
Fターム[3C037BB06]の内容
穴あけ工具 (3,056) | 刃先位置、形状、構造 (620) | ニック付切刃(切粉分断用) (17)
Fターム[3C037BB06]に分類される特許
1 - 17 / 17
刃具及び刃具の刃先形成方法
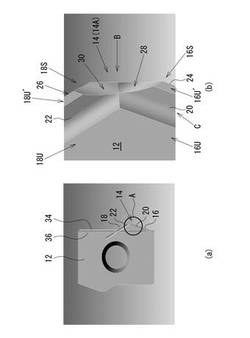
【課題】刃具の刃先を形成するための工数の増加を防ぎつつ、刃具によって切削されるワークから発生する切り屑の、砕片化を促進する。
【解決手段】コーナー部14を挟んだ二辺16、18の、すくい面16U、18Uの各々に、各辺16、18と平行かつコーナー部14で交差する態様で、円弧断面状のブレーカ20、22を形成する。円弧断面状のブレーカ20、22は、その交差部分28、30において、ニックと同等の機能形状部を構成する。すなわち、円弧断面状のブレーカ20、22の交差部分28、30は、切り屑のカール方向と直交する方向に切り屑を分断するものとなる。従って、刃具12に対して円弧断面状のブレーカ20、22を形成する際の、砥石の走査方向と異なる、ニック形成工程が不要となる。
(もっと読む)
鋳抜き穴加工用コアドリル

【課題】鋳抜き穴の加工で生じる切り子を取り出しやすくすると共にその切り子のサイズを細分化し、かつ切刃上のニックの位置について軸対象なコアドリルを提供する。
【解決手段】軸線回りに回転されるコアドリル本体の先端部に備わる切刃部8の先端側から後端側に向けて軸線回りに回転方向後方に捩れる切屑排出溝12と、切屑排出溝12の回転方向に対抗するすくい面と、切屑排出溝12の反回転方向に対抗する外壁面と、すくい面と外壁面とを連結するランドと、ランドに設けられてコアドリル本体の底面に45°の逃げ角に配置される逃げ面と、逃げ面とすくい面の稜線に形成される切り刃とからなるセットをそれぞれ4組以上備え、前記軸線を中心に対向する一組の第一セットにおける第一の切り刃の表面に、回転方向に平行な凹溝の第一のニックを1点刻設し、第一セットにおける第二の切り刃の表面に、回転方向に平行な凹溝の第二のニックを2点平行に刻設する。
(もっと読む)
ドリル
【課題】ドリルにおいて、加工条件に左右されずに連続した切りくずの発生を抑制することで、ドリルの欠損や折損を防止すると共に穴あけ加工の高精度化を可能とする。
【解決手段】円柱状をなすドリル本体11の先端部に円錐形状をなす刃部12を形成して構成され、刃部12として、周方向に所定間隔で形成された複数の切れ刃21a,21bと、この切れ刃21a,21bにおける回転方向後方に形成された複数の逃げ面22a,22bと、この各逃げ面22a,22bにおける回転方向後方に形成された複数の排出溝23a,23bとを設け、各切れ刃21a,21bごとに送り方向の形状を相違させる。
(もっと読む)
深孔切削用ドリルヘッド
【課題】ドリルヘッドのヘッド本体が被削材を貫通する時に、切屑排出口を塞ぐようなディスクを発生させることない深孔切削用ドリルヘッドを提供する。
【解決手段】切屑排出口4,5に臨んでヘッド中心部に中心側切刃チップ6を刃先縁6aがヘッド中心部に向かって下り傾斜状となるように取り付け、周辺部には周辺側切刃チップ7を刃先縁7aがヘッド中心部に向かって上り傾斜状となるように取り付け、中間には中間側切刃チップ8を刃先縁8aがヘッド中心部に向かって上り傾斜状となるように取り付け、ヘッド本体2の中空部3内を前記切屑排出口4,5に連通する切屑排出路とした深孔切削用ドリルヘッドにおいて、ヘッド中心部に向かって上り傾斜状の中間側切刃チップ8の逃げ面8bのヘッド中心側端部に、ヘッド中心部に向かって下り傾斜となる傾斜面からなるディスクブレーカー12を形成する。
(もっと読む)
ガンドリル
【課題】一枚刃の切刃を備えるガンドリルとして、高い切削能率が得られ、切刃として切刃チップをロウ付けする際、位置精度に厳密さを要さず、切削ヘッドの製作が容易であり、切刃自体も形態的に加工容易なものを提供する。
【解決手段】切刃5は、刃先縁51の内端51aがヘッド軸心Oから離間して軸心O付近に非切削ゾーンZを形成し、内端51a側の切刃側面52が内端51aからヘッド軸心O側へ傾斜した傾斜面をなし、切削加工中、非切削ゾーンZで生じる被削材Wの非切削コアCを傾斜した切刃側面52の押接によって折り取るように構成されてなる。
(もっと読む)
穴あけ工具
【課題】切りくずを分断して微細化することで、切屑処理性の向上を図る。
