
Fターム[3C043AA01]の内容
Fターム[3C043AA01]の下位に属するFターム
研削シーケンス (23)
トラバース研削 (22)
テーパ補正 (2)
研削パラメータの最適化 (10)
Fターム[3C043AA01]に分類される特許
1 - 20 / 109
剛性測定方法および研削盤
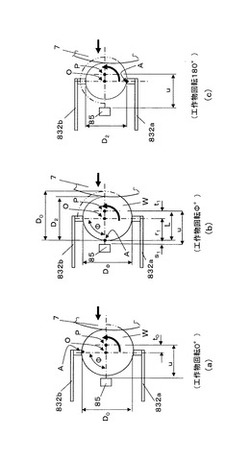
【課題】工作物の研削部位の正確なたわみを研削中に測定し、これと研削抵抗を用いて正確な研削位置剛性を測定できる剛性測定方法および研削盤を提供する。
【解決手段】研削作用位置から回転方向に180度未満に位置する加工部の表面の位置である測定開始位置Aを含む直径である開始位置直径D0を測定する。測定開始位置Aが工作物Wの回転軸心Oに関して研削作用位置と対向する位置に到達した時に、測定開始位置Aに対する工作物の両軸端部における回転中心を結ぶ直線の距離である表面距離Lと、この時作用している法線研削抵抗力Rを同時に測定する。開始位置直径D0を測定してから工作物Wが180度回転した時の測定開始位置Aを含む直径である終了位置直径D2を測定する。工作物Wの研削作用位置における剛性である研削位置剛性kを式k=R/(L−(D0+D2)/4)を用いて演算する。
(もっと読む)
管状弾性体の研磨方法、弾性ローラの製造方法及び弾性ローラ

【課題】管状弾性体を高い振れ精度となるように研磨できる管状弾性体の研磨方法、振れ精度が高い弾性層を有する弾性ローラ及びこの弾性ローラの製造方法を提供すること。
【解決手段】軸体71の外周面に配置された管状弾性体7を研磨する方法であって軸体71の端面から10mm以内であって管状弾性体71cの端面から突出する軸体71の軸線長さに対して8〜21%の軸線長さの円筒状外周面17cをコレットチャック3で把持する工程と管状弾性体7を相対的に回転させる工程とコレットチャック3の周辺環境を調整することなく管状弾性体7の外周面を砥石4で研磨する工程とを有する管状弾性体7の研磨方法、軸体71の外周面に管状弾性体7を配置してローラ原体6を作製する工程と管状弾性体7の研磨方法で管状弾性体7を研磨する工程とを有する弾性ローラの製造方法、並びに、この製造方法で製造された振れ精度が0.10mm以下の弾性ローラ。
(もっと読む)
同時研磨機
【課題】加工材料の加工時間を低減する。
【解決手段】1つの軸3の中心にある回転面12を研磨するための研磨機で、加工材料スピンドル1、心押し台2、および、2つの研磨スピンドル台6、6′を備えており、軸3が中心軸線を中心として、回転駆動可能に装着されており、その際、これら研磨スピンドル台6、6′が、これら回転面12に対して半径方向に送られ得、多数の個別研磨ディスク13、13′を有する研磨ディスクセット10、10′が設けられており、これら個別研磨ディスクの輪郭が、加工されるべき回転面12に適合されており、その際、研磨スピンドル台6、6′が、軸3の相対して位置している側に設けられており、これら研磨スピンドル台のスピンドル軸線14、14′の方向内において、相対して位置ずれされており、従って、全ての回転面12が同時に加工可能である。
(もっと読む)
インゴットブロックの自動クランプ方法
【課題】円筒状サファイアインゴットブロックの外周面を円筒研削加工する際、研削屑の発生量を減少させたい。
【解決手段】 オートローダー機器13でワークをクランプ装置7a,7bに自動クランプさせる際、一旦ワークをクランプさせた後、クランプされたワークの外周面高さを高さ測定機器HSで測定し、最大高さ(Hh)と最小高さ(Hm)の差の半分の値(Hh−Hm)/2だけワークのC軸心位置を移動させる再クランプを行った後にカップホイール型砥石10gを用いてワークのインフィード円筒研削加工を開始する。
(もっと読む)
振れ精度測定方法および研削盤
