
Fターム[3C043DD02]の内容
Fターム[3C043DD02]に分類される特許
1 - 20 / 143
床面用横回転研削機器における研削工具の引っ掛かり防止部材
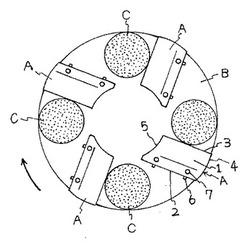
【課題】 研削機器による研削性を損なうことなく、段差や突起物に対する引っ掛かり現象を効果的に解消し、研削機器本体にも負担が係らずに操作性を向上ならしめた床面用横回転研削機器における研削工具引っ掛かり防止部材を提供する。
【解決手段】 研削盤に付設してなる研削工具に対して機器動作時に該研削工具の進行方向位置に段差等の障害物を乗り越え得る傾斜形状の乗り越え面を有してなる部材を設けたことを特徴とする。
(もっと読む)
トップロール研磨装置

【課題】研磨時における研磨ロール自体に起因する異物の発生を低減し、研磨ロールから剥離した異物により発生する異物欠陥を低減することができるトップロール研磨装置を提供する。
【解決手段】連続溶融金属メッキラインに設けられたトップロール8の表面を研磨ロール11で研磨するトップロール研磨装置(ポリッシャー)10において、研磨ロール11として、研磨ロール11の直径Dに対する研磨ロール11の羽長さ(研磨布11bの長さ)Lの比である羽長さ比Rが0.15以下である形状を有するものを適用する。また、コントローラ20によって、研磨ロール11の回転速度が19m/s以上となるように駆動モータ12を制御する。
(もっと読む)
研削装置
【課題】研削送りを制御する機能が停止しても、研削送りの暴走を抑制できる研削装置を提供する。
【解決手段】被加工物を保持する保持手段20と、被加工物に対して粗研削を施す第一の研削手段30と、仕上げ研削を施す第二の研削手段40と、第一の研削送り手段50及び第二の研削送り手段60と、これらを制御する制御手段3とを備える研削装置1であり、第一の研削送り手段50及び第二の研削送り手段60には、サーボモータ54、64と、これらを制御するサーボドライバー55、65とを備えており、サーボドライバー55、65は、制御手段3からサーボモータ54、64の駆動開始の指令を受けた後、駆動終了の指令を受ける前に制御手段3に対して随時駆動の確認信号を出力する。そして、制御手段3から応答が途絶えた際にサーボモータ54、645の駆動を停止することで、第一の研削送り手段50及び第二の研削送り手段60の暴走を抑制できる。
(もっと読む)
円柱状インゴットの複合面取り加工装置ならびにそれを用いてワークに円筒研削加工およびオリフラ研削加工をする方法
【課題】円筒状インゴットブロックの外周面の円筒研削加工を短くしたい。およびワークの結晶方位を高精度に検出したい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500を配置した複合面取り加工装置1とし、円筒研削装置500でワーク外周面の皺を取り除いた後に、円筒研削加工されたワークの結晶方位をXRD機600で検出、マーキング
する。
その後、前記円筒研削装置500を用いてワークのオリフラ研削加工を行う。
(もっと読む)
研磨装置
【課題】 倣いローラによる表面のすれを抑制することができる研磨装置を提供する。
【解決手段】 基準となる一直線上に軸が位置決めされた状態で軸周りに回転している金属管の外表面の一部に研磨部材を接触させるとともにこの研磨部材が接触する箇所と反対側の金属管の箇所を倣いローラに接触させてこの研磨を行う箇所の金属管の軸を一直線上に保持させながらこの研磨部材を金属管の軸方向に移動させて金属管の外表面の研磨を行う。倣いローラが、一直線に平行な軸周りに回転可能に支持され、この倣いローラを揺動可能に支持する揺動部を設ける。
(もっと読む)
高周波数振動・電解ハイブリッド内面研削盤及びその研削方法
