
Fターム[3C038CB06]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(制御手段) (169) | 締付力設定手段又は記憶手段を設けたもの (45)
Fターム[3C038CB06]に分類される特許
1 - 20 / 45
電動工具
【課題】電子クラッチ式の電動工具において、モータの駆動開始直後から出力軸の回転トルクを設定トルク以下に制限できるようにする。
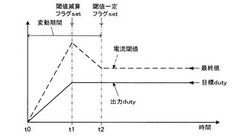
【解決手段】モータ電流が電流閾値を越えるとモータの駆動を停止する電動工具において、モータの駆動開始後、モータの駆動制御に用いられる出力dutyが増加する間(時点t0−t1間)は、電流閾値を更新値βにて決定される一定の傾きで増加させる。出力duty=目標dutyとなる時点t1以降は、電流閾値を更新値γにて決定される一定の傾きで低下させ、電流閾値が、電動工具の設定トルクに基づき設定される最終値に達すると(時点t2)、電流閾値をその最終値に固定する。この結果、モータの駆動開始直後から、電動工具の回転トルクを設定トルク以下に制限することができる。
(もっと読む)
電動工具

【課題】複数の動作モードを有する電動工具を、機械的伝達機構の構成の複雑化を抑えつつ簡素な構成で実現し、当該電動工具の小型化・低コスト化と高性能化の両立を図る。
【解決手段】モータ30と、動作モード設定のために使用者により変位操作されるモード切替レバー19と、モード切替レバー19の設定位置に対応した電気信号を出力する各モード切替スイッチ37,38と、異なる複数種類の制御方法のうちその電気信号に対応した制御方法でモータ30を制御するコントローラ31とを備えている。また、モータ30の回転駆動力を工具出力軸に伝達する伝達機構を複数備え、モード切替レバー19が何れかの設定位置に変位操作されると、その設定位置に応じた制御方法でモータ30が制御されると共に、その変位操作に連動して伝達機構がその設定位置に応じた伝達機構に切り替わることにより、所望の動作モードが実現される。
(もっと読む)
締付トルク測定ユニット
【課題】ピークトルク値を監視することにより、1回の締付け作業の完了を判別することのできる締付トルク測定ユニットを提供する。
【解決手段】締付トルクを検出するトルクセンサ12と、該トルクセンサからの出力トルク値のピークトルク値を検出するピークトルク検出手段26と、該ピークトルク検出手段にて検出されたピークトルク値を記憶する記憶手段32と、を具えており、記憶手段は、複数のトルク値を記憶可能であり、ピークトルク検出手段は、1回の締付け作業において、トルク値のピークトルク値を順次更新して記憶手段に送信して記憶させるものであり、所定時間以上ピークトルク値の更新がなければ、当該締付け作業が完了したものとして、当該ピークトルク値を記憶手段に記憶させ、次に入力されたトルク値は、別の締付け作業であると判断してピークトルク値を検出し、別途記憶手段に記憶させる。
(もっと読む)
締付トルク測定ユニット
【課題】所定のピークトルク値を越える締付トルクを検出した場合に、過負荷履歴として記憶手段に記憶し、また、表示手段に警告表示させることのできる締付トルク測定ユニットを提供する。
【解決手段】締付機に装備される締付トルク測定ユニットであって、締付トルクを検出するトルクセンサ12と、該トルクセンサからの出力をトルク値に換算するトルク測定手段13と、該トルク測定手段にて測定されたトルク値からピークトルク値を検出するピークトルク検出手段26と、該ピークトルク検出手段にて検出された過負荷トルク値を記憶する過負荷履歴記憶手段36と、を具えており、ピークトルク検出手段は、予め設定された上限ピークトルク値を越える過負荷トルク値の入力があったときに、当該過負荷トルク値を過負荷履歴として記憶手段に記憶するようにしたものである。
(もっと読む)
締付トルク測定ユニット
【課題】左右の締付方向に対して可及的に誤差を小さくすることのできる締付トルク測定ユニットを提供する。
