
Fターム[3B153DD33]の内容
ロープ又はケーブル一般 (6,360) | 製造方法/装置 (499) | 機械又は装置の細部 (194) | 形付機又は集合機 (37)
Fターム[3B153DD33]に分類される特許
1 - 20 / 37
ゴム物品補強材の波形の評価方法
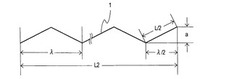
【課題】波形型付けされたゴム物品補強材について、波形状の評価方法を提供する。
【解決手段】型付け前の供給長さL1と、補強材に施された波形の数Nと、型付け後のゴム物品補強材の長さL2とし、三角波形状を有するゴム補物品補強材の場合、下記式(1)〜(3)、L=L1/N・・・(1)λ=L2/N・・・(2)a=((L/2)2−(λ/2)2)1/2・・・(3)、波形状を有するゴム補物品補強材の場合、下記式(1)、(2)、(4)および(5)、L=L1/N・・・(1)λ=L2/N・・・(2)b=(3L/2+λ/2)/8・・・(4)a=2×(b2−(λ/4)2)1/2・・・(5)で表わされる波長λおよび振幅aにより、ゴム物品補強材の波形を評価する。
(もっと読む)
スチールワイヤの製造方法

【課題】螺旋癖付けを施したスチールワイヤにおける癖付け量のバラツキを抑制して、均一な品質を有するスチールワイヤが得られるスチールワイヤの製造方法を提供する。
【解決手段】スチールワイヤに螺旋癖付けを施した後、螺旋癖付けされたスチールワイヤを、下記式(1)および(2)、
b2>d2+π2(c2−a2+(2a−2c)e) (1)
a<c (2)
(式中、aは筒状穴部の内径(mm)であり、bは筒状穴部の長さ(mm)であり、cは前記スチールワイヤの癖付け量(mm)であり、dは該スチールワイヤの癖付けピッチ(mm)であり、eは該スチールワイヤの線径(mm)である)で示される関係を満足する筒状穴部に通すスチールワイヤの製造方法である。
(もっと読む)
螺旋状鋼線、ゴム物品用補強用スチールコード、タイヤ、螺旋状鋼線の製造方法及び螺旋型付け回転装置
【課題】ブラスめっき鋼線を螺旋状に型付けして形成された耐腐食疲労性に優れた螺旋状鋼線、螺旋状鋼線の製造方法及び螺旋型付け回転装置、螺旋状鋼線を用いたゴム物品用補強用スチールコード並びにタイヤを提供する。
【解決手段】一方から他方に牽引され、かつ、直線状に延長するブラスめっき鋼線10cを螺旋状鋼線10dに成型する螺旋型付け回転装置14aにおいて、回転中心軸Pがブラスめっき鋼線10cの牽引方向Qと平行に設定される回転体14bと、この回転体14bの外周面に、牽引方向並びに千鳥状に植設されて、ブラスめっき鋼線10cが蛇行するように掛けられる複数の成型ピン14cより成る成型部14dとを備えた螺旋型付け回転装置14aにおいて複数の成型ピン14cをそれぞれ牽引方向Qに回転自在にベアリング14eを介して植設して、螺旋状鋼線10dの表層部周方向の残留応力量Rsを圧縮応力にするようにした。
(もっと読む)
SZ巻回機械
導管コード/電力導管コードのためのSZ撚り機械(1)が記載されている。入口端部を基点として、機械は、細長い要素の供給部(11)それぞれからほぼ直線的に進む第1組の細長い要素(10a〜10c)を受けかつ集める第1ダイと、細長い要素の供給部(16)それぞれからほぼ直線的に進む第2組の細長い要素(10d〜10f)を受けかつ集める第2ダイであって、この第2組が第1組と互いに合わせて組まれた束(18)になる、第2ダイと、組まれた束(18)を径方向で所定位置に維持する少なくとも1つの支持手段(5)と、オシレートSZ法で後方及び前方に捻転により束(18)を捩れ回転させることが可能な回転デバイス(6)と、回転デバイス(6)のすぐ近傍にあるテープまたはバンド巻回装置(7)であって細長い要素(10a〜10f)からなるSZ撚りされた束(18)の周囲にバンドまたはテープを付与する巻回装置と、を有する。 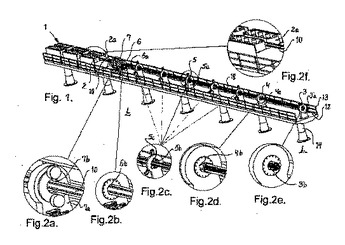 (もっと読む)
