
Fターム[3C049AB01]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(ワーク) (1,672) | ワーク運動機構 (279)
Fターム[3C049AB01]に分類される特許
61 - 80 / 279
収容具の形成方法
【課題】正確な深さの円形凹部を形成可能な収容具の形成方法を提供する。
【解決手段】円形凹部15と該円形凹部15を囲繞する環状凸部17とを有する収容具を形成する方法であって、チャックテーブル36で円板状部材11を保持するステップと、円板状部材11に該円板状部材11の直径の略1/2の直径を有する研削砥石24を該円板状部材11の中心と外周の手前に当接させ、該チャックテーブル36と該研削砥石24とを回転させて該円板状部材11に円形凹部15を形成するとともに該円形凹部15を囲繞する環状凸部17を形成する研削ステップとを具備し、第1高さ位置検出手段44で加工領域の高さ位置を第1高さ位置として検出するとともに、第2高さ位置検出手段46で該環状凸部17に対応する外周領域の高さ位置を第2高さ位置として検出し、該第2高さ位置から該第1高さ位置を減じた値が所定値に達した際に研削を終了する。
(もっと読む)
金属リング研削装置

【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
金属リングのブラシ研削方法及びその装置
【課題】研磨ブラシの偏磨耗の進行を抑制して研磨ブラシの寿命を延ばすことにより、長期間にわたって金属リングに高精度な研削加工を施すことができる金属リングのブラシ研削方法及びその装置を提供する。
【解決手段】金属リングWを保持する複数のリング保持手段5を回転させて金属リングWをその周方向に回転させ、研磨ブラシ2を回転している金属リングWの回転軌道を横切るように移動させて金属リングWの端縁を研削する。少なくとも一つのリング保持手段5に、金属リングWと同径の周壁部7aと板面部7bとを備えてそれらの外面に砥粒が設けられたドレッシング部材7を金属リングWに替えて保持させる。研削時に同時にドレッシング部材7により研磨ブラシ2の毛先を整える。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
シリコンブロックの面取加工方法及びその装置
【課題】シリコンブロックの連続回転、加工帯体の循回移送及びシリコンブロック又は加工帯体のシリコンブロックの回転軸線方向の移動の複合作用によってシリコンブロックの四つの角縁部を連続して、研削又は研磨加工してR面又はC面に面取加工を行うことができる。
【解決手段】シリコンブロックWの角縁部W1をR面又はC面に面取加工する装置であって、シリコンブロックを保持して連続回転させる保持回転部Aと、シリコンブロックの角縁部を研削又は研磨加工して面取加工を行う無端帯状の加工帯体Tをシリコンブロックの回転軸線Oに直交する方向Nに循回移送させる加工ヘッド部Bと、加工帯体をシリコンブロックの角縁部に圧接させる圧接機構部Cと、保持回転部又は加工ヘッド部をシリコンブロックの回転軸線方向に移動させる移動機構部Dとを備えてなる。
(もっと読む)
インゴットブロックの複合面取り加工装置および加工方法
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面および四側面を一対のカップホイール型粗研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型仕上げ研削砥石10g,10gでそのブロックの四隅R面および四側面を仕上げ研削加工する面取り加工して表面平滑度の優れた角柱状インゴットブロックを製造する複合面取り加工装置1。
(もっと読む)
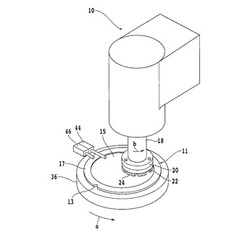
研磨装置
【課題】簡単な機構によりワークの形状ばらつきに追従して研磨加工を行う装置を提供する。
【解決手段】ワーク100を研磨する砥石42と、砥石42が取り付けられた砥石回転軸44と、砥石回転軸44を回転させる駆動部46と、砥石42を移動させるベース54,56とを備えた研磨装置10において、ベース54,56は、駆動部46が配設された第1ベース54と、砥石回転軸44が回転可能に配設され第1ベース54に対して砥石回転軸44に沿った方向へ移動可能に設けられた第2ベース56とを備え、砥石回転軸44の軸方向の移動を許容し、かつ、駆動部46から砥石回転軸44に対して回転力が伝達可能な動力伝達機構52が、駆動部46と砥石回転軸44との間に配設されていることを特徴とする。
(もっと読む)
磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は、平行度に優れる磁気記録媒体用ガラス基板の提供を目的とする。また、平行度に優れる磁気記録媒体用ガラス基板を高い生産性で研磨するガラス基板の研磨方法、および該研磨方法を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、磁気記録媒体用ガラス基板の両主平面を研磨する研磨工程において、ガラス基板の両主平面を同時に研磨したときの両面研磨装置の上定盤の内周端側で測定した表面温度tp1と外周端側で測定した表面温度tp2との差Δtp(tp1−tp2)の絶対値が3℃以下であることを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
ウェーハの面取り装置
【課題】複数の加工テーブルで並行してウェーハを面取り加工し、スループットを向上させるとともに、砥石の総数を抑えて装置全体のコストやサイズを低減させ、維持管理も容易であるウェーハの面取り装置を提供する。
【解決手段】ウェーハ1を戴置する複数の加工テーブル2と、上記ウェーハ1の周縁部を面取りするための複数種類の加工工程にそれぞれ対応した異なる加工特性を有する複数の砥石3、4、5、6と、上記各砥石3、4、5、6をそれぞれ上記加工テーブル2間で移動させる砥石移動手段とを有し、上記各砥石3、4、5、6が、それぞれ一つの加工テーブル2に接近してウェーハ1を面取り加工し、次いで他の加工テーブルに順次移動して加工することを繰り返すことにより、複数の上記ウェーハ1、…1を上記複数の砥石3、4、5、6が同時並行して面取りする。
(もっと読む)
ハードカバー書籍用研磨機
【課題】書籍・本の表裏紙等の装丁が書籍本体に比しやや大きく、肉厚で硬度がある、いわゆるハードカバー本における書籍本体の小口部、天地部等を研磨し、体裁を整える。
【解決手段】90度毎に間欠旋回する平面でほぼ正方形状の旋回テーブル12を備えた旋回搬送装置10と、研磨すべき書籍Bを各別にチャック保持し、解除するチャック部29を備えて旋回テーブル12の各辺に配装したチャック装置20と、旋回して送るようチャック保持した書籍Bの小口部を研磨する小口部研磨ブラシ91を備えた小口部研磨装置60と、旋回して送るようチャック保持した書籍Bの天地部を研磨する天部研磨ブラシ122、地部研磨ブラシ142それぞれを備えた天地部研磨装置100と、研磨終了後の書籍Bのチャック保持を解除し、排出する排出装置150とを備えて成る。
(もっと読む)
ソフトカバー書籍用研磨機
【課題】書籍・本の表裏紙の装丁が比較的に軟らかい、いわゆるソフトカバー本における小口部、天部、地部等を研磨し、体裁を整えるにつき、これを連続的に大量処理する。
【解決手段】投入口2と排出口5との間で隣接配置した研磨機構30の前方位置で間欠進退する搬送機構20によって平積み状の1処理群の書籍Bを間欠搬送する。搬送機構20の間欠停止時に搬送機構20上の書籍Bを、その未研磨部を研磨機構30側に向けて、搬送機構20の搬送方向に直交する方向に沿って順次に送り込み、研磨帯37にて擦過させ、その間、搬送機構20を後退させる。後退位置で待機している搬送機構20上の次段側位置に研磨後の書籍Bを戻し、搬送機構20を再び前進させる搬送中に書籍Bを転回させ、その転回後に書籍Bを次段側の研磨機構30に送り込むことを繰り返して、書籍Bの小口部、天部、地部を順次に研磨させる。
(もっと読む)
レンズ加工装置
【課題】ワークの大きさや形状等に制限を受けることなく、しかも機械サイズをコンパクトにすることが出来るレンズ加工装置を提供する。
【解決手段】ホイールヘッド7に円弧状の研削面を備えた砥石等の研削工具8を着脱可能に装着した少なくとも一軸以上のスピンドル9と、該スピンドル9と同一軸線上にレンズ素材Wを着脱可能に装着するワークホルダ10を備えた回転アダプター11a及び、ワーク軸11を保持するワーク軸ベース部材12とが設けられ、このレンズ加工室3a,3bの背面側には、前記ワーク軸ベース部材を旋回させると同時に左右に揺動運動させる旋回・揺動駆動装置及びワーク軸ベース部材を上下運動させる上下駆動装置とが設置される。レンズ加工装置1は、前記ワークホルダ10に装着したレンズ素材Wを研削面に対して揺動運動,旋回運動,上下運動をさせながら一定の押圧力で押圧させて所定の曲率の曲面加工を行うものである。
(もっと読む)
研削装置
【課題】球面等の曲面加工をより長期的に連続して精度良く行う。
【解決手段】研削装置は、ワーク28を保持するチャック26を備えた主軸と、加工ヘッド40と、これをワーク28に対して相対的に移動させる手段とを備える。加工ヘッド40は、一対のガイドローラ46と、これらガイドローラ46に掛け渡される研削ベルト48と、ガイドローラ46を介して研削ベルト48を駆動する(周方向に走行させる)駆動モータ52等を備え、研削ベルト48を走行させながら当該ベルト48のうちガイドローラ46に掛け渡された部分の外周面をワーク28に接触させて当該ワーク28を加工する。研削ベルト48は、外向きに凸となる断面円弧状の外周面を備えかつこの外周面上に結合材により砥粒が固定されたものである。
(もっと読む)
動力伝達チェーン用ピンの研削装置及び研削方法
