
Fターム[3C058AB09]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(ワーク) (2,440) | 治具を有するもの (215)
Fターム[3C058AB09]に分類される特許
61 - 80 / 215
研磨機、研磨機用キャリア及び研磨方法
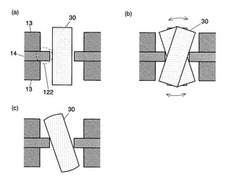
【課題】柱状のワークの端面を小さな曲率半径でも効率よく球面研磨することができる研磨機、研磨機用キャリア及び研磨方法を提供する。
【解決手段】内部に狭窄部122を有する貫通孔に柱状のワーク30が挿入された研磨機用キャリアを、一方が他方に対して回転するように駆動されている上下定盤の間で自転させながら定盤に対して移動させることにより、ワーク30を狭窄部122を支点として不規則に揺動させる。この揺動により、ワーク30の端面を満遍なく定盤と擦り合わせることができ、これにより端面を球面に研磨することができる。
(もっと読む)
プリプレグ、積層板及び被研磨物保持材
【課題】
従来のガラス織布を使用した被研磨物保持材用積層板では、保持材の周囲の歯に駆動歯車の歯を噛み合わせて、保持材を駆動させる強度はあるが、研磨時に発生するガラス繊維の欠け、研磨粉などによりシリコンウェハ、又は、ハードディスク表面に傷が発生しやすい硬度であった。
【解決手段】
強度及び被研磨物の傷発生を抑制する硬度を備えるため、ポリエチレンナフタレート繊維織布を基材にエポキシ樹脂ワニスを含浸させたプリプレグを表面層、又は、表面層及び中間層の全層に配置し加熱加圧成形した被研磨物保持材用積層板である。
(もっと読む)
工作機械

【課題】部品の組み付け/分解の機能を有すると共に、部品を組み付けた状態で加工できる工作機械を提供する。
【解決手段】第1主軸23及び第2主軸26を有する工作機械10において、シリンダーブロックW1に開口部を有するダミーヘッドW2をボルトにより組み付けると共にボルトを取り外すボルト用工具を、第1主軸23に取り付け、シリンダーブロックW1を研磨するホーニング用工具T2を、第2主軸27に取り付け、ボルト用工具を用いて、シリンダーブロックW1にダミーヘッドW2を組み付け、その後、第1主軸23に取り付ける工具を、シリンダーブロックW1を切削する切削用工具T1に交換し、切削用工具T1、ホーニング用工具T2を用いて、ダミーヘッドW2の開口部を通して、シリンダーブロックW1を加工する。
(もっと読む)
カラーフィルタ基板の研磨方法
【課題】オスカー型研磨機を用いガラス基板を研磨する際に、枠材の貼り付けを、空気を噛ませず、皺を作らず、作業性よく、且つ貼り付け精度を良好におこない、研磨するカラーフィルタ基板の研磨方法を提供する。
【解決手段】カラーフィルタ基板6の四辺端面を周囲から保持する枠材27Bとして、カラーフィルタ基板の四辺に対応させて4分割した枠材を用いること。4分割した枠材は、基板の四辺に沿うた平面視細長矩形状であること。4分割した枠材は、その各々に位置決め用の貫通穴8が設けられていること。4分割した枠材を、オスカー型研磨機に備えること。4分割した枠材の下面に、枠材と同一平面形状のバッキングシート68Aを貼り合わせたこと。
(もっと読む)
ワイヤソー及びワイヤソーシステム
【課題】ワーク上の被保持体を保持部材に対して大きくスライドさせることなく着脱することができて、着脱作業を容易に行うことができるワイヤソー及びワイヤソーシステムを提供する。