【課題】振れ精度を研削中に測定できる振れ精度測定方法と、測定された振れ量に応じて触れ除去研削を実施できる研削盤を提供する。
【解決手段】工作物Wの研削中の1回転の間の、表面位置測定装置85で測定されるΘ=0の点Aの加工部の表面位置s0と、たわみt0を基準として、所定の回転角度Θiにおける変位変化Δsi=s0−siと、たわみの変化量であるたわみ変化Δti=t0−tiを用いて、回転角度Θiに対応する半径寸法変化を演算する。半径寸法変化に、工作物径測定装置83で測定される研削による工作物径の減少分(D0−D360)の、補正を加えて振れFiを演算し、Θ=0からΘ=360までの振れFiの値の最大差を加工部の振れ精度Fmとする。振れ精度Fmの大きさに基づき、振れ除去研削工程を実施する。
(もっと読む)
ガラスディスクの製造装置
【課題】ガラスディスクの研削砥石及び又は研磨砥石を研削作業及び又は研磨作業に続いて装置内でドレッシングができるガラスディスクの製造装置を得る。
【解決手段】内周面砥石50の駆動軸31に外周面ドレス砥石60を設け、且つ前記外周面砥石51の駆動軸41に内周面ドレス砥石61をそれぞれ設け、前記内周面砥石の駆動軸に外周面ドレス砥石の駆動軸を兼用させ、且つ前記外周面砥石の駆動軸に内周面ドレス砥石の駆動軸を兼用させてなる。
(もっと読む)
研削盤
【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
インゴットブロックのクランプ装置およびそれを用いて研削砥石軸に軸承された砥石の研削開始点位置を補正する方法
【課題】 磨耗した研削砥石でワークを研削加工しても所望寸法の加工ワークが得られるように、砥石の研削開始点位置を補正する方法の提供。
【解決手段】 ワークを主軸台7aとタッチセンサー7tを備える心押台7bとよりなるクランプ装置7で挟持し、このクランプ装置に挟持されたインゴットブロックを砥石10gにより円筒研削加工または面取り加工するにおいて、砥石の磨耗量に応じて研削砥石軸の前進移動を行って砥石を研削開始点位置まで移動させる砥石の研削開始点位置補正方法。
(もっと読む)
工作機械におけるワーク固定用チャック装置および円筒状ワークの周面加工方法
【課題】ワークの芯出しを極めて短時間に行なうことができるようにしたチャック装置を提供する。
【解決手段】円筒部2の開口端部内にマグネットチャック3を取り付ける。マグネットチャック3に吸着支持される円筒状ワークWの内径面を挟持する内径挟持アーム8およびワークWの外径面を挟持する外径挟持アーム9を有し、後端部において一体化された複数のチャックアーム7を、周方向に間隔をおいて設け、それぞれの後端部を揺動自在に支持する。主軸1の軸心上にバー挿入孔5を形成し、ドローバー6の前後動によりリンク機構11を介して半径方向に揺動させ、半径方向内方への揺動時に外径挟持アーム9でワークWの外径面を挟持してワークWを芯出し、また、半径方向外方への揺動時に内径挟持アーム8でワークWの内径面を挟持してワークWを芯出し、チャックアーム7の挟持力とマグネットチャック3の吸着力とによって、ワークWの固定時の安定化を図る。
(もっと読む)
研削装置におけるワーク保持装置および軸受軌道輪の製造方法
【課題】研削時の研削力によってズレ動きが生じたり、変形が生じたりすることなくワークを安定よく保持することができるようにした研削装置におけるワーク保持装置を提供することである。
【解決手段】主軸1の先端にマグネットチャック2を介してドライブプレート3を取付け、そのドライブプレート3に形成された円筒部4の先端のワーク吸着面5によりワークWを吸着支持する。円筒部4の内側にピンブロック7を周方向に間隔をおいて設け、それぞれのピンブロック7に形成されたピン孔11に保持ピン12を出没自在に組込む。保持ピン12の下方に形成された加圧室11bに圧縮エアを供給して保持ピン12を上方に移動させ、ピン孔11から外方に突出する保持ピン12の先端部をワークWの内径面の端部に形成された面取りcに当接させて、ワークWの内径部を保持し、その保持状態でワークWの内径面あるいは外径面の研削加工を行うようにする。
