
Fターム[3C034CB01]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 操作対象 (1,373) | 砥石台、ワークテーブルの送り運動 (595)
Fターム[3C034CB01]の下位に属するFターム
Fターム[3C034CB01]に分類される特許
161 - 180 / 349
ねじ研削盤
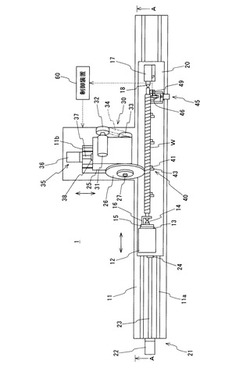
【課題】高精度且つ効率的にねじ研削を行うことができるねじ研削盤を提供する。
【解決手段】ねじ研削盤1は、砥石台送り機構35により砥石車26を切り込み量を有するように位置決めした後、テーブル20をテーブル送り機構21により移動させて砥石車26をワークWに対して相対移動させるもので、ワークWの他端側のねじ溝に当接可能な測定子46を有する測定機構45と、測定子46をねじ溝に当接する位置とねじ溝から離れた位置との間で進退させる進退機構と、制御装置60とを備える。測定機構45は、測定子46の変位を検出して軸線方向におけるワークWの熱変位量を測定する。制御装置60は、測定機構45によって測定された熱変位量を基にワークW軸線方向各位置での熱変位量を算出して、算出した熱変位量を基にワークW軸線方向における送り位置を補正しながらテーブル送り機構21によりワークW及び砥石車26を相対移動させる。
(もっと読む)
研削方法

【課題】非接触式厚み測定器の測定範囲よりも更に研削する場合においても精度良く、また複雑な測定機構を要することなく研削可能である研削方法を提供すること。
【解決手段】非接触式厚み測定器18の計測範囲を越えた厚み分は研削工具12の移動量を制御する、より好適には、ウェーハ残留厚さHと研削工具12の移動量との相関関係を算出し、測定範囲を越えた厚み分は、算出した相関関係に基づき研削工具12の移動量Lを制御する。
(もっと読む)
円筒研削盤及びねじ研削盤
【課題】ワークを高精度に且つ効率的に研削することができる円筒研削盤などを提供する。
【解決手段】円筒研削盤1は、制御装置50による制御の下、砥石台送り機構35により砥石車26を切り込み量を有するように位置決めした後、テーブル20をテーブル送り機構21により移動させて砥石車26をワークWに対して相対移動させるもので、テーブル送り機構21により砥石車26とともに移動し、砥石車26による研削後のワークWの外径をワークWの全長に渡って連続的に測定する測定機構45を備える。制御装置50は、テーブル送り機構21によるワークW及び砥石車26の次回の相対移動時に、測定機構45により測定され測定結果記憶部51に格納された測定値を基に切り込み量を補正して切り込み方向におけるワークW及び砥石車26の位置関係を調整しながらワークWの軸線方向にワークW及び砥石車26を相対移動させる。
(もっと読む)
ネジ溝検出装置、ネジ溝検出方法、及び工作機械
【課題】小型で工作機械への搭載が容易であり、ネジ溝の中心位置を直接的に検出することで、より高精度に、且つより短時間にネジ溝の中心位置を測定することができるネジ溝検出装置、及び当該ネジ溝検出装置を備えた工作機械を提供する。
【解決手段】ネジ溝WNに接触させる接触子83と、接触子83がリード方向に往復移動可能となるように保持するフローティング手段と、回転軸に交差する方向に接触子83を付勢する付勢手段と、接触子におけるリード方向の位置を検出可能なリード側位置検出手段81SR、81SLと、接触子における径方向の位置を検出可能な径側位置検出手段81SBとを備える。そして、接触子を回転軸に交差するようにワークWに押し付け、径側位置検出手段を用いて接触子がネジ溝WNに入ったことを検出し、リード側位置検出手段を用いて接触子におけるリード方向の位置を検出して、ネジ溝WNの位置を検出する。
(もっと読む)
両面研磨装置
