
Fターム[3C058AB09]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(ワーク) (2,440) | 治具を有するもの (215)
Fターム[3C058AB09]に分類される特許
21 - 40 / 215
被研磨体吸着治具及びガラス基板の製造方法及び磁気記録媒体用ガラス基板
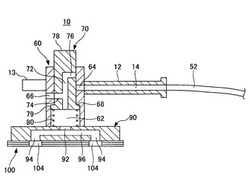
【課題】本発明はガラス基板を吸着する際の痕跡を減少させることを課題とする。
【解決手段】被研磨体吸着治具10は、シリンダ60と、操作部材70と、バネ部材80と、台座90と、吸着パッド100とを有する。操作部材70は、被押圧操作部78が押圧操作されていないとき、被押圧操作部78がバネ部材80のバネ力によりシリンダ60のシリンダ室62より上方に突出する上動位置(負圧停止位置)に保持されている。そして、操作部材70は、被押圧操作部78がバネ部材80のバネ力に抗して下方に押圧操作されると、第2の連通孔76が負圧導入孔64に連通され、吸着パッド100の吸着面に負圧を導入する。また、操作部材70の押圧操作が解除されると、バネ部材80のバネ力により上動して第1の連通孔74が大気導入孔66に連通される上動位置に復帰する。
(もっと読む)
加工方法

【課題】 一つの環状フレームの開口部内に粘着シートを介して複数の被加工物を装着して研削や研磨を実施する場合にも、全ての被加工物を所定の厚みへと薄化可能な加工方法を提供することである。
【解決手段】 環状フレームFに貼着された粘着テープTの中心に第1ウエーハ11を貼着し、複数の第2ウエーハ13をその周りに貼着したウエーハユニット15を形成する。チャックテーブル36の回転軸から第2ウエーハ13の最外周位置までの長さより大きい半径を有する研削ホイール22の外周縁が第1ウエーハ11の中心を通過するように、チャックテーブル36と研削ホイール22の位置関係を設定する。厚み測定器46で第1ウエーハ11の厚みを測定しながら第1及び第2ウエーハ11,13の研削を実施する。第1ウエーハ11の厚みが所定厚みへ達した際に研削送りを停止することにより、全てのウエーハ11,13を所定の厚みへと研削することができる。
(もっと読む)
被研磨体装填治具及び被研磨体の研磨方法及び磁気ディスク用ガラス基板の製造方法
【課題】本発明は複数の被研磨体を研磨装置のキャリアに効率良く装填することを課題とする。
【解決手段】被研磨体装填治具10は、第1の治具20の上面に第2の治具30を回動可能に重ね合わせてなる。第1の治具20は、第1の平面部22と、第1の平面部22の外周に結合された補強用リブ24とを有する。第1の平面部22は、被研磨体としてのガラス基板が通過するための複数の挿入孔40を有し、第2の治具30は、第2の平面部32にガラス基板が収納される複数の待機孔50を有する。第1の平面部22及び第2の平面部32は、中心を貫通する中心位置決め部60が設けられている。第1の平面部22及び第2の平面部32の中心位置をキャリア110の中心に位置合わせした後、挿入孔40の周方向の位置を研磨装置のキャリアの各保持孔の位置に合わせた後、各待機孔50を各挿入孔40に一致させるように第2の平面部32を周方向に回動させる。
(もっと読む)
シリンダブロックの加工用治具および加工方法
【課題】ボルト締結時にダミーヘッドが変形した場合でも、ビード部によるボアの周縁部への面圧を均一に加えることができるシリンダブロックの加工用治具および加工方法を提供する。
【解決手段】ダミーヘッド100のシリンダブロック200の上面への載置時、たとえばビード部130では、最厚部131が、隣接するボア201の同士の間の軸間部分に配置され、最薄部132が、その軸間部分から周方向に略90度離れて配置される。ダミーヘッド100のボルト締結時、本体110がボア201に向かう方向とは反対側に凸状に歪む。ビード部130の形状を本体110の変形を考慮した形状としているから、本体110の変形は、ビード部130の全ての部分131〜133がボア201の周縁部に当接した状態で行われる。
(もっと読む)
