
Fターム[3C049BB06]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御 (434) | プログラム制御(カムも含む) (93)
Fターム[3C049BB06]に分類される特許
1 - 20 / 93
加工装置および光学部材の製造方法
【課題】 形状精度の向上とうねり精度の向上の両立を可能とし、光学部材の表面を高精度に加工するための加工装置および光学部材の製造方法を提供する。
【解決手段】 研磨部材と被加工物との間に圧力を発生させて、前記研磨部材と前記被加工物とを相対的に移動させることにより被加工物を加工するための加工装置であって、
揺動運動を行う支持手段と、前記支持手段に回転自在に取り付けられた加工部と、を有し、前記加工部は、前記研磨部材と前記被加工物との間にそれぞれ異なる圧力を発生させるための複数の圧力発生手段を有する。
(もっと読む)
ワークの複合面取り加工装置およびそれを用いてワークの円筒研削加工およびオリフラ研削加工する方法

【課題】円筒状インゴットブロックの外周面を円筒研削加工およびオリフラ研削加工する際の生産時間を短くしたい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500と1台の円筒研削装置700を設け、n台の円筒研削装置500によるワークwの円筒
研削加工を、1台の円筒研削装置700でワークのオリフラ研削加工を同時平行になすこと
ができるように面取り加工プログラムを組むとともに、ワークの搬送ロボット200を付随
させた。
(もっと読む)
研削加工盤及び研削加工方法
【課題】ワークのセット替え並びに立ち上げに要する時間の短縮化を図ると共に、インプロセスゲージを使用しない場合であっても、不良品の発生を無くし、狙い寸法通りの良品を一発で研削加工することを可能にする研削加工技術を提供する。
【解決手段】ティーチング(当て込み)を実行し、その当て込み位置SXから所定の「試し研削量A」だけワーク2を研削した後、当該ワークの径を測定し、その測定結果に基づいて、仕上寸法となるまでに研削すべき残余量(残り研削量)を算出し、その「残り研削量R」だけ研削加工を実行する。
(もっと読む)
異形ワークの揺動研削方法、及び揺動型研削盤
【課題】
マスターワークを使用せずに、カム類を代表例とする断面非円形の異形ワークを研削可能にすることである。
【解決手段】
断面非円形の異形ワークW1 の回転軸心Cw1 が主軸Sの軸心C1 と同心となるように、ドッグ26で把持された当該異形ワークW1 を連続回転させながら、被研削面である外周面を研削する方法であって、前記異形ワークW1 の基準位置からの回転角度(θx)と、研削ユニットGUの揺動角度(θy)との関係を特定して異形ワークW1 の外周研削形状を定めた外周形状特定式〔θy=f1 (θx)〕を予め計算しておいて、前記外周形状特定式〔θy=f1 (θx)〕に基づいて、揺動軸心C0 を中心にして研削ユニットGUを揺動させながら、前記異形ワークW1 を連続回転させて、その外周面を当該外周形状特定式〔θy=f1 (θx)〕で特定された形状に研削する。
(もっと読む)
平板状ワークの周縁加工装置
【課題】平板状ワークの周縁加工において、ワーク毎に固有の加工誤差を含む総ての加工誤差を低減する。
【解決手段】主軸と、主軸の軸端に着脱されるワークホルダと、工具と、NC装置5とを備える。ワークホルダは、加工するワークの形状寸法に応じた平面形状のものを装着する。NC装置は、装着されるワークホルダ毎に個別に設定される偏倚量αと偏倚角θ0を用い、主軸1の基準位相からの回転角をθとして、Δx=α×cos(θ−θ0)で演算される補正値Δxを演算し、当該Δxで辺加工手段の移動位置の指令値xを補正する
(もっと読む)
ルータ加工方法、コンピュータプログラム、ルータ加工装置、プリント配線基板
【課題】プリント配線基板の位置決め凹穴が形成されている縁部を研削加工する場合でもバリが発生しないルータ加工装置を提供する。
【解決手段】プリント配線基板PBを研削加工するときに、位置決め凹穴UOから右側の縁部MPを研削加工するルータビット110を右側に移動させるとともに外面が右側に変位する方向に回転させ、位置決め凹穴UOから左側の縁部MPを研削加工するルータビット110を左側に移動させるとともに外面が左側に変位する方向に回転させる。このため、位置決め凹穴UOから右側と左側との縁部MPは、位置決め凹穴UOを拡張する方向に研削されるので、縁部MPから位置決め凹穴UOに突出するバリが発生することがない。
(もっと読む)
眼鏡レンズ加工機の制御用端末機、眼鏡レンズ加工システム、プログラム及び方法
【課題】種々の条件を考慮し、様々な目的を各注文データにそれぞれ適した状態で果たすことが可能である多目的な偏心加工を実行可能な眼鏡レンズ加工システムを提供する。