【課題】無駄が少なく、ランニングコストが安価であり、またメンテナンスを容易に行うことができる、高い精度でウェーハの厚さを測定しながら研磨することができる両面研磨装置を提供する。
【解決手段】少なくとも、下定盤と、前記下定盤に対向して配置された上定盤と、ウェーハを保持するキャリアとを備える両面研磨装置において、前記上定盤または前記下定盤には、該定盤の回転中心と周縁との間に設けられた複数の孔が設けられ、前記上下定盤の研磨面には前記複数の孔に対応する位置に孔より径の大きい穴の開いた研磨布と、前記孔より径が大きく前記研磨布の穴より径が小さく前記研磨布より厚さの薄い窓材とが設けられたものであり、更に、前記複数の孔から前記ウェーハの厚さを研磨中にリアルタイムで測定するウェーハ厚さ測定機構とを備え、前記窓材は、前記研磨布とは分離されて、前記上定盤または前記下定盤に接着層を介して固定された両面研磨装置。
(もっと読む)
両面研磨装置
【課題】ウェーハの厚さを測定しながら研磨を行うことのできる両面研磨装置において、研磨中のウェーハの振動に代表される測定誤差の影響を受けずに、高い精度でウェーハの厚さを測定しながら研磨を行うことのできる両面研磨装置を提供する。
【解決手段】少なくとも、回転駆動する平坦な研磨上面を有する下定盤12と、前記下定盤に対向して配置され回転駆動する平坦な研磨下面を有する上定盤11と、ウェーハを保持するウェーハ保持孔を有するキャリア13とを備える両面研磨装置において、前記上定盤または前記下定盤の回転中心と周縁との間に設けられた複数の孔14と、該複数の孔から前記ウェーハの厚さを研磨中にリアルタイムで測定するウェーハ厚さ測定機構16とを具備し、該ウェーハ厚さ測定機構は、該研磨装置の前記上定盤または前記下定盤ではない固定端に固定されたものであることを特徴とする両面研磨装置。
(もっと読む)
研削盤および研削方法
【課題】Z軸方向へ移動する指令が出された時に、砥石がワークの中心軸方向に常に移動することを可能とする研削盤および研削方法を提供する。
【解決手段】ベッド10を基準として主軸台20の絶対座標系X軸方向の相対変位L1を常時監視する第一変位監視手段71、61、62と、ベッド10を基準として心押台30の絶対座標系X軸方向の相対変位L2を常時監視する第二変位監視手段72、61、62と、主軸台20の相対変位L1および心押台30の相対変位L2に基づいて、予め設定された基準Z軸に対するワーク軸の傾きθ1を算出する傾き算出手段63と、ワーク軸の傾きθ1に基づいてワークWのテーパ誤差を補正する補正手段64とを備える。
(もっと読む)
研磨方法、研磨条件計算方法および研磨装置
【課題】研磨効率を低下させずに、大きなうねりの発生を回避する研磨方法、研磨条件計算方法、研磨装置を提供する。
【解決手段】研磨部材42を回転させながら被研磨面11に押圧させ、被研磨面11の両端間を主走査方向に移動させ端部まで移動し終える毎にピッチ82だけ主走査方向と直交する副走査方向に移動させて被研磨面11の研磨を行う場合、ピッチ82の値と、被研磨面11の凹凸を表すうねりについての許容値とを含む研磨条件を入力した後、研磨条件に基づいて研磨のシミュレーションを行い、うねりの最大凹凸差等、研磨を許可するか否かの判断に必要な情報を算出し、うねりの最大凹凸差が許容値より大きいか否かを判定し、うねりの最大凹凸差が許容値以下の場合には研磨を許可し、うねりの最大凹凸差が許容値より大きい場合には、ピッチ82の最適値を出力し入力したピッチ82の修正を促す。
(もっと読む)
加工装置
【課題】加工精度のばらつきを抑えつつ加工速度を上げ生産性を向上させることができる加工装置を提供することを目的とする。
【解決手段】ワーク100が固定される回転軸13aと、回転軸13aと平行に配されワーク100を加工するための工具64,65が取り付けられる一対の加工軸62a,63aと、を備え、回転軸13aの軸心A3が、一対のスピンドル軸62a,63aの軸心A1,A2を結ぶ直線上に配置され、一対のスピンドル軸62a,63aが、回転軸13aと直交するX軸方向に移動可能に設けられていることを特徴とする。