【解決手段】締付機に装備される締付トルク測定ユニット10であって、締付トルクを検出するトルクセンサ12と、該トルクセンサ12からの出力を増幅する増幅器と、を有しており、該増幅器40,42は、締付機による締付方向が右回転である場合と左回転である場合で、トルクセンサからの出力に対して異なるゲインを適用するようにした。
(もっと読む)
回転装置およびトルク機器
【課題】トルクレンチの設定トルク値は主目盛と副目盛を判読して決定していたため、1つの目盛で決定できるプリセット型トルクレンチを提供する。
【解決手段】トルクレンチのレバー11の後端に配置した回転ダイアル部21に調整ねじ部1を直結し、該ネジ部1のねじ軸上に歯数の異なる第1歯車部31と固定の第2歯車部32とを配置し、回転ダイアル部21に設けた第3歯車部33を第1歯車部31と第2歯車部32に噛み合わせ、回転ダイアル部21の回転により第3歯車部33を自転しながら公転させて第1歯車部31を第2歯車部32との歯数差に応じて減速回転させ、第1歯車部31が設けられた従動回転部材22の外周面にトルク値を表示させる。その際、回転ダイアル部21の所定範囲内の複数回転に対して従動回転部材22を1回転以下の範囲に設定した。
(もっと読む)
電動工具
【課題】異なる締付トルクでの複数作業を容易に且つ適切に行うことができるようにする。
【解決手段】駆動源であるモータ1と、モータ1の出力で締付動作を行う駆動部2と、締付動作による締付トルクを検出するトルク検出部5と、トルク検出部5で検出した締付トルクが設定締付トルク値に達した際に締付動作を停止させるシャットオフ動作を行わせる制御回路6と、複数の設定締付トルク値を記憶する記憶手段を備える。制御回路は締付トルクと比較する設定締付トルク値を順次切り替えるシャットオフ設定変更を行うものである。設定締付トルク値が締付完了に伴って自動的に切り替わるために、他の電動工具に持ち替えたりしなくても、複数の締付トルクでの作業を順次行っていくことができる。
(もっと読む)
締付け工具
【課題】締付け作業を停止するための停止条件を、作業者側ではなく管理者側によってのみ設定可能とした締付け工具を提供する。
【解決手段】締付けトルクを検出するトルク検出手段と、締付けトルクが所定の停止条件に至れば締付けを停止させる制御手段と、停止条件を設定する条件設定手段とを具備する締付け工具において、上記条件設定手段は、工具本体Aが受信専用モードにあるときに、外部の遠隔操作器Bから無線で伝達される指令に基づいてのみ、停止条件を設定可能なものとする。
(もっと読む)
締付トルクレンチ
【課題】ボルト・ナットの締付トルクが精度よく設定トルク値にでき、しかも消耗品が安価で且つ正確に設定トルク値になるように製造できる、締付トルクレンチを提供する。
【解決手段】締付トルクレンチはレンチ本体とソケット2と係止部材3とからなり、ソケット2にはレンチ本体の回動軸の軸端部1bを脱着自在に嵌入できる軸穴2bと、締付けるボルト・ナットを嵌入する嵌合穴2aと、軸穴2bに対して直角に貫通した連通孔2cとがあり、レンチ本体の回動軸の軸端部1bに直角に貫通する連通孔1eを設け、係止部材3の左右には小径の小断面積部分3aを設けていて、ソケット2の軸穴2bに挿入した後、各連通孔2c,1eに係止部材3を挿入し、回動軸が回転して設定トルク値となると係止部材3の小断面積部分3aが破断して締付けを設定トルク値でもって終了させる。
(もっと読む)
トルク工具装置
【課題】トルク工具において、締付け作業時に締め付け以外の操作を必要とせず迅速に作業が可能であるとともに、締付けが適切に行なわれたか否かの判定を瞬時に行うことで、連続した締付け作業が行うことができるトルク工具装置を提供することを目的とする。
【解決手段】ボルト等を締付けたトルク値を測定し、その測定トルク値を無線通信手段により送信可能なトルク工具1と、測定トルク値を受信してそのトルク値が適切であるか否かの判定を行う情報処理手段を有する情報処理端末20とで構成されるトルク工具装置により、トルク工具1には合否判定のために装置を備える必要が無く軽量化可能であり、さらにISMバンドの周波数帯を利用して無線通信を行うことにより、瞬時に判定結果を送受信可能となるため、トルク工具1による締付けを連続して迅速に行うことができる。