【解決手段】眼鏡レンズ加工システム1にあって、セミフィニッシュトレンズの少なくとも一方の面を加工することで、玉型形状データのレイアウトを加味した状態で眼鏡レンズ用の丸レンズを形成する加工機についての制御を行う制御用端末機5を備えており、当該制御用端末機5は、前記玉型形状データ及びアイポイントを含む注文データを受信可能であり、前記セミフィニッシュトレンズの幾何中心から当該アイポイントをずらして偏心をさせた状態で、前記注文データに応じた前記セミフィニッシュトレンズの面に関する加工データを算出可能であり、前記アイポイントの偏心位置について、複数設定された条件上最も有利なものを選択する。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
研磨加工方法
【課題】研磨工具の回転軸を通るスパイラル状の軌跡に沿って研磨工具を走査することにより、非球面形状の光学素子等を高精度で研磨する。
【解決手段】被加工物100の回転軸を通るスパイラル状の軌跡に沿って研磨ヘッド80の研磨工具を相対的に走査させて研磨を行うことで、被加工物100の表面を非球面形状に加工する。被加工物100の加工前の表面形状を測定し、目標形状に対する誤差形状を求めて、回転軸に対して対称な同心円上の第1の形状成分を抽出し、さらに誤差形状と第1の形状成分との差分をとることで、回転軸に非対称な第2の形状成分を抽出する。第1及び第2の形状成分をそれぞれ研磨除去するのに必要な第1及び第2の滞留時間分布を算出し、それぞれの運動プログラムによる別工程で研磨する。
(もっと読む)
研削方法および研削盤
【課題】研削抵抗増加により低い研削能率で研削するツルーイング後研削を短縮する研削方法および研削盤。
【解決手段】複数の砥石車71、72を用いて、複数の被研削部を研削する研削方法および研削盤において、
ツルーイング後研削工程を、複数の砥石車の一部を用いて前記複数の被研削個所の一部を研削する工程を前記複数の砥石車の全てが使用されるように複数回組み合せて実行し、その研削能率を複数の被研削部を同時に研削した場合より大きくして研削する。研削能率を大きくすることでボンド除去効率を高くし、より少ない工作物研削本数で所定の砥粒突出し量を達成し、定常研削に移行する。
(もっと読む)
自動面取り加工装置
【課題】複数の種類を有するワークの面取り加工の自動化を効率良くかつ有効に実現する。
【解決手段】加工データ作成装置(10)は、第1撮像装置(45)から出力されるワークWの画像データと照合して種類を判別するための照合用データを、設計データに基づいて加工データの一部として作成する照合用データ作成手段(12)と、設計データに基づいて面取り加工の際のワークに対する加工ツール(32)の相対移動データを、加工データの一部として作成する移動データ作成手段(13)と、を備える。制御装置(50)は、第1撮像装置(45)から出力されるワークWの画像データを、照合用データと照合して、加工ステージ(60)上に配置されたワークWの種類を判別するワーク判別手段(52)と、判別した種類に対応する相対移動データを加工データから抽出して、相対移動データとワークWの画像データから求まるワークWの位置とに基づいてワークWの面取り加工工程を決定する加工工程決定手段(53)と、を備える。
(もっと読む)
眼鏡レンズ加工装置
【課題】 レンズに「位置ずれ」が発生した場合にも、レンズが使用できなくなる可能性を低減できる装置を提供する。
【解決手段】 レンズに位置ずれ検出マーカを形成するマーカ形成部と、マーカの位置を検知するマーカ検知部と、玉型に基づいて回転ずれ検出用のマーカの形成位置を決定し、マーカ形成部を制御するマーカ形成制御手段であって、マーカを玉型より外側の近傍位置とするマーカ形成制御手段と、回転ずれが所定角度まで発生した場合にもずれを補正した加工を可能とする粗加工軌跡を決定し加工を行う加工制御手段であって、チャック中心を基準に玉型及びマーカを所定角度まで回転させた過程を含む領域に基づいて粗加工軌跡を決定する加工制御手段と、粗加工後にマーカ検知手段を動作させて検知されたマーカ位置と形成位置とに基づき回転ずれを検出する位置ずれ検出手段を備える。
(もっと読む)
ウエーハの加工方法
【課題】 環状凸部に発生する欠けを減少させるとともにエッチング液やレジスト液等の処理液を効率良くウエーハ外に排出可能なウエーハの加工方法を提供することである。
【解決手段】 複数のデバイスが形成されたデバイス領域と該デバイス領域を囲繞する外周余剰領域とを表面に備えたウエーハを加工するウエーハの加工方法であって、ウエーハのデバイス領域に相当する領域を研削して裏面に円形凹部を形成するとともに円形凹部を囲繞する環状凸部を形成するウエーハ研削ステップと、保持面と平行な回転軸を備えた切削ブレードを回転させつつウエーハを保持する保持手段を回転させるとともに、該保持手段と切削ブレードとを相対移動させて環状凸部を切削し、環状凸部の上面内周側から円形凹部のウエーハ中心方向に向かって傾斜する傾斜面を形成する環状凸部切削ステップとを含んでいる。