(もっと読む)
基板端面の研磨装置及び研磨判定方法
【課題】研磨ホイールの磨耗溝深さを補正要素に取り込んだ信頼性の高い適応制御による基板の端面研磨装置及び基板の研磨良否の判定方法の提供を目的とする。
【解決手段】基板の端面を研磨加工する研磨ホイールと、当該研磨ホイールの回転駆動手段と、当該研磨ホイールの切り込み送り手段とを備え、研磨ホイールの回転駆動手段は、基板の端面接触による負荷電流検出手段と、研磨ホイールに生じる磨耗溝の溝側面が基板に接触することにより生じる負荷電流の補正手段とを有していることを特徴とする。
(もっと読む)
研磨終点検知方法
【課題】初期膜厚や研磨レートによらず、研磨終点を正確に検出することができる研磨終点検出方法を提供する。
【解決手段】本発明の方法は、基板の研磨中に、該基板の表面に光を照射し、表面からの反射光を受光し、異なる複数の波長での反射強度を用いて算出された第1の特性値Aおよび第2の特性値Bをモニターし、第1の特性値Aおよび第2の特性値Bの極値が所定の時間差内で現われた時点T2を検出し、検出された時点T2の後に現われる、第1の特性値Aまたは第2の特性値Bの所定の極値A6またはB8を検出し、そしてこの所定の極値が検出された時点に基づいて研磨終点を決定する。
(もっと読む)
複合加工機におけるワークの内径加工方法
【課題】ワークの内径加工寸法が小さくなっても、研削加工時間を長くすることなく高精度の研削加工を可能とする。
【解決手段】旋削工具12で旋削加工を行った後、計測装置7によってワークWの内径寸法を測定し、その測定寸法bと研削仕上げ寸法cとを比較して研削加工の取り代c−bを算出し、算出した取り代c−bに基づいて研削加工条件を補正して砥石11による研削加工を行うようにした。
(もっと読む)
ウェーハの研磨状態モニタ方法並びに研磨状態モニタ装置
【課題】CMPにおいて、外乱の影響を排除してウェーハの研磨状態を精度よく検知し、研磨終点の制御精度を向上する。
【解決手段】ウェーハWの表面に白色光を照射し、その反射光を分光する手段を具備し、研磨中、ウェーハW表面から反射される波長ないしは波数に対する反射率波形をフーリエ変換するステップと、フーリエ変換された波形に対して、変化する周期性部分を精製するステップと、フィルタリング後の波形を逆フーリエ変換して反射率波形を復元するステップを有し、研磨終了時点で得られる所定の反射率波形と研磨中の反射率波形とを所定域においてその山谷位置を照合し、その照合結果を基に研磨の終点を検出することにより、スラリー等による生じる外乱の影響を低減する。
(もっと読む)
切削装置
【課題】被加工物に厚さのばらつきや反りなどの変形があっても、被加工物を所定の切り込み量による一定深さで切削できるようにする。
【解決手段】回転スピンドル42を回転駆動する回転駆動手段43から測定される負荷電流値が、切削ブレード41が被加工物に切り込んだ際の切り込み量に対応した負荷電流値を示す相関関係を有する点に着目し、負荷電流検出部91で検出される回転駆動手段43の負荷電流値が常に所定の切り込み量に対応する負荷電流値となるように切り込み送り手段70を制御するようにした。
(もっと読む)
砥石接触感知方法およびその装置、ならびにホーニング加工方法およびホーニング盤
【課題】ホーニング砥石のワークの内周面に対する接触位置を、高い精度をもって感知することができる砥石接触感知技術を提供する。
【解決手段】ホーニングツール1を備えた回転主軸2を回転駆動する主軸回転駆動源とホーニング砥石10、10、…を切込み動作させる切込み駆動源として、それぞれ主軸回転駆動用サーボモータ16および切込み駆動用サーボモータ37が使用され、両サーボモータ16、37の動作から得られる各種電気的情報(回転数、トルク、電流値、溜まりパルス等)から、ホーニングツール1のホーニング砥石10、10、…の砥石面10a、10a、…ワークWの内周面Waに対する接触位置を感知する。
