
Fターム[3C047BB10]の内容
研削機械のドレッシング及び付属装置 (4,541) | 一般砥石車のドレッシング (456) | 検知、制御手段 (39)
Fターム[3C047BB10]に分類される特許
1 - 20 / 39
コンディショナの評価方法およびコンディショニング方法
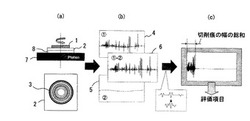
【課題】コンディショニングされる研磨パッドの表面状態や性能を予測できるコンディショナの評価方法を確立し、コンディショナの評価データを蓄積したデータベースと組合せることにより、コンディショナの性能評価と、コンディショニング条件を導き出し、適切なコンディショニングを可能とする。
【解決手段】評価対象のコンディショナ1の砥粒面を、樹脂板2の表面に押圧接触させた状態で1回転させて前記表面に切削痕3を形成し、切削痕3が形成された表面の断面プロファイルを測定し、得られた断面プロファイルに基づいて、当該コンディショナの評価項目として、切削痕の粗さ、切削痕の高さ頻度分布および切削痕の幅の総和の少なくともいずれか一つを求めるようにしている。
(もっと読む)
アンギュラ研削方法およびアンギュラ研削装置

【課題】アンギュラ研削において、熱変位等により砥石軸が伸縮した場合でも、ドレッシング加工の基本構成を改変することなく、また機械的構造を改変することもなく、ワークを所定の仕上がり寸法に研削するアンギュラ研削技術を提供する。
【解決手段】ワークWの内径面Wbおよび端面Wa、Wcを同時に研削するアンギュラ研削において、砥石車10の内径研削部10bおよび端面研削部10a、10cを、砥石ドレッサ20が所定の基準砥石面輪郭に沿って相対的にトラバース移動しながらドレッシング加工するとともに、このドレッシング加工時に検出した上記砥石車10の内径研削部10bと端面研削部10a、10cとのドレス量の差に基づいて、砥石車10のワークWに対する切込み量を補正することで、ワークWの内径面Wbと端面Wa、Wcを所定の仕上寸法に研削する。
(もっと読む)
ドレッシング装置、およびこのドレッシング装置によりドレッシングされる加工工具を用いた製造装置
【課題】ドレッシングが行われる時間を正確に把握することができるドレッシング装置を提供する。
【解決手段】本発明に係るドレッシング装置は、ドレッシング工具1と、ドレッシング工具1を回転駆動するサーボモータ21とを備え、ドレッシング工具1をドレッシング面2内で回転させてドレッシング工具1のドレッシング面2に当接する研磨パッド15のドレッシングを行うドレッシング装置DAにおいて、サーボモータ21の回転駆動トルクを測定するトルク測定器35と、トルク測定器35により測定されたサーボモータ21の回転駆動トルクに基づいてドレッシング面2が研磨面16に当接していた時間を測定するコントローラ30とを有して構成される。
(もっと読む)
加工液供給装置
【課題】フローティングノズルの磨耗を簡単な位置検出器で検出できる加工液供給装置1を提供。
【解決手段】研削砥石3の外周面4をツルーイングやドレッシングするドレッサ5と、外周面に向かって加工液を供給するノズル25を設ける。ノズルは外周面に開口する開口部26と、開口部の両側に研削砥石両側面側に延出する鍔部27a、27bを設け、ノズルを研削砥石外周面に付勢する付勢部材14と、ノズルを付勢方向自在に支持するノズル支持部材11と、ノズル支持部材とノズルとの相対位置を検出する位置検出器32と、を設け、ノズル支持部材をドレッサを軸支するドレッサ支持台6に固定する。ドレッサはロータリードレッサとする。さらに、単結晶ダイヤモンドドレッサを砥石軸方向に移動可能にし、ノズル支持部材を研削砥石に対して鍔部により位置保持できるように、砥石軸方向に移動可能にドレッサ支持台に取付ける。
(もっと読む)
研削盤
【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