【解決手段】軸線O回りに回転されるボデー2と、該ボデー2の外周部にその先端から後端側に向けて延びるように形成された溝4と、該溝4のドリル回転方向T前方側を向く内周面に形成されたすくい面5と、前記ボデー2の先端面に形成された先端逃げ面7と、該先端逃げ面7と前記すくい面5との交差稜線部に形成された切れ刃8とを有するガンドリル1であって、前記すくい面5が、前記ボデー2の径方向に分割されて少なくとも一つの段部6を有する階段状に形成されており、該段部6の立ち上がり面6aが、この段部6の角部6bが描く回転軌跡円の接線Lに対してドリル回転方向T後方側かつ径方向内側に傾斜していることを特徴とするガンドリルを提供する。
(もっと読む)
切削工具
【解決手段】ドリル本体1において刃溝10を切刃7に形成すると、ワーク切削時に切削屑を分断して切削抵抗を小さくする切削屑分断機能を発揮し、切削効率を高めることができる。その際、この切削屑分断機能を発揮することができる刃溝10の切削距離Lをドリル本体1の半径dや主切屑排出溝4の切削距離Mとの関係で設定する。すなわち、0.75d≦L≦4dや0.75d≦L≦0.25Mに設定して、その刃溝10の切削距離Lを主切屑排出溝4の切削距離Mよりも短くすることができる。
【効果】従って、刃溝10を主切屑排出溝4の加工後に加工することが可能となり、主切屑排出溝4及び刃溝10の加工を容易にすることができる。
(もっと読む)
切断工具
本発明は、深穴加工に用いる切断工具を提案する。この切断工具は、シャンクに取り付けられた切断ヘッドを有する。切断ヘッドは、縦軸に関して非対称に形成されて、少なくとも1つの切断エッジを有する。切断ヘッドは、切断ヘッドの前端部から後端部に延びる案内セグメントを有する。案内セグメントの各々は、その周辺に案内パッドを有する。案内パッドの前端部は、切断工具の加工径により画定される円柱形包絡線上にある。切断ヘッドの後方係合部は、シャンクの前方係合部と係合する。切断ヘッドはカーバイド粉の焼結により作製され、案内パッドは切断ヘッドと一体に形成される。  (もっと読む)
(もっと読む)
繊維強化複合材の穴あけ工具と穴あけ方法
【課題】FRPに代表される繊維強化複合材にバリや毛羽立ちの少ない高品位な穴をあけることができ、しかも、工具寿命を経済負担の増加を抑えながら延ばして優れた加工品位を長時間維持できる穴あけ工具を提供することを課題としている。
【解決手段】ツイストドリルを基本形にした穴あけ工具であり、本体部2の先端に回転中心から外周に至る回転中心対称の切れ刃4を有し、その切れ刃4の外周コーナ刃部4cを、切れ刃の軌跡を表す図において凸曲線をなすものにした。
(もっと読む)
回転切削工具
【課題】 止まり穴のような切屑の排出されにくい穴を加工する回転切削工具であっても、切屑を効率よく排出させることができ、加工面の精度や刃先の状態を悪化させにくく、切れ刃の再研磨も容易で寿命も長くすることができる回転切削工具を提案する。
【解決手段】 軸状の基材の先端にチップが設けられ、チップの先端側には先端切れ刃が、チップの外周側には外周切れ刃が設けられた回転切削工具で、チップのすくい面上にはブレーカ片を設け、ブレーカ片を構成する面のうちチップの先端側に向き、かつ回転軸と交差する方向の面にはすくい面と平行な方向の断面形状が略V字形の凸部を設ける。凸部の大きさは、0.2〜1.0mmとするのが好ましく、すくい面を垂直方向から見た時の、凸部が設けられた面と半径線との角度αは、5〜30°とするのが好ましい。また、凸部の先端部には、Rが0.15〜1.0mmの大きさの曲面を設けるのが好ましい。
(もっと読む)
スローアウェイチップとそれを用いたドリル
【課題】ドリル用スローアウェイチップに関して、切屑処理性能を損なわずに切屑の流出抵抗を低下させて良好な切屑処理性能の確保と切削抵抗の低減を両立させることを課題としている。
【解決手段】切屑処理用のチップブレーカ7を切れ刃6に沿って上面2に設けたドリル用スローアウェイチップ1であって、チップブレーカ7の長手途中に1以上の切欠き部8を設け、その切欠き部8がチップブレーカ7の切れ上り端7bから0.2mm以上チップ中心側に入り込んでいるか又はその切欠き部の内端がチップの中心穴5に切り抜けているものにした。
(もっと読む)
穴あけ工具に取り付けられるチップの製造方法、並びに穴あけ工具の製造方法および穴あけ工具
【課題】切りくず処理性および加工穴の加工精度に優れ、切れ刃を再研磨する度にニックを研削加工する必要のない、工具寿命に優れた穴あけ工具を提供することを目的とする。