(もっと読む)
コード製造装置及びコード製造方法
【課題】長手方向に沿って癖付けされるコードの癖付け形状の縦横比や寸法を変更できるようにし、楕円形状をなす螺旋状コード等を製造する。
【解決手段】コードCを癖付け装置20の互いに対向する固定及び可動癖付け体21、22の貫通孔21H、22Hを順に通過させる。その際、移動装置により可動癖付け体22を固定癖付け体21に沿って移動させて、互いの貫通孔21H、22H同士を偏芯させ、偏芯した貫通孔21H、22H間で通過するコードCを屈曲変形させて癖付けする。また、移動装置に、可動癖付け体22をX方向とY方向に変位させる第1と第2の変位機構を設け、これにより可動癖付け体22を両方向に同期して各々設定された変位量を往復変位させ、両方向の変位に連動して可動癖付け体22を連続して移動させて、通過するコードCに癖付けを施す。
(もっと読む)
螺旋型付けが施されたブラスメッキ鋼線、ゴム物品補強用スチールコード、タイヤ、及び、螺旋型付けブラスメッキ鋼線の製造方法
【課題】螺旋型付けが施されたブラスメッキ鋼線の耐腐食疲労性を向上させる方法と、耐疲労性に優れたブラスメッキ鋼線、ゴム物品補強用スチールコード、及び、タイヤを提供する。
【解決手段】伸線工程の最終ダイス11から引き抜いたブラスメッキ鋼線10を駆動キャプスタン12に所定角度だけ巻き付けた後、補助プーリ13に渡し、この渡されたブラスメッキ鋼線10を上記補助プーリ13に所定角巻き付けた後に角度を変えて上記駆動キャプスタン12に戻すことにより、上記ブラスメッキ鋼線10を駆動キャプスタン12に一周よりも少ない所定角度θだけ巻き付けた後に矯正装置14に入線させるか、伸線工程の最終ダイス11から引き抜いたブラスメッキ鋼線10を直接矯正装置14に入線させるかして、螺旋状の型付けを施す前のブラスメッキ鋼線10の表層部の残留圧縮応力量を大きくするようにした。
(もっと読む)
コードおよびその製造方法並びに、コード製造設備
【課題】耐疲労性に優れたコードを提供する。
【解決手段】1本または複数本のフィラメントからなるコアの周囲に、複数本のフィラメントからなるシースを配したコードにおいて、前記コアとシースとの間に未加硫ゴム被覆層を設ける。
(もっと読む)
ゴム製品補強用スチールコードおよびその製造方法
【課題】ゴム侵入性が良好で、且つ、低荷重伸びが小さい束撚り2層構造または束撚り3層構造のゴム製品補強用スチールコードを得る。
【解決手段】束撚り2層構造における中心層(または3層構造における中間層)の素線11の全てがピッチの小さい略二次元波状のくせを有し、かつ、それら素線11同士がコード中心軸に略平行で略パラレルに接触して見かけの撚り角αと外層の素線の撚り角(コード撚り角β)との差が大きくなる箇所がコード長手方向に不連続な配置で部分的に存在し、かつ、略パラレル部における見かけの撚り角αとコード撚り角βとが、1.5°≦α−β≦4.5°の関係を満たすようにする。
(もっと読む)
スチール・コード
【目的】心ワイヤの移動およびスチール・コードのばらけのいずれもを抑制する。
【構成】プリフォーマにおいて高低差を持って配置された複数のピンに沿わせて側ワイヤswを走行させることによって,側ワイヤswは螺旋状に型付けされる。回転応力調節装置では,撚線機において撚られるべき撚線の撚り方向と同じ方向に所定回数ねじられかつ所定回数ねじり戻されることによって,側ワイヤswに撚り方向と同じ方向の残留回転応力が付与される。心ワイヤcwおよび側ワイヤswは撚線機によって撚られることで,スチール・コードtwとなる。螺旋状型付けの型付率は70%以上100%未満とされ,残留回転応力は好ましくは2回以上4回以下とされる。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】断線、及び撚り乱れの無いゴム物品補強用スチールコードを製造する。