(もっと読む)
ダイシング装置
【課題】各種加工条件の設定を簡単に行うことができ、操作性の高いダイシング装置を提供する。
【解決手段】ワークを複数の撮影エリアに分けて部分的に撮影し、得られた部分画像を合成して、ワーク全体の画像を生成する。得られたワーク全体の画像を操作パネル20に表示させ、ワーク全体の画像を見ながら、そのワークに対する加工条件を設定できるようにする。
(もっと読む)
半導体基板研削機及び研削方法
【課題】一定速度での研削加工と一定圧力での研削加工を一連の動作で行うことを可能とし、加工変質層を薄くし、かつ加工能率の向上を図った半導体基板研削機を提供する。
【解決手段】ベース6上に、ベース6に対して滑動可能なスライドベース8を設け、治具3と研削機構5の少なくともいずれか一方をスライドベース8に搭載し、さらに前記治具及び/又は前記研削機構を定速で移動して前記半導体基板を研削するための定速移動機構12と、半導体基板2と研削部材4とを定圧で押圧して半導体基板2を研削するための定圧移動機構13とをスライドベース8に設けるものである。
(もっと読む)
加工完了判定装置、加工装置及び加工完了判定方法
【課題】ツールと被加工物とを接触させて該被加工物を加工する加工装置が、種類が異なる複数の加工工程を実施できる場合において、種類が異なる加工工程のいずれにおいても工程の完了を判定する。
【解決手段】加工完了判定装置20は、種類が異なる複数の加工工程を行う加工装置10に設けられるAEセンサ21と、加工工程の種類毎に予め定めた調整値を記憶する記憶部26と、加工装置10を制御する制御装置12から加工装置10が行う加工工程の種類を示す工程種類信号を受信して工程種類信号が示す加工工程について記憶部26に記憶される調整値によってAEセンサ21から出力されるAE信号の強度を調整する強度調整部25と、調整されたAE信号に基づいて加工工程が完了したか否かを判定する判定部24と、を備える。
(もっと読む)
眼鏡レンズの製造装置及びこの製造装置用の検出子
【課題】溝やヤゲン等の加工の際に高い精度で加工を行うことを可能にすると共に、研削後のレンズの形状や寸法を検出することを可能にする、眼鏡レンズの製造装置を提供する。
【解決手段】眼鏡レンズとなるレンズ100の加工を行うレンズ加工部と、レンズ100の外形形状及び/又は寸法を検出する検出部とを有し、検出部が一対の測定子を備えた製造装置を構成する。そして、測定子11は、検出子本体13と、検出子本体13に取り付けられ、互いに接続された、第1の部材15及び第2の部材16を有する。さらに、これら第1の部材15及び第2の部材16の接続部に、レンズ100の凹面又は凸面の端縁を引っ掛けることにより、レンズ100の外形形状及び/又は寸法の測定がなされる構成である。
(もっと読む)
ポストプロセス定寸制御装置
【課題】研削時の研削盤の状態に応じて定寸制御の寸法測定間隔を切替えて制御できるポストプロセス定寸制御装置を提供する。
【解決手段】研削箇所の寸法を寸法測定装置18により測定し、研削箇所の計算上の寸法と前記寸法測定装置により測定された寸法との差に応じた位置補正量だけ砥石台19の原点位置の補正を行う原点位置補正手段と、該原点位置補正手段により砥石台19の原点位置の補正が行われてから次に原点位置の補正が行われるまでの寸法測定間隔の間に研削される工作物の個数を設定する寸法測定間隔設定手段とを有するポストプロセス定寸制御装置にして、寸法測定間隔設定手段は、今回の寸法測定間隔における最後の工作物についての原点位置補正手段による位置補正量を、今回の寸法測定間隔における工作物の個数で除した1個当りの位置補正量に基づいて次回の寸法測定間隔における工作物の個数を設定する。
(もっと読む)
161 - 180 / 349
[ Back to top ]