
Fターム[3C034BB87]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | 補助装置 (169)
Fターム[3C034BB87]の下位に属するFターム
Fターム[3C034BB87]に分類される特許
41 - 60 / 131
切削ブレードを装着する回転スピンドルの取り付け状態確認治具および取り付け状態確認方法
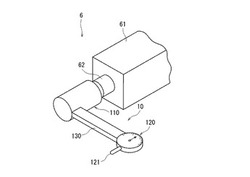
【課題】回転スピンドルがY軸方向に対して平行に、Z軸方向と直交する方向に、配設されているかを確認するための回転スピンドルの取り付け状態確認治具および取り付け状態確認方法を提供する。
【解決手段】チャックテーブルと、切削ブレードを備えた切削手段と、切削送り手段と、割り出し送り手段と、切り込み送り手段とを具備し、切削手段はスピンドルハウジング61に回転自在に支持された回転スピンドル62と、切削ブレードを支持するブレードマウントとを備え、ブレードマウントを雌ネジ穴に螺合する締結ボルトによって固定するように構成された回転スピンドル62の取り付け状態確認治具であって、回転スピンドル62に設けられた雌ネジ穴に螺合する雄ネジを備えた回動部材110と、回動部材110に装着されたマイクロメーター120とからなり、マイクロメーター120の検出端子121が該雄ネジの軸心から偏芯した位置に位置付けられている。
(もっと読む)
研磨装置

【課題】研磨パッドの寿命を正確に決定することができ、研磨パッドの交換頻度を少なくすることができる研磨装置を提供する。
【解決手段】本研磨装置は、研磨テーブル12を回転させるテーブル回転モータ70と、トップリング20を回転させるトップリング回転モータ71と、研磨パッド22をドレッシングするドレッサ50と、研磨パッド22の高さを測定するパッド高さ測定器60と、研磨パッド22の高さから研磨パッド22の減耗量を算出し、研磨パッド22の減耗量と、テーブル回転モータ70のトルクまたは電流と、トップリング回転モータ71のトルクまたは電流とに基づいて研磨パッド22の寿命を決定する診断部47とを備える。
(もっと読む)
板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法
【課題】本発明は、板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法を提供する。
【解決手段】本発明の端面研削装置22は、搬送手段16によってガラス板Gを搬送しながら、ガラス板Gの端部近傍を支持ローラ68、68…によって支持した状態で端面面取り砥石36によってガラス板Gの端面を面取りする。支持ローラ68、68…は、搬送中のガラス板Gの下面に当接するとともに、ガラス板Gの研削される端面位置に応じて、ガラス板Gの搬送方向に対し端面Ga、Gbに接近する方向または離れる方向に進退し、ガラス板Gの端部近傍を支持する。支持ローラ68、68…によるガラス板Gの支持位置は、ガラス板Gの端部が自重により大きく垂れ下がらない位置に設定される。位置制御部70は、記憶手段に記憶されているガラス板Gの形状情報に基づいて、支持ローラ68、68…の進退距離を制御し、支持ローラ68、68…によるガラス板Gの支持位置を設定する。
(もっと読む)
心出し方法および心出し装置、レンズ心取り方法、レンズ心取り装置、枠切削方法および枠切削装置
【課題】保持軸の連続回転を妨げることなく光学部品の偏心調整が可能に心出しする技術を提供すること。
【解決手段】心出し装置フレームFに回転自在に設置された保持軸22と、保持軸22の先端で光学部品Lを保持固定する保持具23と、保持具23に保持固定された光学部品Lの光軸と保持軸22の回転軸22aとの偏心状態を測定する偏心測定部25と、保持具23を保持軸22の回転軸22aに対して直交する方向および傾き方向に移動可能とする位置調整部24と、偏心測定部25により測定された偏心状態に基づいて保持具23の位置調整量を算出する演算処理部26と、心出し装置フレームFに設置され、演算処理部26により算出された位置調整量に基づいて位置調整部24を駆動する駆動部27とを備える。
