
Fターム[3C030DA36]の内容
自動組立 (6,729) | 搬送・組立ライン一般 (2,452) | 位置決め (713) | 位置決め対象 (378) | 組立ステーション上のワーク (72)
Fターム[3C030DA36]に分類される特許
1 - 20 / 72
自動組立装置
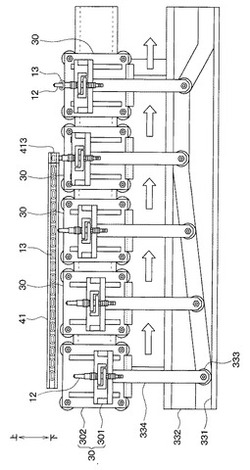
【課題】搬送中のワークに部品を組み付けることのできる自動組立装置を提供する。
【解決手段】ワーク12を水平方向に搬送する搬送手段30、31と、搬送手段30、31で搬送されているワーク12の上方へ被挿入部品13を供給する供給手段40、41と、搬送手段30、31で搬送されているワーク12および供給手段40、41で供給された被挿入部品13のうち少なくとも一方を上下方向に移動させる上下駆動手段33とを備え、供給手段40、41は、被挿入部品13をワーク12の搬送方向に取り出すことのできるように開放された開放部413を有し、搬送手段30、31でワーク12を水平方向に搬送しながら上下駆動手段33でワーク12を被挿入部品13に挿入させることで、ワーク12で被挿入部品13を引っ掛けて開放部413から引き出し、開放部413から引き出された被挿入部品13をワーク12に自重落下させる。
(もっと読む)
パネル受け台及びパネル加工方法

【課題】パネル部材の保持又は位置精度に優れ、かつ経済性に優れたパネル受け台及びパネルの加工方法を提供する。また、パネル部材の加工やこれに他の部品を組み込む作業のみならず、さらに広範な作業に使用可能なパネル受け台及びパネルの加工方法を提供する。
【解決手段】本発明に係るパネル受け台10は、車体を構成するパネル部材の加工やこれに他の部品の組み付けを行うためのパネル受け台であって、パネル部材50と同等の表面形状を有する受部材11と、受部材11を保持固定する支持部材15と、支持部材15を取り付ける保持台20と、パネル部材50を受部材11に当接させる固定手段40と、を有している。
(もっと読む)
車両用懸架装置の組立方法
【課題】複数種のステアリングナックのうちから選択された一つの所望ナックルの組み付けにより車両用懸架装置の組み立て作業を行う場合において、所望ナックルを選択する際の誤選択を確実かつ容易に防止することにより、組み立て作業が容易にできるようにする。
【解決手段】複数種のステアリングナックル15,15´の互いに相違する位置にそれぞれ突起37,37´を形成する。複数種のナックル15,15´のうちから、一つの所望ナックル15を選択し、所望ナックル15を載置台38上に載置して所定位置に位置決めするとき、載置台38に形成された第1嵌入凹部50に、所望ナックル15に形成された突起37が嵌入されるようにする。次に、載置台38から取り出した所望ナックル15を緩衝器18の所定位置に位置決めするとき、緩衝器18に形成された第2嵌入凹部52に、所望ナックル15に形成された突起37が嵌入されるようにする。
(もっと読む)
パイプ組立装置
【課題】 設計管製作用データに基づいてフランジ付き管を再現する、簡易型で小型軽量の安価なパイプ組立装置を提供する。
【解決手段】 ガスや水道などの流体の搬送に用いる直管や曲がり管を接続する接続管2のパイプの両端に接続用のフランジ3、4を電子データに基づいて再現精度良く溶接固定するパイプ組立装置1であって、パイプ組立装置1は、少なくとも一方が水平面上を互いに離間する方向に近接又は離反して移動可能な左右一対の第1、第2のフランジ位置決め機構5、6を備え、フランジ位置決め機構5、6は、フランジ3、4を固定してX方向に沿ってスライドさせるX方向スライド機構10を備えたフランジ載置台7、8と、フランジ載置台7、8を平面的に回動させるθ1方向回動機構11と、θ1方向回動機構11を垂直方向に回動させるθ2方向回動機構12と、θ2方向回動機構12を水平方向に回動させるθ3方向回動機構13と、を備える。
(もっと読む)
等速ジョイント用ローラ装着装置
【課題】スパイダのトラニオンに対し、ローラを自動的に装着し得る装置を構成する。
