
Fターム[3C043AA08]の内容
Fターム[3C043AA08]に分類される特許
1 - 20 / 99
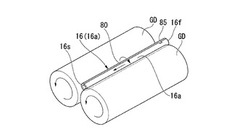
円筒軸の製造方法及び印刷装置
【課題】高い精度を有する円筒軸の製造方法を提供する。
【解決手段】円筒軸16の製造方法は、矩形金属板を円筒状に曲げて円筒軸16を形成する円筒曲げ工程と、円筒曲げ工程と同時又は後れて、継ぎ目80の一部に締結部85を一つ以上形成する工程と、締結部85までの距離が長い一端16s側から距離が短い他端16f側に向けて円筒軸16の表面16aを研磨する研磨処理工程と、を有する。
(もっと読む)
心無し研削盤

【課題】小型のカバーによってクーラントの飛散を確実に防ぐことができる心無し研削盤を提供することを課題とする。
【解決手段】ベッド10と、ベッド10に設けられた駆動装置20,30と、第一駆動装置20から延設された回転軸22に取り付けられた調整車40と、第二駆動装置30から延設された回転軸32に取り付けられ、調整車32の外周面に対向して外周面が配置された砥石車50と、調整車40と砥石車50との間に配置されたブレード60と、調整車40および砥石車50が収容されたカバー70と、を備え、調整車40とブレード60との間でワークWを回転支持しながら、砥石車50でワークWを研削する心無し研削盤1であって、調整車40および砥石車50と、ベッド10および駆動装置20,30とが、カバー1によって仕切られている。
(もっと読む)
研削盤
【課題】安定した支持状態を維持して小径長尺材に対する適切な研削加工を行うことができるとともに、小径長尺ではない部品に対しては過剰スペックとなることなく、好適に研削加工を施すことが可能な研削盤を提供する。
【解決手段】回転保持部4を支持した状態でフレームベース2上に取り付けられ且つ研削対象物Wの軸心方向Xに移動可能な主軸台5と、主軸台5に脱着可能に取り付けられ且つ研削対象物Wの回転保持部4に保持されていない部分を支持部7によって支持する支持ポイントと主軸台5との距離を伸縮させる伸縮機構6とを備え、伸縮機構6に取り付けた支持部7により支持ポイントで研削対象物Wを支持した状態で主軸台5を砥石31,32側に向かって軸心方向Xに移動させながら、砥石31,32により研削対象物Wを研削可能な研削盤1とした。
(もっと読む)
センタレス研削盤
【課題】 調整砥石の位置変更操作と連動させて調整砥石側のガイドプレートの大まかな位置調整ができるようにして、スルーフィード研削の作業効率を高めたセンタレス研削盤を提供する。
【解決手段】 機台1上に研削台2を介して研削砥石3を支持させた研削車台4と調整砥石5を支持させた調整車台6を相対設してあり、前記研削台2に下端部を揺動自在に枢着した前記調整砥石5側のガイドプレート取付けアーム12B,13Bの上下方向の中間部に、上端部を第一連結ピン18,18´で回動自在に接続した連結片19,19´の下端部を、前記研削台2に対して進退自在の前記調整車台6に第二連結ピン20,20´で回動自在に接続する。そして、前記ガイドプレート取付けアーム12B,13Bの上端部に、ガイド面8´B,9´Bが前記調整砥石5の周側面5aと同面上に位置する工作物Wのガイドプレート8B,9Bを設ける。
(もっと読む)
加工装置および加工方法
【課題】 ころのクラウニング加工やクラウニング超仕上げ加工に適用され、加工時間の短縮を図り、量産に適用できると共に、微小な曲率のクラウニングや対数曲線形状のクラウニング加工に対応することができる加工装置および加工方法を提供する。
【解決手段】 加工装置は、それぞれ螺旋状に続く案内ねじ面4,4を外周を有し中心軸L1,L2回りに回転駆動される2本のフィードドラム1,2を平行に設置し、フィードドラム1,2は、互いに対向する案内ねじ面4,4にころWを転接させて回転により両フィードドラム1,2間にころWを通過させるものであり、フィードドラム1、2間を通過するころWのクラウニング部を加工する砥石を備える。フィードドラム1,2の案内ねじ面4は、ころWの外周面を同ころWの前後2箇所で支持するように軸方向に並ぶ2つの分割ねじ面部4a,4bに分割されている。