【解決手段】チューブラータイプの撚り線機の型付け装置36において、シース素線用の型付け軸42をジグザグ状に配置する。面中心線CLから型付け軸42の軸中心までの距離をa、面中心線CLに沿って計測する型付け軸相互の中心距離をb、型付け軸42の直径をcとしたときに、1.5×10−2≦(c−2a)/b2≦5.0×10−2を満足させる。これにより、断線の無い、撚り性状の安定したスチールコード26が得られる。
(もっと読む)
タイヤ構成部材の巻付け方法及び装置
【課題】撚り線形成手段から撚り回転しながら繰り出される線状のタイヤ構成部材を、その撚り回転の影響を受けることなく直接被貼付け体に巻き付けて行くことができるようにすることを目的とする。
【解決手段】撚り回転状態のままコード製造ラインから繰り出される撚り合わせゴム被覆コード38(タイヤ構成部材)を、該撚り合わせゴム被覆コード38の繰出し方向を回転軸として、該撚り合わせゴム被覆コード38の撚り回転速度に対応した回転速度で該撚り合わせゴム被覆コード38の撚り回転方向と同方向に回転させながら被貼付け体96の外周96Aに導く。そして、被貼付け体96を、繰出し方向を回転軸として、撚り合わせゴム被覆コード38の繰出し速度に応じて撚り回転速度より速い速度で撚り回転方向と同方向に回転させながら、撚り合わせゴム被覆コード38を該被貼付け体96の外周96Aに巻き付ける。
(もっと読む)
撚線機およびそれを用いた撚線の製造方法
【課題】特にスチールコードの製造用途に好適であって、撚り戻りを解消した撚線をコンパクトな装置構成で得ることができる撚線機およびそれを用いた撚線の製造方法を提供する。
【解決手段】シングルツイストバンチャー型の撚線機である。回転軸に沿って入線する素線束1を自転により巻取り繰出して走行させるキャプスタン11およびその繰出し部から回転軸まで素線束を誘導する出線ガイド12を備え、回転軸を中心に公転する回転送り装置10と、回転送り装置と同軸で回転可能に配置された巻取り用スプール軸40と、巻取り用スプール軸を回転させるスプール軸回転装置30と、回転送り装置と同軸で回転して、出線ガイドにより回転軸まで誘導された素線束を巻取り用スプール軸40に巻付けるフライヤー式巻付け装置20とを具備し、回転送り装置10、フライヤー式巻付け装置20およびスプール軸回転装置30が、それぞれ独立して駆動可能に形成されている。
(もっと読む)
ゴム製品補強用スチールコードおよびその製造方法
【課題】ゴム侵入性が良好で、耐疲労性に優れ、かつ低荷重伸びが小さい単層構造のゴム製品補強用スチールコードを得る。
【解決手段】全ての素線11に螺旋状のくせを付けた後押圧加工して略正弦波状で撚り合わせのためのくせよりピッチの小さいくせを設け、それら素線を撚り合わせて単層撚り構造とし、これにコード長手方向に直交する方向から押圧加工を施すことにより、コード中心の空洞部が素線11間の隙間12を介して外部へ連通し、かつ、コード長手方向のいずれの箇所においても少なくともいずれか一組の隣り合う素線11が相互に略接触しているとともに、コード長手方向に不連続な配置で部分的に略パラレルに接触したコード10とする。
(もっと読む)
ゴム製品補強用スチールコードおよびその製造方法
【課題】製造コストを低減でき、ゴム材侵入性が良好で、且つ、低荷重伸びが小さい2層構造のゴム製品補強用スチールコードを得る。
【解決手段】全ての芯素線11に螺旋状のくせを付けた後押圧加工して略正弦波状で撚り合わせのためのくせよりピッチの小さいくせを設け、芯素線11と側素線12を一度に撚り合わせて束撚り2層構造とし、これにコード長手方向に直交する方向から押圧加工を施して、芯素線11同士がコード長手方向のいずれの箇所においても接触するとともにコード長手方向に不連続な配置で部分的に略パラレルに接触したコード10とする。