(もっと読む)
ばね研削装置及びばね研削方法
【課題】ワーク保持定数より少ない少ロットのワークを研削可能なばね研削装置及びばね研削方法を提供する。
【解決手段】本発明のコイル研削装置10及びばね研削方法によれば、複数のばね収容孔55の一部にのみワーク90が収容されている場合には、ワーク90が可動接触子61の下方に配置されていなければ、接触子引上駆動部64により可動接触子61を引き上げ、ワーク90が可動接触子61の下方に配置されているときに可動接触子61の引き上げを止めさせて検長を行うので、ばね収容孔55群の数であるワーク保持定数より少ない少ロットのワーク90でも研削加工することができる。
(もっと読む)
研削方法および研削装置
【課題】研削砥石の酸化を抑制することができる研削方法および研削装置を提供する。
【解決手段】チャックテーブルに保持された被加工物に研削砥石を作用せしめて研削する研削方法であって、研削砥石による研削領域に不活性ガスを供給しつつ研削する。
(もっと読む)
研削装置
【課題】ワークが横滑りすることを抑制すること。
【解決手段】支持部材120のワークWが載置される領域内には、吸入口121を点対称位置として円形状の複数の穴部124が形成されている。このような支持部材120の構成によれば、支持部材120に形成された複数の穴部124が、支持部材120上面とワークWの下面との間に挟まれる空気を支持部材120の下面側に逃すので、支持部材120上面にワークWを載置するために支持部材120上面の数ミリ上からワークWを落とした際、支持部材120上面でワークが大きく横滑りし、ワークWを適切に支持できなくなることを抑制できる。
(もっと読む)
洗浄方法
【課題】多孔質セラミックからなる保持テーブルの保持部の孔に詰まった研削屑を効果的に除去して保持部の吸引力を回復させることができる洗浄方法を提供する。
【解決手段】研削加工したワークを保持テーブル20の保持部21上から搬出した後に保持部21に水とエアとの混合流体を供給して保持部21から吹き出させることにより、保持部21内を洗浄し、保持部21内の孔に詰まっている研削屑を除去する。
(もっと読む)
切削ウォームのねじ山間隙にドレッシング工具をセンタリングするための装置ならびに方法
【課題】ドレッシング工具のセンタリングを自動的に行い大幅に時間短縮することを可能とする方法並びに装置を得る。
【解決手段】ドレッシング工具(27)を予備センタリングするために軸方向の移動を伴わずに放射方向の装入によって回転する切削ウォーム(11)の周囲部と接触させるとともに切削スピンドル(16)の音響センサの信号および回転角度センサ(18)を使用してねじ山間隙(36)の横断が開始または終止する切削ウォーム(11)の回転角度位置を検出する。次に、ねじ山間隙(36)内に装入されるドレッシング工具(27)を正確にセンタリングするために軸方向の移動によって左右のフランク(38,39)と接触させ、この際音響センサ信号によって予め設定可能な信号レベルを超過した際に軸方向の装入を停止するとともに、ここで到達したドレッシング工具(27)の接触位置から切削ウォームのねじ山間隙(36)の正確な中央を計算する。
(もっと読む)
研削盤
【課題】外周面研削と内周面研削を行う複合研削盤1において、異なる外周面研削用砥石整形装置と内周面研削用砥石整形装置を備えると、内周面研削から外周面研削へ切り替える場合または逆の場合に、砥石整形装置を交換する必要があり段取り変えに時間を要し、砥石整形装置を2式必要とし機械コストが高くなる。
【解決手段】外周面研削用砥石車13の回転方向と内周面研削用砥石車14の回転方向を同じとし、工作物Wの回転方向を、外周面研削時には外周面研削用砥石車13と同じ方向に回転させ、内周面研削時には外周面研削時と逆の方向に回転させることで砥石整形装置15を共用する。
(もっと読む)
偏芯ワークの位相出し方法およびその装置、ならびに、それらを用いた円筒研削盤へのワーク供給方法およびその装置
【課題】測定対象の面粗度や真円度が悪くても高精度に位相出しができる偏芯ワークの位相出し方法およびその装置、ならびに位相出し装置で決定した姿勢を保持したまま円筒研削盤に移し変え、そのままの姿勢を保ったまま円筒研削盤を動作させることができるワーク供給方法およびその装置を提供するものである。