(もっと読む)
非真円形状の加工方法
【課題】非真円形状の研削加工において、加工精度を安定させ、加工能率を向上させる。
【解決手段】回転軸線に垂直な断面の輪郭が非真円形状であるワークの外周面を研削するにあたり、NC工作機を用い、ワーク主軸の回転位相に合わせてワークと砥石の相対位置を制御しつつクリープフィード研削する。
(もっと読む)
研磨方法
【課題】被加工物の表面形状がコーナー部と平坦部を持つ場合であってもその全面を安定して研磨可能とする。
【解決手段】回転軸心Aを中心として回転する被加工物18の研磨方法において、回転軸心Cの一端に固定された円盤形状の研磨工具20を用い、その研磨工具20の外周端縁Qを被加工物18の表面に当接させて研磨する。
(もっと読む)
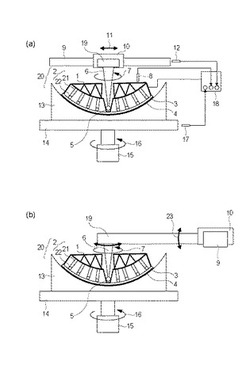
研磨加工方法および研磨加工装置
【課題】被加工物の形状精度を向上させることが可能な研磨加工技術を提供する。
【解決手段】自転する回転軸対称形状のワーク18の子午線18b上を、加工作用部5aが球状のポリッシャ5を自転させながら相対的に走査させて行う研磨加工方法であって、ポリッシャ5の走査方向と直交する面内での、ワーク18の加工点18cにおける法線18dと、ポリッシャ5の回転軸5bとのなす角度θを、ワーク18の外周部から中心に向かうにつれて漸減させながら研磨加工を行うことで、子午線18b上の相対走査速度を変化させることなく、ワーク18の中心と周辺部とで均一な除去量による研磨加工を実現する。
(もっと読む)
研磨装置の動作レシピの作成方法
【課題】研磨ヘッドの動作を決定するパラメータの数値入力に要する時間および労力を低減することができる研磨装置の動作レシピの作成方法を提供する。
【解決手段】研磨装置は、研磨テープ23を用いて基板Wの周縁部を研磨する複数の研磨ヘッド30A〜30Dと複数の研磨ヘッド30A〜30Dの動作を制御する動作制御部69とを備える。研磨装置の動作レシピは、研磨ヘッドの動作を決定する複数のパラメータを動作制御部69に記憶し、複数のパラメータから構成される少なくとも1つの研磨ヘッドレシピを動作制御部69内に生成し、複数の研磨ヘッド30A〜30Dを研磨ヘッドレシピに関連付けることによって生成する。
(もっと読む)
ウェーハの面取り加工方法
【課題】従来のウェーハの面取り加工では、ウェーハ一周の面取り形状(断面形状)が均一であるが、ウェーハ製造の後工程処理方法では均一な面取り形状が円周位置ごとに変化してしまうことから、ウェーハ製造の後工程処理に応じたウェーハ面取り加工方法を提供することにある。
【解決手段】溝なし砥石をウェーハの周端部(エッジ)に接触させてウェーハを面取りする面取り加工方法であって、前記ウェーハと砥石をZ軸およびY軸方向に相対的に移動させてウェーハ全周で同一の断面形状を形成する移動軌跡を基準とし、
ウェーハ回転角度位置に応じてZ軸またはY軸のうち少なくとも1軸方向にウェーハと砥石の相対的位置を上記基準軌跡位置から変動させて加工する動作のために、圧電アクチュエータを使用して、ウェーハの回転角度位置に応じて異なる断面形状を形成することを特徴とするものである。
(もっと読む)
眼鏡レンズ加工装置
【課題】 補助レンズの周縁加工及び各パーツの取り付け穴に関する加工条件の設定を熟練者でなくても容易に行え、適切に加工可能にする。
【解決手段】 眼鏡レンズの加工終了後に補助レンズを加工する段階に移行する補助レンズ加工モードを選択するモード選択手段と、玉型データ及び玉型間距離データを入力するデータ入力手段と、眼鏡レンズ側の穴データを設定する手段と、補助レンズ加工モードが選択されているときに、眼鏡レンズの玉型データに基づいて補助レンズ側の玉型データを設定し、眼鏡レンズの穴データに基づいて補助レンズ側の穴データを設定する加工条件設定手段と、玉型データに基づいて補助レンズの周縁を加工し、穴データに基づいて補助レンズに穴を加工する加工手段と、を備える。
(もっと読む)
板ガラス加工装置
【課題】レンズや板ガラスなどの光学部品であるワークの外周を連続的に研削加工することができるようにする。
【解決手段】レンズや板ガラスなどの光学部品であるワークWの外周を研削加工する光学部品加工装置10において、回転駆動される研削砥石30を進退制御する砥石支持装置20と、ワークWを把持し、研削砥石30を臨ませて回転制御するワーク支持装置50とを備え、ワーク支持装置50によるワークWの回転制御に同期して砥石支持装置20により研削砥石30が進退制御されることにより、研削砥石30で前記ワークWの外周を所定の形状に研削加工する。
(もっと読む)
1 - 20 / 93
[ Back to top ]