研削方法および研削盤
【課題】簡便な構成により研削状態もしくは砥石成形状態においても短時間に砥石車の外径を計測可能とすることで、安価に研削盤の稼働率を向上させる、研削方法または研削盤を提供する。
【解決手段】コア71の外周に砥石層72を備えたコア型砥石車を用いて、超音波を研削液20を介して砥石層72に超音波センサ14より出力し、砥石層72の表面からの反射波とコア71の外周表面からの反射波の到達時間差と砥石層72の音速から砥石層72の厚さを演算する超音波計測装置制御部34を用い、計測した砥石層72の厚さとコア71の外径から算出される砥石車7の外径に基づき研削工程および砥石成形工程を制御する。
(もっと読む)
仕上研削装置および仕上研削方法
【課題】後工程におけるラップ仕上における取り代を少なくして、ラップ仕上に要する時間およびスラリー使用量を抑える。さらに、研削砥石の寿命を長くする。
【解決手段】粗研削された基板(W)の表面を仕上研削する仕上研削装置(2)は、基板を研削する研削砥石(12)を備えていて回転可能な研削部(10)と、研削部の研削砥石に対面して配置されていて、基板を保持しつつ回転可能なチャック(20)と、研削部をその回転軸に沿ってチャックに向かって送込む研削送り部(15)と、研削送り部が前記研削部を送込む送り量に応じて、前記研削砥石に対する前記基板の研削比を変更する研削比変更部(30、35)とを含む。
(もっと読む)
研磨装置
【課題】ドレス部の摩耗量や装置ごとの寸法の違いを正確に把握しなくても所望のドレッシングを行うことができる研磨装置を提供する。
【解決手段】研磨工具23を下降させて研磨部232の研磨面233をドレス工具33のドレス部332に接触させてドレッシングする構成において、ドレス部332が研磨面233から受ける下向きの圧力を検出する圧力検出部32と、圧力検出部32で検出される圧力に基づいて研磨工具23の鉛直方向の移動量を制御する制御手段4を付加し、制御手段4によってドレス部332に接触する研磨面233の圧力の程度を調整して所望のドレッシングを可能とする。
(もっと読む)
研削盤
【課題】砥石車の研削作用面の状態を検出し、砥石を最適な状態で無駄なく使用し、不良工作物を製造しない研削盤。
【解決手段】砥石車の研削作用面の凹凸形状を計測した凹凸データから、前記研削作用面に垂直な方向の深さが同一となる線上の砥石の占有比率を演算し、深さに対する占有比率の変化率と所定の深さの占有率の値により、研削作用面の研削性能を判定する。この判定に基づき、研削サイクルと砥石成形サイクルを最適に制御する。
(もっと読む)
研磨パッドの形状修正方法
【課題】研磨パッド形状測定装置で測定した研磨パッド形状を、ドレスツールを用いてウェーハが所望の表面形状になるような研磨パッドの目標形状に修正する。
【解決手段】被加工物を所望の表面形状に研磨するための研磨パッド14の形状修正方法であって、研磨パッド形状測定装置10を用いて、定盤12に貼付した状態で研磨パッド形状を測定する測定ステップS9と、測定ステップS9の測定結果に基づいて予め備えられた複数のドレスレシピの中から、前記被加工物を所望の表面形状に研磨可能なドレスレシピを選択する条件決定ステップS10と、条件決定ステップS10で決定されたドレスレシピを用いて研磨パッド14をドレッシングする形状修正ステップS11を備える。
(もっと読む)
定盤の研磨レート修正方法、研磨レート修正システム、および、磁気ヘッド製造方法
【課題】
定盤の研磨レートを均一化する技術を提供する。
【解決手段】
磁気ヘッドの製造工程の最終浮上面研磨加工に用いる研磨定盤の作成において、研磨定盤の研磨面内の研磨レート分布を事前に測定し、測定した研磨レートの分布に従って研磨レートの修正を行う研磨レート修正システムを提供する。研磨レート修正システム700は、研磨レートが所定の値よりも大きな位置の研磨レートを下降させるコンディショニング装置20と、研磨レートが所定の値よりも小さな位置の研磨レートを上昇させるドレッシング装置30と、研磨レートの分布を検出して、前記両装置を制御する研磨レート修正装置700と、を含む。