(もっと読む)
超砥粒材料を含む加工物を研削する方法
超砥粒加工物を研削する方法は、結合研削材物品を超砥粒加工物と接触させて配置するステップであって、結合研削材物品は、結合材料内に含有された砥粒を含む本体を含み、超砥粒加工物は、少なくとも約1GPaの平均ビッカース硬度を有するステップと、センタレス研削作業の場合に、約350J/mm3以下の平均比研削エネルギ(SGE)により、少なくとも約8mm3/秒の平均材料除去(MRR)速度で、超砥粒加工物から材料を除去するステップとを含む。  (もっと読む)
(もっと読む)
センターレス研削盤
【課題】研削砥石1の外径、調整車2の外径、ワーク5の外径に応じて行う調整車2の設定、調整を簡素化でき、加工精度が安定できるようにする。
【解決手段】ベッド10上に水平スライド機構Aを介してテーブル11を配置し、そのテーブル11にγ旋回スライド機構Bを介して旋回台13を配置し、その旋回台13に横スライド機構Cを介してアッパスライド12を配置し、そのアッパスライド12に調整車2を配置する。水平スライド機構Aは、ワーク5の研削時にテーブル11をベッド10に対して水平方向に相対移動させることでワーク5の外径に合わせて調整車2を移動させる。γ旋回スライド機構Bは、旋回台13をワーク5の軸心w周りに回転移動させる。横スライド機構Cは、アッパスライド12を旋回台13に対して相対移動させる機能を有する。γ旋回スライド機構Bの有する機能により、旋回台13を回転移動させることで、ワーク5の調整車2に対する心高角γが調整可能でかつ、心高角γが常に一定であるセンターレス研削盤とした。
(もっと読む)
センタレス研削用把持具およびそれを用いた樹脂製シールリングの製造方法並びにその方法により製造された樹脂製シールリング
【課題】製造における工数を増大させることなく、シール性に優れた高精度な寸法を有する樹脂製シールリングを提供することを目的とする。
【解決手段】複数個の円環状の無端樹脂製シールリング(3’)を円筒状把持具(30)に挿入し、センタレス研削機(40)に設置し、シールリング(3’)の外周面(3b)を研磨することによって、高精度な寸法を有する有端樹脂性シールリング(3)を製造することができ、削り出しによる加工の手間を省き、加工コストの低減を図る。
(もっと読む)
研削盤
【課題】ワークを研削するサイクルタイム、とりわけ押し出し時間を低減するとともに、径の異なるワークに切り替えるときの調整時間を低減することが可能な研削盤を提供する。
【解決手段】 互いの間の加工位置S1に供給されるワークWを回転させる退避ロール151及び支持ロール152と、上面部でワークを供給位置S2から加工位置まで案内するとともに先端部でワークに当接してワークを加工位置に保持するシュー153と、退避ロールが回転可能に接続され、ワークから離間する退避位置まで退避ロールを移動させる退避手段140と、供給位置から加工位置までワークを押圧して移動させる押圧部材154と、退避ロールを退避させる駆動力と押圧部材を往復運動させる駆動力を生じるサーボモータからなる供給排出モータ112とを備え、供給排出モータの駆動力を退避手段に伝達させるとともに、押圧部材に伝達させる研削盤であって、供給排出モータの開始回転角度を制御して、押圧部材の初期位置を調整する。
(もっと読む)
棒状の被加工物を研削する心なし円筒研削盤及び棒状の被加工物を心なし円筒研削する方法
