
Fターム[3C049AB01]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(ワーク) (1,672) | ワーク運動機構 (279)
Fターム[3C049AB01]に分類される特許
81 - 100 / 279
砥石工具による加工方法および加工装置
【課題】研削砥石による研削加工や砥石ブレードによる切削加工を効率良く実施することができる砥石工具による加工方法および加工装置を提供する。
【解決手段】被加工物保持部材の保持面に保持された被加工物に砥石工具を作用せしめて被加工物に加工を施す砥石工具による加工方法であって、被加工物保持部材は透明体によって形成されており、被加工物保持部材の保持面の反対側から被加工物に対して透過性を有する波長のレーザー光線を被加工物保持部材および被加工物を通して砥石工具における加工部に照射することによる砥石工具を加熱し、加熱された砥石工具による熱加工と機械加工の複合加工を施す。
(もっと読む)
ガラス板加工装置及びその加工方法

【課題】搬送ベルトによって搬送されるガラス板の速度と、製造関連処理を実行するための加工具が搭載された移動体の速度との間に正確な同期を取ることで、ガラス板に製造関連処理を正確に施す。
【解決手段】搬送ベルト2でガラス基板Gを搬送しながら、その搬送方向にガラス基板Gとともに砥石3を並走させてガラス基板Gに角取り加工を施す。この際、速度検出手段10によって搬送ベルト2のガラス板支持領域の速度を検出するとともに、砥石3が搭載された移動台車4の駆動モータ5による送り駆動速度を、速度検出手段10の検出結果に基づいて調整し、移動台車4および搬送ベルト2のガラス板支持領域を同期走行させる。
(もっと読む)
半導体基板の平坦化加工装置
【課題】 半導体基板裏面を高スループットで研削、研磨加工し、基板を薄肉化・平坦化することができる異物の付着が少ない半導体基板を製造する平坦化加工装置の提供。
【解決手段】 半導体基板のローディング/アンローディングステージ室11a、裏面研磨ステージ室11c、エッジ研削および裏面研削加工ステージ室11b内に各々の機械要素を収納した平坦化装置1であって、同時に2枚の基板を研磨加工する裏面研磨ステージ70のスループット時間を1枚の基板を研削加工する裏面研削加工ステージ20のスループット時間の約2倍に設計した平坦化加工装置1。
(もっと読む)
圧縮造粒法による造粒品のバリ取り装置及びバリの無い造粒品の製造方法
【課題】 除去しようとするブリケット造粒品の硬さが、転動方式では変形しない程度に硬い場合に有効な、バリ取り装置と、そのバリ取り装置を使用したバリの無い造粒品の製造方法を提供する。
【解決手段】
一端を造粒品を投入する投入口とし、他端を端面で絞った排出口とする円筒ケースと、該円筒ケースの内部に該円筒ケースと同軸となるように設けたスクリューと、からなるバリ取り装置であって、該スクリューの外周と前記円筒ケースの内壁の間に空洞を設けたことを特徴とする。円筒ケースの排出口を絞りスクリュー外周部と円筒ケース内壁との間に空洞を設けることにより、スクリュー外周部付近の造粒品の移動速度より円筒ケース内壁付近の造粒品の移動速度が遅くなり、スクリュー軸方向のせん断力及びスクリュー回転方向のせん断力が働き、造粒品同士が擦れ合う作用が発生する。
(もっと読む)
眼鏡レンズの製造方法
【課題】仕上がり精度を向上させること。
【解決手段】セミフィニッシュレンズを加工して眼鏡レンズ本体を形成する加工工程と、眼鏡レンズ本体のレンズ面の幾何中心を回転中心として眼鏡レンズ本体を回転させつつ、レンズ面を研磨する研磨工程とを含む。
(もっと読む)
ころの製造方法
【課題】円錐ころ又は凸面ころ用のワークに施すころ端面の研削加工の能率をよくし、かつ十分な精度に実施できるワークの対象範囲を広げる。