【課題】内面研削加工を高精度・高能率化することができ、かつ生産コストの低減にも寄与することができる内面研削盤及び高周波数振動・電解ハイブリッド内面研削方法を提供する。
【解決手段】導電性を有する工作物Wの加工孔Waの内周面を研削砥石3により研削する内面研削盤において、砥石軸方向に高周波数振動する高周波数振動発生器41を備えた高周波数振動ユニットに接続された研削砥石3と、工作物が陽極、研削砥石が陰極となるように電圧を印加しつつ工作物と研削砥石の間に電解液7を供給して電解加工するための電解電源6とを備え、研削砥石を高周波数振動させながら工作物の加工孔の内周面を研削する高周波数振動援用研削加工と、工作物と研削砥石間に電圧を印加して加工孔の内周面を溶解させながら研削する電解研削加工とを順次又は同時に選択的に行う。
(もっと読む)
ロール研磨装置
【課題】ロールの入側や出側での作業者による作業性を損なうことなくロールの自動研磨が可能なロール研磨装置を提供する。
【解決手段】上側研磨部(研磨材ホルダ9及び研磨材10)は、ロッド7の下端部に連結され、シリンダ6の除圧時には上ロール31の上方に上ロール31に離反して配置されると共に、シリンダ6の加圧時にはロッド7の下方への移動に伴って下方へ移動し、上ロール31に当接する。また、下側研磨部(研磨材ホルダ16及び研磨材17)は、シリンダ6に連結され、シリンダ6の除圧時には下ロール32の下方に下ロール32に離反して配置されると共に、シリンダ6の加圧時には上側研磨部の上ロール31への圧接によって生じる反発力によるシリンダ6の上方への移動に伴って上方へ移動し、下ロール32に当接する。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ポリッシュ工程において酸化セリウムを用いることなく、又はその使用量を低減しつつ、十分な耐衝撃強度が得られると共に、そのような磁気記録媒体用ガラス基板を高い生産性で製造できる磁気記録媒体用ガラス基板の製造方法を提供する。
【解決手段】中心孔を有する円盤状のガラス基板の内外周端面に対して、少なくとも研削加工を施す工程を含み、研削加工を施す工程は、ダイヤモンド砥粒を金属からなる結合剤で固定したメタルボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する1次研削加工と、ダイヤモンド砥粒を樹脂からなる結合剤で固定したレジンボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する2次研削加工とを含む。
(もっと読む)
研削装置
【課題】被加工物を外周部に環状の凸部を残して凹部に研削することができるとともに、被加工物の全面を研削することができる研削装置を提供する。
【解決手段】研削手段をチャックテーブル6の保持面に対して相対的に平行に移動しチャックテーブル6に保持された被加工物10の全面を研削する第1の研削位置と、被加工物10を外周部に環状の凸部を残して凹部に研削する第2の研削位置に位置付ける位置きめ手段を具備し、研削砥石332の環状の研削帯域の外径は被加工物10の半径より大きく、研削すべき凹部の直径より小さく設定され、研削砥石332の環状の研削帯域の内径は研削すべき凹部の半径より小さく設定されており、環状の研削帯域の幅は研削砥石332が第1の研削位置および第2の研削位置のいずれに位置付けられた状態においても環状の研削帯域がチャックテーブルに保持された被加工物10の回転中心を通過する寸法に設定されている。
(もっと読む)
ガラスディスクの製造装置
【課題】ガラスディスクの研削砥石及び又は研磨砥石を研削作業及び又は研磨作業に続いて装置内でドレッシングができるガラスディスクの製造装置を得る。
【解決手段】内周面砥石50の駆動軸31に外周面ドレス砥石60を設け、且つ前記外周面砥石51の駆動軸41に内周面ドレス砥石61をそれぞれ設け、前記内周面砥石の駆動軸に外周面ドレス砥石の駆動軸を兼用させ、且つ前記外周面砥石の駆動軸に内周面ドレス砥石の駆動軸を兼用させてなる。