心なし円筒研削盤において、被加工物(1)は、調整ディスク(3)、研削ディスク(5)及び受け板(7)よりなる研削間隙(15)内に存在している。調整ディスク(3)は、調整ディスク(3)の回転軸線周りに回転方向(11)で回転し、これにより被加工物(1)を回転方向(13)で回転駆動する。研削ディスク(5)は、研削ディスク(5)の回転軸線(6)周りに回転方向(12)で回転駆動されている。被加工物(1)は、被加工物(1)の長手方向軸線の方向で、それぞれ同軸的に相前後して配置されている調整ディスク(3)及び研削ディスク(5)の複数のセットを通走する。調整ディスク(3)及び研削ディスク(5)は、それぞれの軸線に沿って軸方向の中間スペースを有する。調整ディスク(3)は、研削ディスク(5)間の中間スペースに係合し、研削ディスク(5)は、調整ディスク(3)間の中間スペースに係合するので、側方のオーバラップ領域(19)がディスク(3,5)間に形成される。その結果、下方にずらされた研削間隙(15)が生じる。研削間隙(15)は、下向きに拡幅しており、調整ディスク(3)及び研削ディスク(5)における被加工物(1)の確実な支持を保証する。1つの共通の基準平面(14)と三角形(21)とは、本願の利点を明確に表している。小さな直径の被加工物(1)も、下方にずらされた研削間隙(15)内で確実に締め付けられているので、高い切りくず排出量での研削が可能である。 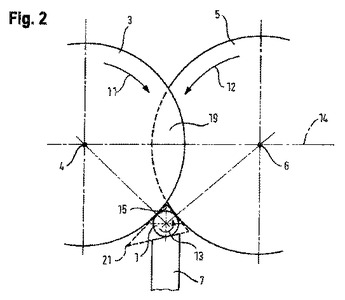 (もっと読む)
(もっと読む)
センタレス研削盤
【課題】高速回転する砥石車11から高精度研削制御に必要とする情報を外部に容易に伝達可能として、外部からセンタレス研削盤10に対して高精度研削の制御を可能とする。
【解決手段】調整車12と、この調整車12と互いの外周面を対向して配置された砥石車11と、を備えたセンタレス研削盤10において、砥石車11には、砥石車11の状態を検出する検出センサ27,28と、検出センサ27,28から得る砥石車情報を電磁誘導により外部に伝達する情報伝達コイル23と、を具備する一方、砥石車側筐体に、情報伝達コイル23から電磁誘導により砥石車情報が伝達される情報被伝達コイル25を設ける。
(もっと読む)
搬送ローラーの製造方法、搬送ローラー、搬送ユニット及び印刷装置
【課題】時間の経過による反りを低減できる搬送ローラーの製造方法、搬送ローラー、搬送ユニット及び印刷装置を提供する。
【解決手段】金属板をプレス加工して、その一対の端部61a,61bを互いに対向させて円筒状に形成され、一対の端部61a,61b間に繋ぎ目80を有するローラー本体16を備える搬送ローラー15の製造方法であって、ローラー本体16の軸心O1と直交する断面形状において、繋ぎ目80と軸心O1とを通る第1直線CL1において互いに対向する第1軸心対向部160の厚みTh1を、軸心O1において第1直線CL1と直交する第2直線CL2において互いに対向する第2軸心対向部161の厚みTh2よりも大きく形成する厚み調節工程を有するという手法を採用する。
(もっと読む)
搬送ローラー、搬送ユニット、印刷装置及び搬送ローラーの製造方法
【課題】時間の経過による反りを低減できる搬送ローラー、搬送ユニット、印刷装置及び搬送ローラーの製造方法を提供する。
【解決手段】金属板をプレス加工して、その一対の端部61a,61bを互いに対向させて円筒状に形成され、一対の端部61a,61b間に繋ぎ目80を有するローラー本体16を備える搬送ローラー15であって、ローラー本体16の軸心O1と直交する断面形状において、繋ぎ目80と軸心O1とを通る第1直線CL1において互いに対向する第1軸心対向部160の厚みTh1が、軸心O1において第1直線CL1と直交する第2直線CL2において互いに対向する第2軸心対向部161の厚みTh2よりも小さく構成されている。
(もっと読む)
搬送ローラーの製造方法
【課題】搬送不良の発生しにくい搬送ローラーを製造する搬送ローラーの製造方法を提供する。
【解決手段】金属板の対向する一対の端辺が互いに近接する、あるいは当接するように前記金属板を曲げて円筒体16を形成する曲げ加工工程と、前記曲げ加工工程で形成された前記円筒体16の内部に芯部材CRを配置した状態で前記円筒体16の外周面を研磨する研磨工程とを含む。
(もっと読む)