【解決手段】ワーク1を5軸制御マシニングセンタの主軸台11に備わる引き込み式のメカニカルチャック13の爪14で固定し、ヤトイ15でワーク1の見掛け上の外径を大きくし、爪14のクランプ面14a、ヤトイ15の受け面15aを機上成形し、主軸12に切削工具16を自動工具交換機で装着し、ワーク1をC軸回りに回転させてワーク1の加工側端部を研削加工の目標形状である球面Sに近付ける旋削を切削工具16で行い、主軸12に砥石17を自動工具交換機で装着し、ワーク1に対する砥石17の位置・姿勢を研削加工に応じた所定の傾き角α及びオフセット量e等の関係に5軸制御でセットし、Z軸送りにより砥石17を切込むことにより球面Sに研削するようにした。
(もっと読む)
半導体ウェハの製造方法
【課題】半導体ウェハの良好な幾何学的形状のみならず良好なナノトポグラフィも達成し、且つ450mmのウェハにも適している、半導体ウェハを製造するための新規の処理シーケンスを提供する。
【解決手段】規定の順序において:(a)単結晶からスライスされた半導体ウェハを同時に両面で材料除去する加工工程;(b)アルカリ性媒体による該半導体ウェハの両面の処理工程;(c)該半導体ウェハの前面及び裏面の研削工程;(d)0.1〜1.0μmの平均粒径を有する砥粒を含有する研磨パッドによる半導体ウェハの両面の研磨工程;(e)砥粒を含有する研磨剤の供給下での、砥粒を含有しない一次研磨パッドによる該半導体ウェハの前面の研磨工程;(f)該前面の化学機械的研磨(CMP)工程
を有する、半導体ウェハの製造法によって達成される。
(もっと読む)
シリコンインゴットの面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】角柱状インゴットの4隅Rコーナ部の円筒研削加工を1個の研削車9gで、角柱状インゴットの4側平面の面取りを一対の粗研削砥石10g,10gで同期制御研削加工行ったのち、その面取り面4面を一対の精密仕上げ研削砥石11g,11gで同期制御研削加工して面取りを完成させるインゴットの面取り加工装置1。
(もっと読む)
研削装置における内径形状加工制御方法及び研削装置
【課題】簡易な構成で、種々の内径形状の加工を可能とする。
【解決手段】
砥石24〜26を回転自在に設ける一方、砥石24〜26の軸線方向に対して直交する方向に往復動可能に第1のスライド部101を設けると共に、第1のスライド部101の往復動方向に対して直交する方向に往復動可能に第2のスライド部102を第1のスライド部101上に設け、第2のスライド部102上にワークを取り付け、第2のスライド部102に砥石24〜26の軸線方向における往復動を与えると同時に、第1のスライド部101には、ワークに内径一定の貫通孔の形成の際に必要な前記砥石の軸線方向に対して直交する方向における移動に、先の貫通孔の形状を所望の形状とするに必要な移動を重畳して与えて、ワークに対する内径形状加工を可能としてなるものである。
(もっと読む)
ウエーハの加工方法
【課題】環状補強部に発生する欠けを減少させ、エッチング液等の処理液を効率良くウエハ外に排出可能なウエハの加工方法を提供する。
【解決手段】複数のデバイスが形成されたデバイス領域とデバイス領域を囲繞する外周余剰領域とを表面に備えたウエハを加工する方法であって、外周テーパ面29を有する切削ブレード28をデバイス領域の外周縁に対応した裏面側の対応位置にテーパ面29を外周余剰領域側に向けて位置付け、チャックテーブル18を回転させつつ切削ブレード28を切り込ませて環状溝を形成し、裏面側外周部全体にわたり環状内周面が裏面側から表面側にいくにつれて半径方向内側に傾斜したテーパ面となっている環状外周補強部を形成する工程と、テーパ付外周補強部形成工程で切削した環状溝の底部と少なくとも同じ深さに達するまで研削し、テーパ面を有する環状外周補強部に囲繞された裏面領域に円形凹部を形成するウエハ研削工程とを含んでいる。
(もっと読む)
平板ディスプレイパネルの研磨方法
【課題】パネルの流れに従った各工程を効率的に配置することによって工程のタクトタイムを著しく短縮させることができる平板ディスプレイパネルの研磨方法を提供する。
【解決手段】パネルを第1のピッカーで吸着し、前記第1のピッカーが前記パネルを吸着した状態で前記パネルを整列し、前記パネルをテーブルに載置し、前記パネルの両側短辺(又は長辺)を研磨し、前記テーブルを90゜回転させ、前記パネルの両側長辺(又は短辺)を研磨し、前記パネルをアンローディングすることを含む平板ディスプレイパネルの研磨方法を構成する。
