工具の所要寸法を測定できるスコープ装置、工具の研削装置、工具の製造方法及び工具の検査方法を提供する。
【解決手段】 工作機械4のテーブル6に着脱自在とされており、テーブル6に着脱可能とされたベース21と、工具1の被測定部に対向して位置するようにベース21に取り付けられたスコープ本体25とを備えてなり、被測定部の中心を通り、スコープ本体25側へ延びるように測定基準線Yを設定したときに、スコープ本体25が、測定基準線Yの方向に移動自在であって、このYを含む平面上において、Yに直交する方向Xに移動自在であって、且つ、このYを通り、前記平面に直交する方向Zに移動自在に支持されると共に、スコープ本体25の方向Xへの移動量を計測する計測手段23を備えた。
(もっと読む)
円すい面形状測定装置
【課題】 測定子の移動精度を容易に確保でき、高精度な3次元形状の測定を可能としながら、コストの低減が可能な円すい面形状測定装置を提供する。
【解決手段】 円すい面形状を有する被測定物Wを、その円すい面の中心軸が回転中心に一致するように支持するターンテーブル1と、被測定物Wの表面に接触または近接して被測定物表面の変位を測定可能な測定子2を設ける。ターンテーブル1に支持された被測定物Wの円すい面の母線と平行に上記測定子2を移動させる測定子移動機構3を設ける。測定子移動機構3は、ターンテーブル1に対する径方向移動体9と、この径方向移動体に傾斜角度変更自在に支持された傾動体10とを備え、この傾動体10にエアースライド装置5を介して測定子2を支持する。ターンテーブル1は、静圧空気軸受31で支持する。
(もっと読む)
1 - 16 / 16
[ Back to top ]