【解決手段】回転部を備えたチャックで偏芯ワークを把持し、偏芯ワークを回転させながら回転角度に対応したワークの偏芯部の変位を非接触で測定し、測定した変位データを三角関数近似により偏芯部の位相ずれ量を計算するようにした偏芯ワークの位相出し方法およびその装置、ならびに研削加工前に位相出し装置により位相出しされた偏芯ワークを円筒研削盤に搬送する搬送装置がチャック部側と固定部側にバネ機構を介して切分けられ、偏芯ワークの姿勢を保持したままワークの受け渡しを行うようにしたワーク供給方法およびその装置が記載されている。
(もっと読む)
研磨装置
【課題】簡単な機構によりワークの形状ばらつきに追従して研磨加工を行う装置を提供する。
【解決手段】ワーク100を研磨する砥石42と、砥石42が取り付けられた砥石回転軸44と、砥石回転軸44を回転させる駆動部46と、砥石42を移動させるベース54,56とを備えた研磨装置10において、ベース54,56は、駆動部46が配設された第1ベース54と、砥石回転軸44が回転可能に配設され第1ベース54に対して砥石回転軸44に沿った方向へ移動可能に設けられた第2ベース56とを備え、砥石回転軸44の軸方向の移動を許容し、かつ、駆動部46から砥石回転軸44に対して回転力が伝達可能な動力伝達機構52が、駆動部46と砥石回転軸44との間に配設されていることを特徴とする。
(もっと読む)
切削装置
【課題】 簡単な構造で切削ブレードの基準位置を検出可能な切削装置を提供することである。
【解決手段】 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する切削ブレードを回転可能に支持するスピンドルを有する切削手段と、該切削ブレードの下端部の高さ位置を検出するブレード検出手段とを備えた切削装置であって、該ブレード検出手段は、回転する該切削ブレード周囲の気流によって発生する風圧を検出し、風圧に応じて電圧を出力する圧力センサーを具備したことを特徴とする。
(もっと読む)
レンズ用レイアウト・ブロック装置のホルダ収納構造
【課題】一つのレイアウト・ブロック装置で標準用と小径用の2種類のレンズホルダによる被加工レンズのレイアウトブロックをバッチ処理方式で可能にするレンズ用レイアウト・ブロック装置のホルダ収納構造を提供する。
【解決手段】複数種の標準用レンズホルダ40A〜40Cをその種別毎に収納する複数の標準ホルダ用カセット180B、180D、180Gと、同じく複数種の小径用レンズホルダ41A〜41Dをその種別毎に収納する複数の小径ホルダ用カセット180A、180C〜180Fとを備え、これらの標準用レンズホルダ、標準ホルダ用カセット、小径用レンズホルダおよび小径ホルダ用カセットに、それぞれその種別毎に同一色に着色された識別部を設け、誤装着を防止する。
(もっと読む)
レンズ用レイアウト・ブロック装置のホルダ供給装置
【課題】一つのレイアウト・ブロック装置で標準用と小径用の2種類のレンズホルダによる被加工レンズのレイアウトブロックをバッチ処理方式で可能にする。
【解決手段】 ホルダ供給装置51は、レンズホルダ40A〜40C、41A〜41Dを収納する複数のカセット180A〜180Gと、複数のシュート120A〜120Gを備えている。レンズホルダ40A〜40Cは標準用レンズホルダからなり、レンズホルダ41A〜41Dは小径用レンズホルダからなる。カセット180A〜18Gは、同じく標準ホルダ用カセットと小径ホルダ用カセットとからなる。シュート120A〜120Gは、それぞれレンズホルダ40A〜40C、41A〜41Dを種別毎に収納する標準ホルダ用と小径ホルダ用のシュートとからなり、種別が同じカセットのみの装着を可能にしている。
(もっと読む)
研削盤
【課題】ワークを研削するサイクルタイム、とりわけ押し出し時間を低減するとともに、径の異なるワークに切り替えるときの調整時間を低減することが可能な研削盤を提供する。