(もっと読む)
工作物表面位置変動測定方法および研削盤
【課題】研削盤の機上で、工作物系の固有振動数と工作物の形状精度を短時間に測定できる簡便な方法を提供する
【解決手段】砥石車7を回転した状態で、研削液ノズル12から研削液を供給し工作物Wと砥石車7を接近させると動圧力を発生する。この動圧力は砥石車7と工作物Wの隙間の変動に応じて変動し、砥石車7と砥石台3を介して砥石台送り8の駆動モータに伝わる。駆動モータには作用した力に対する抵抗力を発生するために駆動電流が流れる、その電流値を動圧力に換算し、動圧力の大きさと隙間の関係から所定の計算をすることで工作物表面位置の変動を測定する。工作物表面位置の変動の周期を測定することで工作物支持系の固有振動数と工作物Wの外径形状を測定する。
(もっと読む)
研削方法および研削盤
【課題】簡便な構成により研削状態もしくは砥石成形状態においても短時間に砥石車の外径を計測可能とすることで、安価に研削盤の稼働率を向上させる、研削方法または研削盤を提供する。
【解決手段】コア71の外周に砥石層72を備えたコア型砥石車を用いて、超音波を研削液20を介して砥石層72に超音波センサ14より出力し、砥石層72の表面からの反射波とコア71の外周表面からの反射波の到達時間差と砥石層72の音速から砥石層72の厚さを演算する超音波計測装置制御部34を用い、計測した砥石層72の厚さとコア71の外径から算出される砥石車7の外径に基づき研削工程および砥石成形工程を制御する。
(もっと読む)
円筒研削盤
【課題】円弧運動の切込みを行う円筒研削盤の数値制御演算を簡易なものにする。
【解決手段】第一線f1回りにワークを回転される主軸23と、第二線f2回りに回転する砥石軸42と、縦向き支持軸12a、12bと、主軸23を縦向き支持軸12a回りへ揺動自在に支持する軸支持手段102を備えている。ワーク切込駆動手段105は、縦向き支軸66中心に水平面内で揺動し、縦向き支軸66から軸支持手段102のある一点との間の距離を設定する。
(もっと読む)
研削盤
【課題】外周面研削と内周面研削を行う複合研削盤1において、異なる外周面研削用砥石整形装置と内周面研削用砥石整形装置を備えると、内周面研削から外周面研削へ切り替える場合または逆の場合に、砥石整形装置を交換する必要があり段取り変えに時間を要し、砥石整形装置を2式必要とし機械コストが高くなる。
【解決手段】外周面研削用砥石車13の回転方向と内周面研削用砥石車14の回転方向を同じとし、工作物Wの回転方向を、外周面研削時には外周面研削用砥石車13と同じ方向に回転させ、内周面研削時には外周面研削時と逆の方向に回転させることで砥石整形装置15を共用する。
(もっと読む)
研削方法および研削盤
【課題】研削面の加工変質状態を検出し、砥石車を適正な状態で無駄なく使用し、不良工作物を製造しない研削方法および研削盤。
【解決手段】研削加工中に工作物Wの研削面の加工変質状態を検出できる加工変質検出装置9を砥石台3に設け、工作物Wの研削加工面の加工変質層の厚みを仕上げ研削工程の前に渦電流サンサ12で計測し、加工変質層の厚みが仕上げ研削工程の半径研削量に達する前に、砥石車7の整形工程を実施し砥石車7の切れ味を復元させる。
(もっと読む)
研削盤
【課題】ワークの研削動作が停止された後に、回転砥石の水切り動作及びクーラント供給装置による洗浄用のクーラントの供給を設定時間だけ自動的に適正に行い、研削作業能率を向上することができる研削盤を提供する。