【解決手段】ワーク切断用のワイヤ26が巻回される複数本の加工用ローラ24,25を設ける。ワークWの上面に固定された被保持体33がスライド可能に吊下される保持部材34を設け、その保持部材34により被保持体33をワーク支持部材35の規制面に向かって引き上げて、その規制面において保持する。被保持体33のスライド方向が加工用ローラ24,25の軸線方向と交差する方向となるように、保持部材34を配置する。保持部材34の先端部には、被保持体33を保持部材34の基端側に向かってガイドするための導入ガイド部36aを設ける。
(もっと読む)
プリプレグ積層体及びこれを用いた研磨用キャリア材及びこれらの製造法
【課題】高い剛性を有して反りの発生が少なく、耐磨耗性の高いプリプレグ積層体およびこのプリプレグ積層体を用いた、被研磨物の表面や外周に傷が付きにくく、研磨時の寿命の長く経済的な研磨用キャリア材を提供すること。
【解決手段】熱硬化性樹脂を融入したガラス繊維織布プリプレグを、熱硬化性樹脂を融入したポリアリレート繊維織布プリプレグで挟持し、全体を圧着一体化してなるプリプレグ積層体を作成し、これを用いて研磨用キャリア材とする。
(もっと読む)
ウェーハ研磨装置及びウェーハ研磨方法
【課題】リテーナリングの摩耗量を高精度に管理することによって、リテーナリングの交換頻度の最適化を図ることができるCMP装置を提供する。
【解決手段】任意のタイミングにおけるウェーハWと研磨パッド7との当接位置と、研磨パッド7及びリテーナリング9の交換直後におけるウェーハWと研磨パッド7との当接位置との関係から研磨ヘッド3の移動距離を算出する。任意のタイミングにおけるドレッサ装置4と研磨パッド7との当接位置と、研磨パッド7の交換直後におけるドレッサ装置4と研磨パッド7との当接位置との関係からドレッサ装置4の移動距離を算出する。研磨パッド3及びドレッサ装置4の移動距離からリテーナリング10の摩耗量を算出する。
(もっと読む)
GaAs半導体ウェハの製造方法
【課題】添え台に起因するワイヤのぶれを原因とした線状の凹凸をなくし、ウェハ表面の凹凸形状を平滑化することができるGaAs半導体ウェハの製造方法を提供する。
【解決手段】GaAsの単結晶インゴット13を添え台14上に接着固定し、その単結晶インゴット13を走行するワイヤソー10に押し付けてスライスしてGaAs半導体ウェハWを製造する方法において、添え台14を、アルミナを主原料とし、且つその硬度がショアD硬さ32〜36の範囲となるものを選定し、その選定した添え台14上に単結晶インゴット13を接着固定し、ワイヤソー10で単結晶インゴット13の上部から切断すると共に下部を添え台14の一部を含めて切断して単結晶インゴット13をスライスする方法である。
(もっと読む)
リテーナリングおよびそれを備えた化学機械的研磨装置
【課題】リテーナリングが磨耗により溝が浅くなっても、ウエハの研磨に必要な研磨特性を、より長く維持できること。
【解決手段】リテーナリングのウエハ研磨面側に、ウエハ研磨面にスラリーを導入し、かつ研磨クズをウエハ研磨面から外に排出するための溝を有し、さらにこの溝が、その開口部から底部に至る間に、幅を大きくした幅広部分を有するリテーナリング。
(もっと読む)
研磨加工方法
【課題】研磨加工面側が積層構造に形成された研磨対象物を水平に研磨加工する。
【解決手段】研磨加工面1側に抵抗体13を有する複数のモニター12を、研磨対象物であるヘッドスライダ10の周囲に配置したワーク50を使用する。ワーク50を研磨加工した際の複数のモニター12それぞれの抵抗体13の抵抗値の変化により、ヘッドスライダ10の研磨加工面の傾きを確認しながらワーク50を研磨加工する。抵抗体13は金属層と絶縁層との積層構造を有している。
(もっと読む)
両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法