加工方法および軸受
【課題】スーパーフィニッシュ(鏡面研削)加工を行う必要が無くなって、リードタイムの短縮を図ることができる加工方法及びこの加工方法に用いて製造した軸受を提供する。
【解決手段】軸受の構成部品をチャック装置10にてチャックしてこの構成部品の仕上げ加工を行う。チャック装置10によるチャックを解除することなく、構成部品をチャックしたまま焼入鋼切削と研削加工とを行う。
(もっと読む)
センターレス研削法
【課題】はるかに硬いグレードで気孔がより少ない研削工具よりも機械的強度が大きくて研削効率が優れているセンターレス研削工具を提供する。
【解決手段】多孔質の無機結合材によって焼結された複合材を砥粒とし、有機結合材と混合、熱硬化させて砥粒の気孔中に進入させて、全体として多孔な結合構造とした研削工具。
(もっと読む)
センタレス研削方法及び同装置
【課題】センタレス研削技術を改良して、研削砥石車による研削操作の待ち時間を短縮して実研削時間効率を向上させる。
【解決手段】第1の調整砥石車9と第2の調整砥石車10とを同軸に並列する。2個の調整砥石車それぞれに対向離間させてブレード4を配設して、第1の研削エリア11と第2の研削エリア12とを設定する。研削砥石車2は、研削砥石車Zスライド13に搭載されて第1の研削エリア11と第2の研削エリア12との間を往復し、ワーク交換待ちのアイドルタイムがなく、高い実時間効率で研削操作を遂行する。
(もっと読む)
単結晶炭化珪素の摺接部を備えた摺接部品及びそれを用いた加工物支持装置
【課題】
軸受部品等の機械構造体を回転自在に支持して研削加工や超仕上加工を行うための加工物支持装置に用いる摺接部品において、加工物の周面を摺接支持する簡単な構造とし、耐摩耗性、耐熱性に優れて耐久性を備えるとともに、加工物の表面にシューマークが発生しない単結晶炭化珪素の摺接部を備えた摺接部品を提供し、併せてこの摺接部品を用いた加工物支持装置を提供する。
【解決手段】
加工物Wの周面を摺接部品1で回転自在に摺接支持し、研削加工や超仕上加工を行うための加工物支持装置に用いる摺接部品であって、少なくとも前記加工物と接触する部位に単結晶炭化珪素からなる摺接体4を設けた。摺接部品は、金属製の摺接部品本体の先端部に、表面をSi面とした単結晶炭化珪素からなる摺接体を接合若しくは埋設した。
(もっと読む)
センタレス研削用調整車の製造方法、調整車、円錐ころの製作方法
【課題】 加工設備の低減を図ることができ、且つ、ねじのリード、ねじ底面の幅、角度等に応じた種々な調整車を容易に且つ能率良く加工することができ、所望の加工精度を得ることができるセンタレス研削用調整車の製造方法、調整車、円錐ころの製作方法を提供する。
【解決手段】 センタレス研削用の調整車1であって、螺旋状に続く案内用のねじ溝2を外周に有し、このねじ溝2の各周の底面2aが円錐形状部を成し、円錐形状部間に鍔部3を有し、調整車軸芯L1回りに回転駆動されて円錐形状ワークをねじ溝2の底面2aに転接させる調整車1を製造する方法である。ねじ溝2の底面2aを仕上げ加工する仕上げ過程において、数値制御式の旋盤4により、ねじ溝2の底面2aの一部の軸方向幅を有する切刃を有する切削工具5を用いて、ねじ溝2の底面2aを軸方向の一部ずつ順次仕上げ加工する。
(もっと読む)
螺旋状工作物の段付けセンタレス研削方法および装置
【課題】螺旋状ワークの特性を利用して、ワーク外径部をインフィード研削方式で高い精度をもって段付け加工するセンタレス研削技術を提供する。
【解決手段】螺旋状ワークWの非研削部位の外径部を、調整車2、ブレード3および押え回転装置4により支持回転させるとともに、調整車2および押え回転装置4によりワークWに軸方向位置決めストッパ5方向への推力を与え、これによりワークWを軸方向に圧縮させて剛体化させながら、ワークWの外径部に砥石車1を相対的に切込み送りすることで、ワーク外径部に段付け加工を施す。
(もっと読む)
1 - 20 / 99
[ Back to top ]