【解決手段】回転砥石21によるワークの研削加工が終了した後に、回転砥石21を予め設定された第1の設定時間h1だけ空回転させて、回転砥石21に含浸されているクーラントを遠心力によって外部に飛散させる。この回転砥石21が空回転を開始した後、クーラント供給装置を洗浄状態にして第2の設定時間h2だけ継続して運転し、クーラント循環経路に残留している研削屑の洗浄分離を行った後、自動的にクーラント供給処理装置の洗浄運転を停止する。
(もっと読む)
研削盤
【課題】一対の砥石台の回転砥石を含む加工領域のみを有効に封鎖して、加工領域からのクーラント液等の飛散を防止できる研削盤を提供する。
【解決手段】ベッド11上にワークWをクランプして回転させるための一対のワーク支持装置12,13を設ける。ベッド11上に一対のサドル14をワークWの回転軸線に沿ってそれぞれ移動可能に設ける。各サドル14上には、それぞれ回転砥石16c及びその駆動機構16dを備えた砥石台16をサドル14の移動方向と直交する方向へ移動可能に支持する。両ワーク支持装置12,13のクランプ部12a,13a及び回転砥石16cが加工領域Tの内側に位置するとともに、両ワーク支持装置12,13の軸受部12b,13b及び両砥石台16の軸受部16bと駆動機構16dが加工領域Tの外側に位置するように、加工領域Tを密閉状に区画するための固定カバー21及び伸縮カバー22よりなる区画構造体20を設ける。
(もっと読む)
コレットチャック及びそれを用いたリング磁石の内面研削方法
【課題】 複数個のリング磁石を同時に内面研削する方法において、リング磁石のがたつきや抜け落ちによる同軸度の悪化及びリング磁石の割れや欠けを防止するとともに、コレットチャックを繰り返し使用したり、研削時に研削液を使用しても、均等な把持力を安定して付与することができ、かつリング磁石の内面研削のコスト削減を図ることができるコレットチャック及びそれを用いたリング磁石の内面研削方法を提供する。
【解決手段】コレットチャックの把持部に注型成形された弾性体が配置されている。複数個のリング磁石を軸方向に並べて前記コレットチャックにより把持した後、複数個のリング磁石の内面を同時に研削する。
(もっと読む)
円筒状工作物の芯出し装置
【課題】 円筒状工作物の芯出し装置のワークテーブル上方への出し入れを容易とした芯出し装置の提供。
【解決手段】 ワークテーブル22機枠外へ設置される円筒状工作物の芯出し装置100であって、円筒状工作物のC軸に対し円筒状工作物直径方向を挟むように伸縮自在な接触端子の一対(S1,S3)と、この直径に対して直角にかつ直径を二分する1個の伸縮自在な接触端子(S2)を半円弧状の芯出し治具129に取り付け、前記3個の伸縮自在な接触端子を1個のレリーズ機構132により前記接触端子の前進後退の伸縮を可能とし、前進により各接触端子が円筒状工作物外周に接した接触端子接点位置の各接触圧力をダイヤルゲージ(D1,D2,D3)で表示させる芯出し装置100。芯出し治具129の取り付けアーム130を回動させることにより芯出し装置100はワークテーブル上方に対し出し入れされる。
(もっと読む)
研削方法
【課題】円筒形表面を持ち、且つガラス、ガラスセラミックスあるいはセラミックスのような硬くてもろい材料で作られた工作物を加工するための研削方法を提供する。その方法は、高い精度と共に材料除去能力の高いことを利点とする。
【解決手段】この発明の方法は、前記工作物12を工作物ホルダー14に固定して、回転軸16の周りに回転するように駆動することからなる。前記工作物12は、工作物の回転軸16に平行に延びる研削心棒軸20の周りに回転するように駆動される研削工具18によって研削され、前記研削工具18は前記研削心棒軸20に垂直に送り込まれる。この方法では、内面研削または外面研削のためにカップ型研削工具を使用することもできる。
(もっと読む)
1 - 20 / 109
[ Back to top ]