(もっと読む)
雄ネジ部品の締付方法及びトルクレンチ
【課題】 設計どおりの締付力を得ることが可能で、しかも、ネジ頭をネジ切ってしまうような不都合が発生しない亜鉛−ニッケル合金めっき雄ネジ部品の締付トルクの制御方法及びこの締付方法に用いるトルクレンチを提供する。
【解決手段】カドミウムめっき雄ネジ部品と亜鉛−ニッケル合金めっき雄ネジ部品とを締め付けるトルクレンチであって、亜鉛−ニッケル合金めっき雄ネジ部品の締付トルクを、カドミウムめっき雄ネジ部品の締付トルクの28%〜113%増として表示する設定トルク表示部11を備える。
(もっと読む)
ネジ締め検出システム
【課題】ネジ締め順番の異常を判定し、かつネジ締め終了時のトルクを検出することが可能であるネジ締め検出システムを提供する。
【解決手段】複数のネジ孔5・5を有するワーク3をセットするセット治具1と、ネジ孔5・5にネジを締め付ける電動ドライバ4と、セット治具1の回転を規制する位置に設けた荷重検出手段と、複数の支持ピン6・6とを備え、セット治具1には、セットされたワーク3のネジ孔5の直下の対向する位置に挿入孔10が形成され、電動ドライバ4によりネジ孔5に対してネジ締めを行う場合に、前記挿入孔10に支持ピン6を挿入して、該支持ピン6によりセット治具1を回転可能に支持し、電動ドライバ4動作時にネジ締め回転方向に発生するセット治具1の回転力を、ロードセルにより検出して、所定のトルクでネジ孔5に対してネジ締めが行われているかどうかを判断することにより、ネジ締め順番異常及びネジ締め終了を検出する。
(もっと読む)
回転式工具
【課題】作業内容を単位として動作条件の複数のパラメータを一括して選択可能とすることにより動作条件の設定作業を容易にした回転式工具を提供する。
【解決手段】モータ制御手段30は、モータ2の回転と停止とを制御し、モータ2によりねじ締め用のツール3を回転させる。締付制御手段33は、ねじの締付トルクが規定値に達するとモータ2の停止をモータ制御手段30に指示する。モータ2を停止させる条件を含む複数のパラメータからなる動作条件を複数種類記憶した条件記憶手段34を備え、条件記憶手段34に格納された動作条件は、ねじと相手部材との仕様を含む作業内容を単位として選択スイッチ38により一括して選択される。
(もっと読む)
締付工具の締付能力判定装置
【課題】シール材と小ピストンの固着の影響を受けることなく正確に締付能力の判定を行うとともに、締め付けトルクの上限値を確認することにより、上下の締め付けトルク範囲を確認することができる締付工具の締付能力判定装置を提供すること。
【解決手段】密閉容器2内の作動油Sの圧力を受ける小ピストン6と、小ピストン6を作動油Sの圧力に抗する方向に付勢するばね部材7と、小ピストン6の移動に応じて移動するパイロットピン8と、ばね部材7の付勢力を調節する調節部材9とを備えるとともに、小ピストン6をパイロットピン8と離反する方向に付勢する弱ばね10を設け、小ピストン6とパイロットピン8の動力伝達部11との間に空隙12を設ける。
(もっと読む)
ねじ部品締結機
【課題】ワークに着座するときを基準にして、確実に駆動力の伝達経路を切り換え変更するようにしたねじ部品締結機を提供する。
【解決手段】ドライブ軸5に高速低トルク駆動を与える第1駆動手段に第1プーリ20を連結し、ドライブ軸5を連結する伝達軸4に第2プーリ21を一体回転可能に固定してこの間に無端ベルト23を介在させて高速低トルク駆動する構成とし、一方、伝達軸4の延長線上に低速高トルク駆動する第2駆動手段を配置し、ねじ部品がワーク着座してストール状態になると、第2駆動手段が最終締結トルクに達するまで駆動するねじ部品締結機であるから、最終締結トルクが常に確実に得られるとともに作業時間が無駄なく短縮される。また、高速低トルク用の第1駆動手段が駆動しているときは低速高トルク用の第2駆動手段は回転駆動しないため、電力の無駄がなく、時代にあった省エネルギ効果が得られる。