(もっと読む)
回転体の表面粗さの測定方法、砥石における砥粒の突き出し量の測定方法、及び研削盤
【課題】ワークを研削することなく、砥石の砥粒の突き出し量をより容易に測定することが可能な、砥石における砥粒の突き出し量の測定方法、及び、求めた砥粒の突き出し量に基づいて適切な時期にドレッシングを行うことができる研削盤、更に、砥石の砥粒の突き出し量に限定されず、より容易に回転体の表面粗さを測定する方法を提供する。
【解決手段】回転体の表面に連れ回っている流体の物理量を測定可能な流体検出手段を用い、検出した流体の物理量に基づいて、回転体の表面粗さを求める回転体の表面粗さの測定方法であって、予め表面粗さに対応する流体の流速または圧力の少なくとも一方を測定した表面粗さ−流体物理量特性を記憶しておき、回転体の表面から所定距離だけ離れた位置の流体検出手段を用いて、測定した流体の流速または圧力の少なくとも一方と、表面粗さ−流体物理量特性と、に基づいて回転体の表面粗さを求める。
(もっと読む)
磁気ディスク用ガラス基板の製造方法及び固定砥粒ツールの表面修正方法
【課題】固定砥粒ツールが表面に形成された定盤を研削面として新規に使用する場合、固定砥粒ツール表面には、固定砥粒ツール形成時に生じた形状の凹凸、定盤表面の形状等により、数十μmのうねりがある。そのうねりを効率よく除去することを課題とする。
【解決手段】定盤上に形成されたダイヤモンド粒子を含む固定砥粒ツールに、固定砥粒砥石を押し付け、研削液310を循環して供給しながら定盤と固定砥粒砥石とを相対的に移動させて、固定砥粒ツールの表面を修正する方法であって、固定砥粒砥石から遊離化した遊離砥粒の研削液中の濃度が実質的に一定になるよう濃度調整部330により濃度調整する。研削液中の遊離砥粒の濃度を一定に保つので、修正レートを適切な値に一定に保つことができる。
(もっと読む)
加工装置
【課題】砥石を用いる加工装置において、砥石の経時的な形状変化等に起因する製品不良の発生を予防する。
【解決手段】固定側ワークスピンドル120と可動側ワークスピンドル130の固定ホルダ102と可動側ホルダ103の間に保持されて回転する光学素子101を、砥石106で心取り加工する加工装置M1において、固定側ワークスピンドル120に修正用砥石104を設けるとともに、砥石106の外観形状を認識するカメラ105を備え、加工装置M1の制御部140は、カメラ105を介して認識された砥石106の外観形状を随時、修正用砥石104によって修正しつつ、光学素子101の外周部101aを研削加工することで、砥石106の形状の経時的な変化等に起因する光学素子101の製品不良を未然に防止する。
(もっと読む)
軸動作検出機構およびコンディショナーヘッド
【課題】回転体の回転軸に沿った方向の変位および回転の有無の双方を併せて検出できる軸動作検出機構、並びに研磨ディスクの回転軸に沿った方向の変位および回転の有無の双方を併せて検出できるコンディショナーヘッドを提供する。
【解決手段】コンディショナーヘッド10は、回転軸C周りに回転する軸体18と、回転軸Cに沿って変位するように軸体18に取り付けられた円柱状の軸体19と、軸体19を回転可能に支持する枠体16と、軸体18の表面に円周方向に並んで形成された複数の凸部18cと、軸体18の表面に全周にわたって形成された凸部18dと、軸体18に向けて回転軸C周りに並んで配置された近接センサ30a〜30cとを備える。近接センサ30a,30cが回転軸C周りに成す角度は、凸部18cの周方向の幅が回転軸C周りに成す角度、および凸部18cの間隔が回転軸C周りに成す角度より大きい。
(もっと読む)
研削装置
【課題】ドレス時の砥石とドレッサの軸方向のずれを小さくできる研削装置を提供する。