【課題】研磨布のクリープ変形によるウェーハの外周ダレの発生を抑制しつつ、研磨中においてウェーハを自転させることによって研磨面のテーパの発生を低減し、ウェーハの平坦度を向上することができる両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法を提供することを目的とする。
【解決手段】周縁に面取り部を有するウェーハの両面を研磨する両面研磨装置における両面研磨装置用キャリアであって、少なくとも、研磨布が貼付された上下定盤の間に配設され、研磨の際に上下定盤の間に挟まれるウェーハを保持するための保持孔が形成された一体成形物であり、保持孔の内周に凹状の溝を有し、凹溝に形成された上下のテーパ面とウェーハの面取り部とが断面点接触で接してウェーハが保持されるものである両面研磨装置用キャリア。
(もっと読む)
磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法
【課題】微細な遊離砥粒及び硬度の低い研磨パッドを用いて研磨を行う場合においても、良好な表面粗さを維持しつつ端部形状の悪化を改善すること。
【解決手段】本発明の磁気ディスク用ガラス基板の製造方法は、キャリア4から一部を露出させた状態で保持されたガラス基板5の主表面を研磨する研磨工程を含む磁気ディスク用ガラス基板の製造方法であって、ガラス基板5の外周近傍における研磨パッド1のキャリア4側への移動を規制した状態で当該研磨パッド1をガラス基板5の主表面に密着させ、キャリア4を回転させてガラス基板5の主表面を研磨することを特徴とする。
(もっと読む)
磁石固定治具及びこれを備える希土類磁石切断加工装置
【課題】希土類磁石のマルチ切断において、少量の研削液を効果的に切断加工点に供給し、高精度な切断を高速で行う。
【解決手段】薄板円板状又は薄板ドーナツ円板状の台板の外周縁部に砥石外周刃を備える切断砥石ブレードを回転軸にその軸方向に沿って所定の間隔で複数配列してなる希土類磁石を切断するためのマルチ切断砥石ブレード1により希土類磁石mを切断加工する際に、該希土類磁石mを固定するための磁石固定治具31であって、希土類磁石mをその切削方向に押圧して固定可能に対で構成され、それらの一方又は双方の表面に各々の切断砥石ブレードに対応する複数のガイド溝31aを各々の切断砥石ブレードの外周部を挿入可能に形成してなる磁石固定治具31。
【効果】希土類磁石のマルチ切断において、従来に比べて少量の研削液を効果的に切断加工点に供給し、高精度な切断を高速に行うことができる。
(もっと読む)
希土類磁石のマルチ切断加工方法
【課題】希土類磁石のマルチ切断において、従来に比べて少量の研削液を効果的に切断加工点に供給し、高精度な切断を高速に行う。
【解決手段】薄板円板状又は薄板ドーナツ円板状の台板の外周縁部に砥石外周刃を備える切断砥石ブレードを回転軸にその軸方向に沿って所定の間隔で複数配列し、一端側に研削液の導入口が形成され、他端側に各々の切断砥石ブレードに対応する複数のスリットが形成され、かつ各々のスリットに各々の切断砥石ブレードの外周部を挿入可能に構成された研削液供給ノズルを用い、各々の切断砥石ブレードの外周部を研削液供給ノズルの各々のスリットに挿入した状態で、研削液供給ノズルに導入口から研削液を導入して各々のスリットから研削液を噴出させながら切断砥石ブレードを回転させて切断する。
(もっと読む)
研削液供給ノズル及びこれを備える希土類磁石切断加工装置
【課題】希土類磁石のマルチ切断において、従来に比べて少量の研削液を効果的に切断加工点に供給し、高精度な切断を高速に行う。
【解決手段】薄板円板状又は薄板ドーナツ円板状の台板の外周縁部に砥石外周刃を備える切断砥石ブレードを回転軸にその軸方向に沿って所定の間隔で複数配列してなる希土類磁石を切断するためのマルチ切断砥石ブレードに研削液を供給するための研削液供給ノズル2であって、一端側に研削液の導入口が形成され、他端側に各々の切断砥石ブレードに対応する複数のスリット21が形成され、かつ各々のスリットに各々の切断砥石ブレードの外周部を挿入可能に構成されてなる研削液供給ノズル。