(もっと読む)
光ファイバコネクタの研磨方法
【課題】簡便で、精度の高いMT型フェルールを提供する。
【解決手段】フェルール保持治具にラッピングフィルム57の研磨面及び穴60,61を有する研磨機62で、突き合せ面及び位置合わせピン53,54を有するフェルール51を含む光ファイバコネクタを研磨する方法であって、前記研磨機62に前記フェルール51を載置すること、位置合わせピン53,54を適正な位置合わせのための基準として用い、前記位置合わせピン53,54を前記フェルール保持治具の穴60,61に押し込むこと、前記フェルール51を前記フェルール保持治具に締結固定すること、制御された力により前記研磨面に前記フェルール51を押し当てる。
(もっと読む)
研削装置及び研削方法並びに薄板状部材の製造方法
【課題】本発明は、携帯電話などの携帯端末の表示画面に用いられる薄板ガラスの端面研削を行う際に、カメラの撮影データを利用して研削加工を行うことで、精度よく加工しつつも、薄板ガラスの表面に目印等を設けずに、研削加工を行うことができる研削装置を提供することを目的とする。
【解決手段】S4で、基準ピンの位置から加工ステージの機械原点を算出する。S5で、実ワークのデータから、実ワークの外形の重心位置と、穴部の重心位置とを算出する。その後、S6で、実ワークの重心位置(外形の重心位置と穴部の重心位置)とモデルの重心位置(外形の重心位置と穴部の重心位置)とを一致させる。そして、S7で、加工ステージの機械原点と実ワークの重心位置とを比較して、機械原点とのズレ量(横方向のズレ量X、縦方向のズレ量Y、回転方向のズレ量θ)を演算する。また、実ワークWiとモデルWmとを比較して、外形差により削り込み量Δwも演算する。
(もっと読む)
ウエーハの加工方法
【課題】ウエハの表面側外周縁に欠けを生ずることなく又外周にナイフエッジを形成することなく所定の厚みに形成することができるウエハの加工方法の提供。
【解決手段】表面に複数のデバイスが形成されたデバイス領域220と、デバイス領域を囲繞する外周余剰領域230とを有し、外周端部に面取り部231が形成されたウエハを所定の厚みに形成する加工方法であって、ウエハの表面に保護テープTを貼着する工程と、ウエハの保護テープ側を回転可能なチャックテーブルに保持し、ウエハの外周余剰領域に回転する切削ブレード321を位置付け、チャックテーブルを回転させて切削することで、面取り部を分離する工程と、ウエハの裏面を研削して所定の厚みに形成する裏面研削工程を含み、面取り部分離工程は、外周余剰領域の幅より小さい値の厚みに設定された切削ブレードを外周余剰領域における面取り部とデバイス領域の間に位置付けて実施する。
(もっと読む)
研削及びバリ取り用研削盤と、研削及びバリ取りの方法
本発明は、工作物(20、22、48、60)、特にカム(48、60)、を研削するための研削盤に関する。該研削盤は、機械ベッド(12)と、砥石(58、36、36’)の回転軸に略平行に延びる研削領域(74)と、砥石(58、36、36’)の回転軸に平行に延びていない少なくとも1つの断面(70、72)とを備えた輪郭を有する砥石(58、36、36’)と、少なくとも1つの前記砥石(58、36、36’)が配置されており、機械ベッド(12)の上に移動可能に配置される、研削スピンドル(28、28’)と、研削加工を制御するための制御ユニット(96)とを備え、該制御ユニット(96)が、工作物(20、22、48、60)の研削中または研削後の、特に、工作物(20、22、48、60)の研削の終わり頃の工作物(20、22、48、60)の長手軸(24)の方向での工作物(20、22、48、60)の端部(76’、76’’)の位置情報を用いて、工作物(20、22、48、60)の端部(76’、76’’)を砥石(58、36、36’)の少なくとも1つの断面(70、72)により相次いでバリ取りまたは面取りするように構成されている。また、本発明は、このタイプの研削盤を用いて、工作物(20、48、60)、具体的にはカム(48、60)、をホルダ(54)上で研削するための方法に関する。  (もっと読む)
(もっと読む)
動力伝達チェーン用ピンの製造方法