(もっと読む)
研削盤
【課題】ワークテーブルに回転支持されたワークを、コラムに設けられた砥石車により研削加工する立型研削盤において、高精度な研削加工を実施することができる配置構成を備えた研削盤を提供する。
【解決手段】砥石車3を回転支持する砥石台10の旋回ユニット11の旋回テーブル21に対する配置構成は、砥石台10に回転可能に軸承される砥石車3の砥石軸20が旋回テーブル21の旋回軸21aに対してワークWを回転支持するワークテーブル1側となるように配置されている。これにより、旋回テーブル21とワークWの干渉がなくなり、旋回テーブル21をワークWから上下方向に離隔させる必要がなく、砥石軸20の長さを小さく設定することができる。
(もっと読む)
ガラス板の連続研磨装置及び連続研磨方法
【課題】研磨具から被研磨材に作用する負荷を相殺し、装置の振動を低減して、研磨装置の大型化を容易にする。
【解決手段】ガラス板を一方向に移送する研磨テーブルと、該研磨テーブルの上方にガラス板の移送方向に沿って配置された複数の研磨具とを有し、各研磨具は該研磨具の質量中心から偏心した偏心軸を有し、該研磨具上に平行でない2本の軸をとったとき、この2本の軸が常にそれぞれ同じ方向を向くように前記ガラス板に対して一定の姿勢を維持したまま前記偏心軸の回りを回転する偏心回転運動を行い、かつ隣り合う少なくとも3つ以上の研磨具を1つのセットとして、該セットを構成する研磨具により発生する反力を互いに打ち消し合うように、該セットを構成する各研磨具の回転位相差を設定したことを特徴とするガラス板の連続研磨装置を提供することにより前記課題を解決する。
(もっと読む)
研削盤
【課題】難削材基板の研削時に基板を高精度で研削すると共に、高い剛性を有する。
【解決手段】研削盤(10)は、多角形をなすよう配列された少なくとも三つのリニアガイド(31〜33)と、これらリニアガイドに沿って摺動可能に取付けられたサドル(34)と、サドルの下端に取付けられていて、サドルの摺動方向回りに回転可能な研削ホイール(36)と、研削ホイールに対面して配置されていて、基板(W)を保持しつつ回転可能なチャック(29)と、を具備し、研削ホイールが基板を研削する研削部位(B)がリニアガイドにより形成される多角形の重心に対応する位置に配置されている。さらに、研削ホイールをチャックに向かって送込む研削送り部(37、38)を具備し、研削ホイールを送込む送込み方向は、研削ホイールが基板を研削する研削部位と重心とを結ぶ直線上に在るのが好ましい。
(もっと読む)
金属製品のバリ取り装置およびその方法
【課題】 本発明は、プレス等の加工後のワーク4に発生するバリ、鋭利なエッジを取り除くバリ取り装置とそのバリ取りの方法に関し、特にワーク4の要望する小さいワーク搬送を可能とすること。
【解決手段】ワーク4を直線的に運ぶ搬送コンベア方式から、円を描くように、ワーク4の角度を変えて一周させる旋回式の搬送方法にする。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
研削盤
【課題】外周面研削と内周面研削を行う複合研削盤1において、異なる外周面研削用砥石整形装置と内周面研削用砥石整形装置を備えると、内周面研削から外周面研削へ切り替える場合または逆の場合に、砥石整形装置を交換する必要があり段取り変えに時間を要し、砥石整形装置を2式必要とし機械コストが高くなる。
【解決手段】外周面研削用砥石車13の回転方向と内周面研削用砥石車14の回転方向を同じとし、工作物Wの回転方向を、外周面研削時には外周面研削用砥石車13と同じ方向に回転させ、内周面研削時には外周面研削時と逆の方向に回転させることで砥石整形装置15を共用する。
(もっと読む)
複合研削盤による研削方法