(もっと読む)
SiC単結晶基板の研磨方法
【課題】CMP工程中に加工変質層の有無を把握でき、CMP工程の継続か終了を容易に判断できるSiC単結晶基板の研磨方法を提供する
【解決手段】第1の不純物濃度を持つ第1の領域と前記第1の不純物濃度よりも大きい第2の不純物濃度を持つ第2の領域とを持つSiC単結晶から成るモニター基板と前記第1の不純物濃度と同一の不純物濃度を持つSiC単結晶基板とを共に機械研磨加工する機械研磨工程と、前記機械研磨工程を経た前記モニター基板と前記SiC単結晶基板とを共にCMP加工するCMP工程と、前記CMP工程を経た前記モニター基板の前記第1の領域と前記第2の領域との段差を測定する段差測定工程と、前記測定された段差が所定の範囲で有れば研磨終了と判断する研磨終了判定工程と、からなるSiC単結晶基板の研磨方法。
(もっと読む)
保持装置
【課題】研磨などによる加工精度を向上させることができる保持装置を提供する。
【解決手段】基板保持装置30は、基板を上面に載置保持する保持装置であって、上方へ開口された凹部32内に微細な粒状物質の集合体からなる基板支持粉体35を収容したベース部材31と、ベース部材31内に設けられて基板支持粉体35に振動を加える粉体振動部38とを備え、基板支持粉体35上に基板を載置した状態で、粉体振動部38により基板支持粉体35に振動を加えて前記粒状物質の配置構成を変化させることにより、基板の下面全体に基板支持粉体35を当接させて基板をベース部材31により保持するように構成される。
(もっと読む)
シリンダブロックの加工方法および加工用治具
【課題】シリンダブロックの形状のバラツキにかかわらず、シリンダボアに対する仕上げ加工によってシリンダボアに対してエンジン実働時に生じるボア変形を相殺するような変形を与えることができ、エンジン実働時におけるシリンダボアの真円度の低下を抑制することができるシリンダブロックの加工方法を提供する。
【解決手段】シリンダボア4に、シリンダボア4が非真円形状となる所定の変形を与えた状態で、シリンダボア4について所定の真円度を得るための仕上げ加工を行う加工方法において、シリンダブロック1に対して、シリンダボア4に所定の変形を与えるための荷重である変形荷重を付与するとともに、ボア壁面4aのボア径方向の変位量について、所定の変形に応じてあらかじめ設定される目標値と、前記変位量を検出することにより得られる検出値との比較による差に基づくフィードバック制御を行うことにより、前記変形荷重の大きさの調整量を制御する。
(もっと読む)
研磨ヘッドにおけるウェーハ回転安定化構造
【課題】研磨時にウェーハの裏面にゾーン押圧部を直接接触させて効果的な局所的押圧を行うとともに格別コスト高を招くことなくウェーハの回転を適正に平均化して、所望の残膜厚プロファイル制御を実行する研磨ヘッドにおけるウェーハ回転安定化構造を提供することを目的とする。
【解決手段】本発明は上記目的を達成するために、ウェーハの裏面に直接接触して局所的押圧を行うゾーン押圧部10A,10B,10Cを備えるとともに該ゾーン押圧部10A,10B,10Cにおけるウェーハ裏面への接触部にフッ素系樹脂のコーティングを施した研磨ヘッドにおけるウェーハ回転安定化構造を提供するものである。
(もっと読む)
サポートプレート
【課題】サポートプレートを用いて薄化した基板の厚さのばらつきを小さくするための技術を提供する。
【解決手段】薄化される基板3を支持するサポートプレート1であって、面内の厚さのばらつきが、5.0μm以下であるサポートプレート1を用いる。
(もっと読む)
61 - 80 / 215
[ Back to top ]