(もっと読む)
エアドライバ装置
【課題】構造が簡単で装置を小形化しやすく、また、耐久性に優れたエアドライバ装置を提供すること。
【解決手段】締付トルクがトルク設定値に達した場合に、締付トルク制御機構6及びシャットオフバルブ機構7により、エアモータ3への圧縮空気の供給を遮断し、ねじ部材を所定の締付力で締め付けるようにしたエアドライバ装置において、締付トルク制御機構6を、クラッチ部61と、締付トルクがトルク設定値に達した場合にクラッチ部61のクラッチ板61a、61b同士が相対的に回転差動することにより軸方向に移動するようにした一方のクラッチ板61aを背面に形成した駆動ピストン62と、この駆動ピストン62を収容するシリンダ63と、シリンダ63内に充填したオイルを介して駆動ピストン62と連動し、シャットオフバルブ機構7を作動させるチェック弁64と、トルク設定値を規定するトルク調節部材65とから構成する。
(もっと読む)
ボルト類の締付け状態判定装置
【課題】マーキング液の付着状態からボルトの所要トルクでの締付けの有無を判定する時の第2次締付け時におけるマーキング液のシール機能を向上してマーキング液の漏洩をなくしたボルト類の締付け状態判定装置を提供する。
【解決手段】液体の含浸性を有する材料からなり上端部がマーキング液室内に浸漬され下端部がボルト3の頭部に当接可能にされるとともに、シール部11Cの外周がケースの下部に支持されたシール部材15の内周に往復動可能に嵌合されたマーキング部材11と、マーキング部材を前記ボルトの頭部に押付ける方向に付勢されたスプリングとをそなえ、ボルトの頭部を回転させたとき、マーキング部材の下端部が前記ボルトの頭部に当接されて、マーキング液が該マーキング部材のシール部を通してボルトの頭部に付着する。
(もっと読む)
トルク機器
【課題】トルクレンチに測定データをデジタル表示する際、液晶表示方式とLED表示方式にはそれぞれ明るさといった使用環境下において視認性の点において一長一短があったが、その長所をとり使用環境下で確実に表示情報確認できるトルク機器を提供する。
【解決手段】トルクレンチ本体1に、液晶表示方式の第1表示部8と7セグメントLED式の第2表示部9を左右に並べて配置し、第1表示部と第2表示部の両方を使用する第1モードと、第1表示部8のみを使用する第2モードとを選択可能とし第1モードを選択すると、第2表示部9にはトルク値を表示させ、第1表示部8にはカウンタ番号を表示させる。また、第1モードを選択すると第1表示部にトルク値とカウンタ番号とを表示させる。
(もっと読む)
トルク機器
【課題】締付トルクの検査を行うトルクレンチにより複数種類のワークを検査する際、そのワークの検査本数、検査トルクを記憶しておき、該当するワークの必要数値を確認できるトルク機器を提供する。
【解決手段】 増締検査用のトルクレンチにおける処理装置6は、ワーク毎に検査する部位並びに部位における検査対象となる締結部材の本数及び、締結部材に対する締結トルク値の合格範囲が登録され、この登録内容を第1表示部8および第2表示部9に表示させると共に、検査トルク値が合格範囲内であると合格の判定を行う。
(もっと読む)
トルク機器
【課題】省電力化を図り、小型軽量のバッテリーを使用しても長時間の操作が可能なトルクレンチ等のトルク機器を提供する。
【解決手段】バッテリーにより、トルク検出手段と表示器と電気系全体を制御する演算処理装置とを少なくとも駆動する表示部を備えたトルク機器において、前記演算処理装置は、前記トルク検出手段に対して間欠的に電圧を印加するトルク計測間隔t2を生成し、該トルク値計測間隔t2で計測した計測値が予め設定したトルクしきい値を越えると、該トルク値計測間隔を終了して前記トルク検出手段に電圧を連続的に印加するトルク連続計測期間t1を生成し、該トルク連続計測期間t1でトルク値を測定する。
(もっと読む)
1 - 20 / 45
[ Back to top ]