【解決手段】等速ジョイント用ローラ装着装置50は、円環形状体からなる基盤62と、該基盤62の略中心に配置された台座64と、この台座64を三方向から囲繞する3個のローラ保持具66a〜66cと、軸部としての位置合わせ用軸68を有する3個の位置合わせ具70a〜70cとを具備する装着用治具52を有する。ローラ保持具66a〜66c及び位置合わせ具70a〜70cは、台座64(スパイダ16)に対して接近・離間可能である。さらに、位置合わせ具70a〜70cの各々には位置合わせ用軸68が設けられている。この位置合わせ用軸68は、トラニオン28a〜28cの軸線方向に沿って延在し、位置合わせ具70a〜70cが前進動作した際には、ローラ保持具66a〜66cのポケット部96に収容されたローラ30a、30bに通される。
(もっと読む)
ワークの缶組みステージ
【課題】ワークを組み立てて、仮付けを行った後、そのままの状態で次のステージの直近位置までワークを移動させることによって、次のステージへの移載時にワークにダメージを与えないようにする。
【解決手段】ブーム1の缶組み及び仮付けする缶組みステージ10において、ガイドレール21に沿って自走する作業テーブル20にセンタブロック支持部材31及びボス部支持部部材32,33を装着する構成としており、缶組み位置P1において、作業テーブル20にセンタブロック2と、ボス部5,6を支持させて、缶組みされた状態で、作業テーブル20を溶接ステージ11,12と直近位置における移載位置P2まで自走させて、移載させるように構成している。
(もっと読む)
ワーク取付け装置
【課題】ワークを車体に自動で取付けることができるワーク取付け装置を提供することを課題とする。
【解決手段】ワーク取付け装置10は、センサ180で検出した開口171の端部172とルーフガラス151の端部173との位置ずれ量、及びセンサ190で検出した開口171の端部181とルーフガラス151の端部182との位置ずれ量に基づき、制御手段200でルーフガラス151の位置及び姿勢を修正するために回転機構60及び移動機構110を制御する。
【効果】車体11の端部とルーフガラス151の端部との位置ずれが自動で解消された後、ルーフガラス151を車体11に取付ける。したがって、ルーフガラス151を車体11に自動で取付けることができるワーク取付け装置10を提供することができる。
(もっと読む)
バルブシート圧入装置
【課題】シリンダヘッドに対するバルブシートの誤圧入を防止することができるバルブシート圧入装置を提供する。
【解決手段】円筒状のバルブシート7を外周に保持可能なパンチ22を備えるバルブシート圧入装置1である。パンチ22は、軸状のホルダ23と、ホルダ23に装着された状態でパンチ22の中心軸線Opに対して径方向外向きに付勢され、バルブシート7を保持するシート保持部Aを構成する爪部材24とを備える。爪部材24のうち、シート保持部Aを構成する突出部24aの外径面24bよりもパンチ22先端側には、バルブシート7の一端部7a側からバルブシート7内周にパンチ22を嵌挿したときにのみ、バルブシート7内周へのパンチ22の嵌挿を規制する規制部Bが設けられる。
(もっと読む)
ワーク設置装置と設置方法及び持ち上げ方法
【課題】専用の位置出し装置を用いずに、ワークと被設置部材の自動設置を行うことができ、搬送装置側に過剰な力を免れる機構が不要であり把持機構を小型・軽量化でき、かつ特別な制御アルゴリズムが不要であり制御負荷を小さくできるワーク設置装置と設置方法及び持ち上げ方法を提供する。
【解決手段】3次元的に移動可能な把持機構5に取り付けられ、水平方向に移動可能であり、その間に鍔部を開放可能に把持可能な複数のツメ部材12と、複数のツメ部材を互いに連動して水平反対方向に駆動する開閉アクチュエータ14とを備える。ツメ部材12は、ワーク1の鍔部1bの水平な下面1cを支持する水平な支持面12aと、鍔部1bの外面又は上縁部を把持する把持面12b,12cとを有する。
(もっと読む)
生産装置
【課題】生産装置において、作業を行う作業ユニットの組み合わせを容易に変更することができ、コンパクトな構成が可能となるようにする。
【解決手段】ワークWに対して作業を行う生産装置100であって、装置本体1を作業準備室と作業室とに仕切る床部5と、作業室を床部5上で外部から隔離するクリーンカバーと、作業準備室の内部から床部5の位置まで昇降可能な作業架台部21と、作業架台部21を昇降させる昇降機構と、多関節ロボット10R、10Lを有するマニピュレータ9と、作業を行うための制御信号を生成する制御部と、制御部で生成された制御信号を作業架台部21に伝達する信号伝達部と、装置本体1に給電する本体電源と、作業を行う作業機構62、作業機構62に給電するユニット電源部64、および信号端子部を有し作業架台部21に着脱可能に設けられた作業ユニット20とを備える。