【解決手段】 互いの間の加工位置S1に供給されるワークWを回転させる退避ロール151及び支持ロール152と、上面部でワークを供給位置S2から加工位置まで案内するとともに先端部でワークに当接してワークを加工位置に保持するシュー153と、退避ロールが回転可能に接続され、ワークから離間する退避位置まで退避ロールを移動させる退避手段140と、供給位置から加工位置までワークを押圧して移動させる押圧部材154と、退避ロールを退避させる駆動力と押圧部材を往復運動させる駆動力を生じるサーボモータからなる供給排出モータ112とを備え、供給排出モータの駆動力を退避手段に伝達させるとともに、押圧部材に伝達させる研削盤であって、供給排出モータの開始回転角度を制御して、押圧部材の初期位置を調整する。
(もっと読む)
工具ガイド用装置
本発明は工具(7)を有する装置(1)に関しており、フィーラーデバイス(11)は、該加工物(5)が該工具(7)により前記加工物のエッジ(3)に沿い加工、例えば調整されるよう、加工物(5)のエッジに沿って移動可能にガイドされる。該装置(1)は該加工物(5)の面に直角に調整され、例えばベルヌーイディスク(13)として設計された該フィーラーデバイス(11)は該加工物(5)から一定距離を有するので、工具(7)も又該加工物(5)のエッジ(3)に対し正しい位置に常にガイドされる。かくして例え目標位置から逸れる加工物(5)、例えば平らでない加工物についても、工具は該工具が加工物(5)の中央面に対し正しく配向される仕方で常にガイドされ、例えば、加工物(5)のエッジ(3)での境界の調整が信頼性高く行われる。 (もっと読む)
ワーク支持装置付き複合平面研削装置
【課題】 被研削材の研削加工時間を短縮できる複合平面研削装置の提供。
【解決手段】 左右方向に往復移動するワークテーブル31上に載置された被研削物の表面を、ワークテーブルの中心点31cと第一研削砥石車26aの直径方向と第二研削砥石車26bの直径方向を含む鉛直平面上に、かつ、ワークテーブルの中心点31c位置が、研削加工開始時待機位置の第一砥石軸の中心点25aと第二砥石軸の中心点25bから等距離の位置に砥石車26a,26bを配置してなり、ワークテーブル31上にワーク軸チルト機構を備えるワーク支持装置33を搭載した複合平面研削装置1。砥石車の交換をすることが不要であり、研削加工時間を短縮できる。ワークをチルト機構32により傾斜させることによりV溝研削加工やR面研削加工も可能である。
(もっと読む)
ウェハ研削装置、ウェハ研削方法、ウェハ研削プログラム、及び、ウェハ研削制御装置
【課題】ウェハの品種によらないで、ウェハ単位でウェハの研削異常を検出する。
【解決手段】本発明のウェハ研削装置は、回転軸に取り付けられ、ウェハを研削するホイールと、回転軸を回転させるモーターと、ウェハの研削開始後のモーターのスピンドル電流値を経時的に検出する検出部と、ウェハとホイールとが接触した後、検出部が検出したスピンドル電流値の最初のピーク値を記憶する記憶部と、記憶部が記憶した最初のピーク値と、検出部が検出するスピンドル電流値とを比較し、最初のピーク値を検出した後に検出部が検出したスピンドル電流値が、最初のピーク値を基準として定められた値を超えたか否かを判断する判断部と、判断部によってスピンドル電流値が最初のピーク値を基準として定められた値を超えたと判断されたとき、ウェハの研削状態が異常であることを出力する出力部と、を有する。
(もっと読む)
超音波振動援用研削法及びその装置
【課題】
従来の超音波援用研削は、工作物側か工具側に超音波振動を1方向のみに付加するものが多い。その中で、加工面に垂直な方向に付加するものは加工力の低減効果が大きいが、加工面品位の向上における効果がほとんどない。これに対し、加工面上にある超音波振動はその効果が逆となる。そのため、加工面品位のよい加工と加工能率の高い加工を一つの工程で同時に実現するのが困難であった。
【解決手段】
加工物側か工具側に2次元(楕円)超音波振動を付加して、もしくは加工物側と工具側にそれぞれ1次元超音波振動を同時に付加して研削を行う加工法とそれを実現するための装置である。従来の超音波援用研削法と比べ品質のよい加工面と低い加工力を同時に得ることが可能である。
(もっと読む)
41 - 60 / 131
[ Back to top ]