【課題】より小さな曲率半径も、容易に実現可能な、動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】外周近傍に動力伝達チェーン用ピンの両端面を研削する一対の砥面を有する砥石3と、ピンを、砥石3の中心軸に平行な姿勢で保持して一対の砥面間に挿入するキャリア2と、キャリア2により研削上の最深位置までピンが挿入された状態において、当該ピンが砥石3の径方向に直交する仮想平面上で揺動するようにキャリア2ごとピンを揺動させる揺動機構10とを備えた構成とする。
(もっと読む)
円盤状ワークの面取装置
【課題】硬質脆性材料からなる円盤状ワークの外周角の面取装置に関し、面取面と表裏面との間の角に生ずるチッピングの発生を可及的に防止することにより、面取加工後の2次研削加工を省略できるようにする。
【解決手段】
鉛直方向の回転ワーク軸で保持された円盤状ワークの上面側及び下面側の外周角を摺擦するカップ状の上下の砥石と、上下の砥石を装着する上下の面取砥石軸と、砥石軸を回転駆動する砥石モータとを備えている。上下の砥石軸は、これに装着した上下の砥石の周縁が円盤状ワークの上下の面取面にそれぞれ一箇所で接触するように、ワーク軸の軸心と斜めに立体交差する方向で設けられている。砥石モータは、砥石と円盤状ワークとの接触箇所における上下の砥石の摺擦方向が共に円盤状ワークの内側から外側へと向かう方向となる回転方向にこれらの砥石を回転駆動している。
(もっと読む)
研磨加工方法
【課題】研磨工具の回転軸を通るスパイラル状の軌跡に沿って研磨工具を走査することにより、非球面形状の光学素子等を高精度で研磨する。
【解決手段】被加工物100の回転軸を通るスパイラル状の軌跡に沿って研磨ヘッド80の研磨工具を相対的に走査させて研磨を行うことで、被加工物100の表面を非球面形状に加工する。被加工物100の加工前の表面形状を測定し、目標形状に対する誤差形状を求めて、回転軸に対して対称な同心円上の第1の形状成分を抽出し、さらに誤差形状と第1の形状成分との差分をとることで、回転軸に非対称な第2の形状成分を抽出する。第1及び第2の形状成分をそれぞれ研磨除去するのに必要な第1及び第2の滞留時間分布を算出し、それぞれの運動プログラムによる別工程で研磨する。
(もっと読む)
超音波振動援用研削法及びその装置
【課題】
従来の超音波援用研削は、工作物側か工具側に超音波振動を1方向のみに付加するものが多い。その中で、加工面に垂直な方向に付加するものは加工力の低減効果が大きいが、加工面品位の向上における効果がほとんどない。これに対し、加工面上にある超音波振動はその効果が逆となる。そのため、加工面品位のよい加工と加工能率の高い加工を一つの工程で同時に実現するのが困難であった。
【解決手段】
加工物側か工具側に2次元(楕円)超音波振動を付加して、もしくは加工物側と工具側にそれぞれ1次元超音波振動を同時に付加して研削を行う加工法とそれを実現するための装置である。従来の超音波援用研削法と比べ品質のよい加工面と低い加工力を同時に得ることが可能である。
(もっと読む)
研削装置及び研削方法
【課題】超半球凹面を簡易に形成するための研削装置及び研削方法を提供すること。
【解決手段】揺動機構57が研削砥石部10を開口OPよりも内側に配置された揺動中心PCのまわりに回転させるので、被研削物WPにおいて半球凹面以上に深い超半球凹面SSの加工が容易になる。つまり、研削砥石部10の揺動中心PCは、凹の球面の曲率中心に対応するので、これが開口OPよりも内側に配置されるということは、曲率中心が開口OPよりも内側にある超半球凹面SSを研削加工できることを意味する。
(もっと読む)
研磨装置及び研磨方法
【課題】超半球凹面を簡易に研磨するための研磨装置及び研磨方法を提供すること。
【解決手段】揺動機構57が研磨皿部10を開口OPよりも内側すなわち−Z側に配置された揺動中心PCのまわりに揺動させるので、被研磨物WPにおいて半球凹面以上に深い超半球凹面SSの研磨が容易になる。つまり、研磨皿部10の揺動中心PCは、凹の球面の曲率中心に対応させるものであるので、これが開口OPよりも内側に配置されるということは、曲率中心が開口OPよりも内側にある超半球凹面SSを研磨できることを意味する。
(もっと読む)
光ファイバ先端加工装置、同方法及び研磨部材
【課題】単心光ファイバの前端面の損傷を抑制することができる新規な手段を提供する。
【解決手段】研磨部材25が、研磨作用を行う研磨部25aと、研磨作用を行わない保護部25bとを備える。駆動機構により、光ファイバFの先端が研磨部材の保護部25bに当接した状態で、光ファイバFが弾性的に変形させられ、その後、光ファイバFの先端の軸心が研磨部25aの表面と垂直でない状態で、光ファイバFの先端が研磨部25aに当接させられる。したがって、光ファイバFの前端面と研磨部25aとの当接が抑制され、前端面の損傷のおそれを抑制できる。
(もっと読む)
61 - 80 / 279
[ Back to top ]