【課題】ワークを挟持する方向を入れ替えることなく、且つよりシンプルな構造の研削盤にてワークの両端部近傍の研削が可能である、複合研削盤による研削方法を提供する。
【解決手段】一対の主軸装置を用い、一対のセンタ部材21、31にてワークWを挟持するステップ(A)、2つのセンタ部材を主軸回転軸ZWの一方側にスライドさせるステップ(B)、他方側用砥石TBをワークの他方側の端部近傍WTbに対向させるステップ(C)、一方側の駆動ピン23を回転させて他方側用砥石にてワークの他方側の端部近傍を研削するステップ、他方側用砥石を離間して一方側の駆動ピンの回転を停止して2つのセンタ部材を主軸回転軸の他方側にスライドさせるステップ(D)、一方側用砥石TAをワークの一方側の端部近傍に対向させるステップ(E)、他方側の駆動ピン33を回転させて一方側用砥石にてワークの一方側の端部近傍WTaを研削するステップ、とを有する。
(もっと読む)
加工装置
【課題】 加工品質及び加工精度よく被加工物に研削加工又は研磨加工を施すことが可能な加工装置を提供することである。
【解決手段】 被加工物を研削又は研磨する加工手段を複数備えた加工装置であって、被加工物を保持するチャックテーブルと、該チャックテーブルに対向して配設されて、該チャックテーブルに保持された被加工物に研削又は研磨を施す第1加工手段と、該チャックテーブルに対向して配設されて、該チャックテーブルに保持された被加工物に研削又は研磨を施す第2加工手段と、該チャックテーブルに保持された被加工物を加工可能に該第1加工手段を該チャックテーブルに対向する位置に位置づける第1移動手段と、該チャックテーブルに保持された被加工物を加工可能に該第2加工手段を該チャックテーブルに対向する位置に位置づける第2移動手段と、を具備したことを特徴とする。
(もっと読む)
鋼片研削方法および鋼片研削装置の制御装置
【課題】スイング式の鋼片研削装置において45度研削を行う場合、鋼片の被研削面全体を均一に研削する。
【解決手段】スラブSの平面Ssの研削加工に際して、斜角制御手段124により研削砥石16が砥石斜角45度に位置させられる場合に、当接位置制御手段126により平面Ssに対して研削砥石16が当接させられると、研削砥石16が平面Ssに接する位置によっては平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じたり接する位置によってその傾きが異なる可能性があることに対して、揺動角度補正手段128によりスラブ厚みTと砥石径Dとに基づいて平面Ssに対して研削砥石16の回転軸心Cgが平行になるように第3軸心C3まわりの研削砥石16の揺動角度が補正されるので、平面Ssに対する研削砥石16の外周面の当たり面角度に傾きが生じ難くなり、研削砥石16とスラブSとの当たり方が一定に保たれ易くなる。
(もっと読む)
スピンドルシャフト端面修正方法
【課題】スピンドルシャフトから切削ブレードに安定した超音波振動を伝達することができるスピンドルシャフト端面修正方法を提供すること。
【解決手段】固定ボルト41によりスピンドルシャフト26の端面34に密着部材28を介して切削ブレード27が固定され、スピンドルシャフト26に設けた超音波振動子43の超音波振動を切削ブレード27に伝達させて、被加工物Wを切削する切削ユニット4のスピンドルシャフト26の端面修正方法であって、スピンドルシャフト26から使用済みの切削ブレード27と密着部材28を外して、未使用の切削ブレード27と研磨シート65を装着し、固定ボルト41の締め付けにより研磨シート65の研磨面67をスピンドルシャフト26の端面34に当接させ、超音波振動により未使用の切削ブレード27を径方向に振動させて、研磨面67でスピンドルシャフト26の端面を研磨するようにした。
(もっと読む)
1 - 20 / 143
[ Back to top ]