【解決手段】
切れ刃部15がダイヤモンド焼結体、立方晶窒化ホウ素焼結体等の超高圧焼結体から形成された、穴あけ工具200に取り付けられるチップ100の製造方法において、この穴あけ工具200に取り付ける前におけるチップ100の切れ刃部15の一部を、ワイヤカット、レーザー加工、電子ビーム加工等の放電加工により、切れ刃部15からすくい面11方向に向かって切り欠いて、チップ100の厚さD方向に貫通しつつすくい面11方向にこの厚さDよりも長く伸びるスリット10を形成する工程を備えることを特徴とする。
(もっと読む)
円筒状穿孔工具
【課題】 本願発明は、半径方向すくい角をできるだけ大きくせずに、切り屑による円筒部の摩耗・変形や切れ刃の欠損を防止しうる円筒状穿孔工具を提供することを目的とする。
【解決手段】 軸線を有する円筒部と、その円筒部の先端部に設けられ、先端部に切れ刃を有する切削用チップとを備え、前記軸線を中心に回転して被削材を穿孔する円筒状穿孔工具において、前記切れ刃の有効切れ刃範囲に対応する前記すくい面上の所定位置に設けられたブレーカ部であって、前記切削用チップの先端部から略前記軸線の方向へ延びる案内部と、前記案内部の後端側端部から延び、前記円筒部の略円周方向へ立ち上がる偏向部とを有するブレーカ部を備えている円筒状穿孔工具。
(もっと読む)
超高圧焼結体チップ付きドリル
【課題】 切刃部分に超高圧焼結体チップが配設されたドリルにおいて、切刃にニックを設けることで切屑をその幅方向に分断しつつ、長さ方向にも切刃の全長に亙って確実に分断することが可能な超高圧焼結体チップ付きドリルを提供する。
【解決手段】 軸線O回りに回転されるドリル本体1の先端部に配設された超高圧焼結体チップ8上に、ドリル本体1の先端外周から内周側に向けて延びる切刃9を周方向に間隔をあけて複数形成し、これらの切刃9に、周方向に隣接する切刃9同士で軸線O回りの回転軌跡をずらすように凹溝状のニック10を形成するとともに、切刃9の外周側で内周側よりも幅狭となるホーニング11を施す。
(もっと読む)
回転切削工具
【課題】 切屑を極めて微細に粉砕することができる回転切削工具を提供すること。
【解決手段】 回転切削工具10には、超硬質材料からなる超硬質チップ18が先端部に設けられている。超硬質チップ18は、切れ刃20、第1すくい面24a、第2すくい面24b及び壁面26を有している。切れ刃20には切欠き部22が設けられている。第1すくい面24aは、切れ刃20から延びている。第2すくい面24bは、第1すくい面24aの後方に設けられ、第1すくい面24aよりも高さ位置が高くなっている。壁部26は、第1すくい面24aの後縁と第2すくい面の前縁とを接続し、切れ刃20に対して平行に延びている。
(もっと読む)
インサート及びインサート着脱式穴あけ工具
【課題】 菱形平板状のインサートを確実に4回使用することができるインサート及びこのインサートを装着したインサート着脱式穴あけ工具を提供する。
【解決手段】 外形が菱形平板状をなし、菱形面をなす上面12と上面12に交差する側面13a、13bとを有するインサート11であって、側面13a、13bの延長面が互いに鋭角で交差する部分にはノーズ部16が設けられ、ノーズ部16に連なる一対の側面13a、13bのうち、一方の側面13aと上面12との交差稜線部に第1切刃17が形成され、他方の側面13bと上面12との交差稜線部に第2切刃18が形成されており、ノーズ部16と上面12との交差稜線部には、第1切刃17と連なる第1コーナ刃19と、第1コーナ刃19と交差するように連なる第2コーナ刃20と、第2コーナ刃20と第2切刃18との間に配置され、インサート11の内方へ凹んだ凹部21とが備えられていることを特徴とする。
(もっと読む)
穴あけ工具
【課題】半径方向に大きな取り代で穴をあける場合でも、切粉の幅方向及び長さ方向で確実に分断して切粉を微細化できる穴あけ工具を提供する。
【解決手段】シャンク2の先端に超砥粒コンパクトからなるチップ4を固着し、切刃5を構成する。切刃には切粉をその幅方向で分断する幅分断手段としてのニック溝7を形成すると共に、切粉をその長さ方向で分断する長さ分断手段を構成するために切刃の刃先部6に丸め処理を施した。切刃の部分で切粉は幅方向、長さ方向両方で分断され、きわめて小さく微細化される。
(もっと読む)
1 - 17 / 17
[ Back to top ]