(もっと読む)
ボルト締め付け判定装置
【課題】指定されたボルト穴にボルトが締め付けられたことを簡易な構成で精度よく判定できるようにする。
【解決手段】指定されたボルト穴Aの略真上の位置にレーザセンサ30が移動されるようX軸方向移動機構40およびY軸方向移動機構50を制御し、トルクレンチ60に取り付けられたトルクセンサ68からのトルク到達信号に基づいてボルトBの締め付けがなされたと判定したとき、レーザセンサ30からの受光信号が入力されているときには指定されたボルト穴AにボルトBが正常に締め付けられたと判定し、受光信号が入力されていないときには指定されたボルト穴AにはボルトBが締め付けられなかったと判定するから、指定されたボルト穴AにボルトBが締め付けられたことを簡易な構成で精度よく判定することができる。
(もっと読む)
組立補助装置、およびこれを用いたナックル組立体とダンパ組立体の組付方法
【課題】ナックル組立体とダンパ組立体との角度を均一化して組み付けることが容易となる組立補助装置、およびこれを用いたナックル組立体とダンパ組立体の組付方法の提供。
【解決手段】ナックル組立体15を載置させる載置台60と、載置台60に載置されたナックル組立体15を載置台60に固定する固定治具61と、載置台60に載置され固定治具61で固定されたナックル組立体15にダンパ組立体16を位置決めする位置決め治具62とを有し、位置決め治具62が、ダンパ組立体16をナックル組立体15に押し付ける弾発部112を備えている。
(もっと読む)
物品供給装置
【課題】 作業者が二つの物品の取り出し順序を間違えることながないように、作業者に物品を供給することができる物品供給装置を提供する。
【解決手段】上部が開口した第1収容ボックス26を上下方向へ移動可能に設ける。第1収容ボックス26をシリンダ機構28によって供給位置と下待機位置との間を移動させる。上部が開口した第2収容ボックス27を前後方向へ移動可能に設ける。第2収容ボックス27をシリンダ機構29によって供給位置と後待機位置との間を移動させる。第1収容ボックス26が供給位置に位置しているときには、第2収容ボックス27が後退期位置に位置する。第2収容ボックス27が供給位置に位置しているときには、第1収容ボックス26が下待機位置に位置する。
(もっと読む)
並列工程システムにおいて複合製品を組み立てるための方法および装置
【課題】複合製品を組み立てるために構成要素の群が提供される、並列工程システムにおいて複合製品を組み立てるための方法および装置を提供する。
【解決手段】移送システム18を使用して、構成要素の群を、複数の同様のコンピュータ化された組立セル20のうちの1つへと移送する。構成要素の群は、コンピュータ化された組立セルを使用して、複合製品内に自動的に組み込まれる。複合製品は次いで、組立セルのうちの1つから、コンピュータ化された試験セル22へと移送され、そこで複合製品は、複合製品の正しい寸法および機能を保証するために試験される。複合製品は次いで、複合製品が欠陥を有する場合、移送システムによって、試験セルから部品棄却領域またはコンベヤ24へと移送され、あるいは、複合製品が欠陥を有さない場合、自動ダンネージ装填システムまたは部品復帰システム26へと移送される。
(もっと読む)
プラネタリピニオン組付け装置
【課題】プラネタリピニオン組付け装置において、簡単な構造でプラネタリピニオンをキャリアに円滑に組付ける。
【解決手段】位置決めセンタリング部17にキャリア1をセットし、平面視略V字型のセンタリング部を有する挿入治具43によってロングプラネタリピニオン3とワッシャ15との同心を維持しながらロングピニオンアセンブリW1をキャリア1の組付け位置に挿入する。ガイドピン27を突出させてキャリア1のシャフト孔9、10とロングピニオンアセンブリW1との同心を調整し、ガイドピン27の尖端部28をシャフトホルダ35で浮動支持したピニオンシャフト4Aのセンタリング穴38に嵌合して、これらの同心を調整する。この状態で、ピニオンシャフト4Aをキャリア1のシャフト孔9、10に圧入することにより、ロングピニオンアセンブリW1をキャリア1に円滑に組付けることができる。