(もっと読む)
ワイヤの癖付け方法および癖付け装置
【課題】1本のワイヤに対して、適切な癖付け方法および癖付け装置を提供することを目的とする。
【解決手段】ワイヤのパスライン上に配置した回転軸から該回転軸の径方向外側へ延びるピンに、ワイヤを係止し、前記回転軸をパスライン上で回転させてパスラインから離隔した位置でピンに係止したワイヤ部分をパスラインの周りで回転させることによりワイヤに癖付けを施す。
(もっと読む)
ゴム製品補強用スチールコードおよびその製造方法
【課題】ゴム材侵入性が良好で、芯素線群や中間素線群のずれ動きがなくて撚り構造が安定し、低荷重伸びが小さい3層構造のゴム製品補強用スチールコードを得る。
【解決手段】L+M+N構造のコード10を、芯素線11の周りに、全ての素線が撚り合わせのためのくせよりピッチの小さい略正弦波状のくせを有する中間素線12を撚り合わせ、さらに側素線13を撚り合わせた後、コード長手方向に直交する方向から押圧加工を施したものとする。また、1×P構造のスチールコードの場合、中間素線の全てを撚り合わせのためのくせよりピッチの小さい略正弦波状のくせを有するものとして他の素線と一度に撚り合わせ、押圧加工を施す。
(もっと読む)
スチールコードの製造方法
【課題】長手方向にくせが異なるワイヤ(素線)を複数本撚り合わせた、長手方向で性質の異なるスチールコードの製造方法を提供する。
【解決手段】素線1を一定の張力下で引き出しながら、素線1の1部分に装置20によりくせ付けを行い、一定の長さ引き出した後、引き出しを停止し、この素線を均等な位置に配置した3ヵ所のチャッキング装置40、41で把持し、チャッキング装置41を回転させて撚り線加工と残留応力の除去を行い、ついで全チャッキング装置を開放し、引き取り装置を兼ねた送り出し装置50、70によりこれを送り出す加工を繰り返し行う。
(もっと読む)
スチールコード及びその製造方法
【課題】複合体シートの平坦性を向上させることができるスチールコード及びその製造方法を提供する。
【解決手段】線状に接触する相互接触線2cがワイヤ軸線2aに沿うように引き揃えられた実質的に同径の2本の心ワイヤ2と、前記心ワイヤと実質的に同径であり、前記心ワイヤの周囲に巻き付けるように撚り合わされた2本の側ワイヤ3とを有し、前記心ワイヤ2は、その周囲に前記側ワイヤ3が撚り合される前に所望の波付けが施されている。
(もっと読む)
ゴム物品補強用スチールコードおよびタイヤ
【課題】撚ることなく引き揃えた複数本の素線によるコアの周りに、複数本の素線を巻き付けてなるシースを配置したスチールコードにおいて、コアの素線がシースの素線間からはみ出したり、コア素線に対してシース素線が余る、撚り乱れの発生を抑制するための新規な構造を与える。
【解決手段】
型付けを施した複数本の素線を撚らずに引き揃えたコアの周りに、型付けを施した複数本の素線を巻き付けてなるシースを配置したコードにおいて、コアの平均型付け率を15〜70%、かつシースの平均型付け率を70〜95%の範囲に調整する。
(もっと読む)
スチールコードの製造方法及びスチールコード
【課題】ゴム浸透性、形状保持性、心ワイヤの抜け出し難さをバランス良く兼ね備え、耐疲労性に優れたスチールコードの製造方法及びスチールコードを提供する。
【解決手段】心ワイヤの径より小さい径を有するm本の内層ワイヤを、バンチャー撚り線機により単一の心ワイヤの周囲に所定のピッチで撚り合わせ、心ワイヤの径より小さい径を有するn本の外層ワイヤをそれぞれ所定の型付率に型付けし、型付けしたn本の外層ワイヤを、バンチャー撚り線機により内層ワイヤの所定の撚りピッチより長い撚りピッチで、かつ内層ワイヤの撚り方向と同じ向きに内層ワイヤの周囲に撚り合わせ、(1+m+n)3層撚り構造のスチールコードを得る。
(もっと読む)
1 - 20 / 37
[ Back to top ]