【解決手段】制御型アキシアル磁気軸受および制御型ラジアル磁気軸受により研削部ケーシング4に対し非接触支持されて電動機により回転させられる砥石軸5に、外周面に中高研削面35aが形成された研削砥石35が取り付けられ、制御型アキシアル磁気軸受および制御型ラジアル磁気軸受によりドレス部ケーシングB4に対し非接触支持されて電動機により回転させられるドレス軸B5に、外周面に中低ドレス面42aが形成されたロータリドレッサ42が取り付けられいる。ドレス時に、研削砥石35がドレッサ42に接触したことを検知するとともに、そのときの研削砥石35とドレッサ42の軸方向のずれの大きさを検出し、砥石軸5を支持する磁気軸受の軸方向の浮上目標位置を変更することにより、上記ずれを補正して、ドレスを行う。
(もっと読む)
ポリッシング装置
【課題】 修正ツールに中ぐり加工を施すことなく、それがポリッシング盤に及ぼす圧力を調整することのできるポリッシング装置を提供する。
【解決手段】 本発明に係るポリッシング装置20は、被加工物をポリッシングするポリッシング盤22と、ポリッシング盤22の表面形状を修正する円盤状の修正ツール26と、修正ツール26の外周面に回転力を与えて修正ツール26を回転させる駆動ローラー60とを有するポリッシング装置において、修正ツール26の上面を底面とする液槽103が設けられ、液槽103に入れられる液体の量により修正ツール26のポリッシング盤22に及ぼす圧力が調整される。
(もっと読む)
ウェハの製造方法
【課題】ELID研削法を用いてウェハを研削するに際し、ウェハを高精度に研削することを第1の目的とし、ウェハの一面に傷をつけずに研削することを第2の目的とする。
【解決手段】T2時間中に砥石の研削面をウェハの一面に押し付けて当該一面を研削する。T2時間中において、砥石がウェハに印加する加工負荷の大きさに応じた主軸電流を装置側軸電流測定部にて測定し、主軸電流が上限電流値を超える場合、砥石の位置を固定すると共に、T3時間中にELID法にて砥石の砥石面を電解ドレッシングする。そして、T2時間中において、上限電流値を超えていた主軸電流が、上限電流値よりも小さい値である下限電流値を下回る場合、再び砥石にてウェハの研削を行う。これらT2時間〜T4時間の間の工程を複数回、繰り返すことで、ウェハの一面を研削する。
(もっと読む)
ロータリドレッサ
【課題】ツルーイングまたはドレッシングの完了を検出することにより高価な超砥粒ホイールの損耗を少なくし、かつドレッサに要する作業時間を短縮する。
【解決手段】
モータ電流を検出する電流検出センサ31と、その電流変化を抽出する電流変化抽出回路32と、モータ回転数を制御するモータ駆動回路30とから成る制御装置10を有し、モータ駆動回路30は、ドレッシング砥石2側面内のある予定領域rの回転速度Vrが研削砥石1の当接する面の周速Vと等しくなるように、ドレッシング砥石2の回転数を制御し、電流変化抽出回路32は、研削砥石1がドレッシング砥石2の側面内の予定領域rを往復移動する際、電流検出センサ31が研削砥石1の回転周期に同期して検出するモータ電流の脈流変化成分Iを抽出し、該脈流変化成分が設定レベルIh以下になったとき、研削砥石1の回転振れ形状が研削されたものと判断する。
(もっと読む)
研削装置
【課題】 ドレスタイミングの適切な判定を可能にした研削装置を提供する。
【解決手段】 ワークの加工が終了するごとにドレスが必要かを判定するドレスタイミング判定手段15を備えている。ドレスタイミング判定手段15は、砥石接触時点から研削電力値が所定値に達するまでの時間を実断続研削時間として求める実断続研削時間計測手段と、実断続研削時間と所定の閾値とを比較する断続研削時間比較手段と、実断続研削時間が閾値よりも大きい場合にドレス指示信号を出力するドレス指示信号出力手段とを有している。
(もっと読む)
1 - 20 / 39
[ Back to top ]