(もっと読む)
パレット搬送システム
【課題】サブパレットの保管場所が不要でしかも加工装置の変更と増減が容易なパレット搬送システムを提供する。
【解決手段】床面上に施設した軌道Bに沿って走行する無人搬送車Aと、この無人搬送車Aに積載可能とされたパレット装置1と、前記無人搬送車Aの軌道に沿って配置されるサブパレット移載装置100及びサブパレット反転装置を備え、前記サブパレット20は前記パレット装置1を構成する基準パレット10の収納部Sから前記サブパレット移載装置100によって引き出されて基準パレット10上に載置され、更に前記サブパレット反転装置によってワークWとともに反転せしめられてワークWは基準パレット10に載置され、サブパレット20は再び基準パレット10の収納部に戻される。
(もっと読む)
連続処理装置
【課題】簡素な構成で高い処理速度をもって、ワークを搬送しながらワークに複数の処理を順次、行なうことのできる連続処理装置を提供すること。
【解決手段】連続処理装置1においては、3段の処理ステーション3A、3B、3Cが搬送路2上に設定されているため、処理対象物9を搬送路2から外れた位置に移動させなくても、処理機構7A、7B、7Cによる処理を行なうことができる。搬送装置4A、4B、4Cは、処理対象物9を保持した保持機構6A、6B、6Cを搬送方向に移動させて処理ステーション3A、3B、3Cにおける処理対象物9のX軸方向の位置を規定するとともに、X軸方向で隣接する2つの搬送装置4A、4B間、および搬送装置4B、4C間で処理対象物9の受け渡しを行なうことにより、処理対象物9を搬送路2に沿って搬送する。
(もっと読む)
工作機械におけるワーク位置決め装置
【課題】部品点数を低減し、製造及び組付作業を容易に行い、コストを低減することができる工作機械におけるワーク位置決め装置を提供する。
【解決手段】ベッドに旋回可能に装着されたワークテーブル14の上面に、第1ワークW1を位置決めするための第1及び第2ロケートピン21,22及び第1〜第4シートパッド31〜34を装着する。又、ワークテーブル14の上面に第2ワークを位置決めするための第3及び第4ロケートピン23,24及び第5〜第8シートパッド35〜38を装着する。前記ワークテーブル14を180°旋回させて、仕様の異なる第1ワークW1又は第2ワークを一つのワークテーブル14上に選択して装着する。
(もっと読む)
ロケート装置
【課題】反り等の変形を有するワークであっても、その着座を確実に検知することのできるロケート装置を提供する。
【解決手段】着座面10とでワークWをクランプ可能なクランプアーム7のワーク当接面9を、ワークWのクランプ位置からさらに着座面10を含む仮想平面を通過できるよう、クランプアーム7の可動域を設定した。また、ワーク当接面9の位置を検出可能に構成した。上記構成をなすロケート装置1のロケートピン4をワークWの位置決め穴Whに挿入した状態で、クランプアーム7を下降させ、クランプアーム7が停止した状態におけるワーク当接面9が、着座面10よりもロケートピン3の先端側に位置する場合には、ワークWが着座されているものと、また、ワーク当接面9が、着座面10よりもクランプシリンダ側に位置する場合には、ワークWが着座していないものと判定する。
(もっと読む)
ボールねじ、ボールねじの組立装置及びそれを用いたボールねじの組立方法
【課題】ナットのナット台座に対する位置合わせが正確にでき、ボールねじの耐久性を向上できるボールねじ、ボールねじの組立装置及びそれを用いたボールねじの組立方法を提供する。
【解決手段】ナット3の外径端部には、切欠き部3bが形成されている。切欠き部3bは、ナット3の外径端部を平取りしたもので、ナット3の一端部にのみに形成されている。この切欠き部3bを形成することにより、結果的に、ナット3の側面は、略D字状に突出したD字状凸部3cとなる。このD字状凸部3cは、ナット台座の略D字状のD字状凹部に嵌合され、ナット3のねじ溝3aとボールガイドのボール供給孔の開口部の位置合わせを行うことができる。
(もっと読む)
1 - 20 / 72
[ Back to top ]