【課題】 治具セッティングの工数を削減し、研削時間を短縮することができる動力伝達チェーン用ピンの製造方法を提供する。
【解決手段】 動力伝達チェーン用ピンの製造方法は、圧入を容易とするための第1ガイド面L1,L2をピン14の両端部の一側に、圧入を容易とするための第2ガイド面U1,U2をピン14の両端部の他側に連続して形成するガイド面研削工程を有している。ガイド面研削工程は、第1ガイド面を研削する第1砥石32と第2ガイド面を同時に研削する第2砥石32とを使用し、まず、第1および第2砥石の回転軸同士をつなぐ線に対してピン軸方向が直交するように未研削ピン14Aを保持して、その両端部に第1ガイド面を同時に研削し、次いで、第1ガイド面研削済みピン14Bをこの状態のまま第2砥石側に移動させ、次いで、第1ガイド面研削済みピンを第2砥石に対向させてその両端部に第2ガイド面を同時に研削するものである。
(もっと読む)
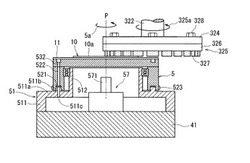
グリーンボールの研磨装置
【課題】研磨効率の低下を抑制し、効率よくグリーンボールの研磨を実施することが可能なグリーンボールの研磨装置を提供する。
【解決手段】
研磨装置1は、第1の面11を有する第1定盤10と、第1の面11に対向し、第2の面21を有するとともに、第2の面21に交差する方向に突出する保持部22を有する第2定盤20とを備えている。第1の面11は、グリーンボール91を研磨する研磨面となっている。また、グリーンボールの研磨装置1は、研磨により生じた研磨粉を上記研磨面から除去する吸引部材40をさらに備えている。グリーンボール91は第1の面11と第2の面21との間において挟持される。そして、第1定盤10および第2定盤20は、それぞれ軸αおよび軸β周りに回転することによってグリーンボール91を公転および自転させる。
(もっと読む)
ウエーハの加工方法
【課題】環状凸部に発生する欠けを減少させるとともにエッチング液やレジスト液等の処理液を効率良くウエーハ外に排出可能なウエーハの加工方法を提供する。
【解決手段】デバイス領域と該デバイス領域を囲繞する外周余剰領域とを表面に備えたウエーハ11を加工する方法であって、ウエーハ11のデバイス領域に相当する領域を研削して裏面に円形凹部56を形成するとともに円形凹部56を囲繞する環状凸部58を形成するウエーハ研削ステップと、回転軸86に対して直交する第1面と第2面とを有し、第1面の外周に、傾斜するテーパ面89が形成された切削ブレード88を回転させつつ環状凸部の内周縁にテーパ面89を位置づけるとともに、切削ブレード88と保持手段とを相対移動させて切削ブレード88を環状凸部に切り込ませることにより、環状凸部の内周縁に切削ブレードのテーパ面89に倣った傾斜面を形成する環状凸部切削ステップとを含んでいる。
(もっと読む)
ウエーハの加工方法
【課題】 環状凸部に発生する欠けを減少させるとともにエッチング液やレジスト液等の処理液を効率良くウエーハ外に排出可能なウエーハの加工方法を提供することである。
【解決手段】 複数のデバイスが形成されたデバイス領域と該デバイス領域を囲繞する外周余剰領域とを表面に備えたウエーハを加工するウエーハの加工方法であって、ウエーハのデバイス領域に相当する領域を研削して裏面に円形凹部を形成するとともに円形凹部を囲繞する環状凸部を形成するウエーハ研削ステップと、保持面と平行な回転軸を備えた切削ブレードを回転させつつウエーハを保持する保持手段を回転させるとともに、該保持手段と切削ブレードとを相対移動させて環状凸部を切削し、環状凸部の上面内周側から円形凹部のウエーハ中心方向に向かって傾斜する傾斜面を形成する環状凸部切削ステップとを含んでいる。
(もっと読む)
非真円形状の加工方法
【課題】非真円形状の研削加工において、加工精度を安定させ、加工能率を向上させる。
【解決手段】回転軸線に垂直な断面の輪郭が非真円形状であるワークの外周面を研削するにあたり、NC工作機を用い、ワーク主軸の回転位相に合わせてワークと砥石の相対位置を制御しつつクリープフィード研削する。
(もっと読む)
81 - 100 / 279
[ Back to top ]