ガラス薄板の製造方法
【課題】平面度、平行度の良好なガラス薄板を、生産能率を低下させることなく製造することができるガラス薄板の製造方法を提供すること。
【解決手段】剛性基板の両面にそれぞれ吸着パッドを貼設して成るダミー板5を準備する準備工程と、ダミー板5の両面の吸着パッドにそれぞれガラス板6を吸着させて取り付ける取付け工程と、ダミー板5に取り付けた一対のガラス板6を、キャリヤ7のワーク保持孔71内で保持して両面研磨機の上定盤1と下定盤2との間に挟み、上定盤1及び下定盤2と一対のガラス板6とを相対移動させて各ガラス板6の定盤側の片面61を研磨する研磨工程と、片面を研磨した一対のガラス板6をダミー板5から取り外して一対のガラス薄板を得る取外し工程と、からガラス薄板の製造方法を構成した。
(もっと読む)
平行度確認治具
【課題】吸引保持パッドの吸着面とチャックテーブルの保持面との平行度が許容範囲であるか否かを容易に確認することができる平行度確認治具を提供する。
【解決手段】被加工物を保持する保持面を有するチャックテーブルと、チャックテーブルに保持された被加工物を加工する加工手段と、下面に被加工物を吸引保持する吸着面を有する吸引保持パッドを備えチャックテーブルに被加工物を搬入または搬出する搬送手段とを具備する加工装置における、吸引保持パッドの吸着面とチャックテーブルの保持面との平行度を確認する平行度確認治具あって、第1の厚みを有する第1の厚み確認部と第2の厚みを有する第2の厚み確認部とを具備し、第1の厚み確認部の第1の厚みは該吸引保持パッドを基準待機位置に位置付けた状態においてチャックテーブルの保持面と吸引保持パッドの吸着面との基準間隔に設定されており、第2の厚み確認部の第2の厚みは第1の厚みより僅かに厚い許容できる平行度の上限値に設定されている。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削効率を向上させる。
【解決手段】金属リング研削装置において、加工ヘッド220に研削ブラシ410を取り付けるための一端が開放した円筒状の内壁を有する取付け部214を設け、研削ブラシの結束部材412は、取付け部への嵌合に適した径を有する円柱状の嵌合部412bを結束部材の結束部412aの端面上において結束部と同軸上に有するものとし、加工ヘッドへの研削ブラシの取付けは、その結束部材の嵌合部を加工ヘッドの取付け部に嵌合させて行うようにし、結束部材の結束部の内径を結束部材の嵌合部の外径よりも大きくする。
(もっと読む)
金属リング研削装置
【課題】金属リング研削装置において、研削ブラシの偏磨耗を防止する。
【解決手段】金属リング研削装置において、加工ヘッド200により各研削ブラシ211を回転自在に保持し、各研削ブラシに、アイドルギア213aと固定ギア213bとを設け、各研削ブラシを、これらのギアの配置順が異なる第1及び第2の研削ブラシの2種類とし、第1及び第2の研削ブラシを交互に配置し、各第1研削ブラシのアイドルギアが、隣接する第2研削ブラシの固定ギアと噛み合い、各第1研削ブラシの固定ギアが、隣接する第2研削ブラシのアイドルギアと噛み合うようにする。
(もっと読む)
ワイヤソー装置およびワイヤソーによる切断加工方法
【課題】クーラント液の液圧の影響を排除することにより、加工面品位の向上や、割れおよび落下を防止することが可能なワイヤソー装置およびワイヤソーによる切断加工方法の提供。
【解決手段】走行するワイヤ3に対してクーラント液Cを掛けながら被削材Xを押し当てることにより被削材Xを切断していき、この切断された被削材Xを、クーラント液Cを受ける水槽5内に浸漬していくワイヤソー装置1であって、水槽5内に、ワイヤ3の走行方向に対して被削材Xの前方および後方に仕切壁8a,8bを備える。
(もっと読む)
ガラス基板積層体用ワークホルダ及びこのワークホルダを用いたガラス基板の製造方法及びこの製造方法で製造されたガラス基板及びこのワークホルダを用いた磁気記録媒体用ガラス基板の製造方法及び磁気記録媒体用ガラス基板
【課題】本発明はガラス基板積層体を保持する作業を効率良く行えると共に、ガラス基板積層体の研磨を高精度に行えることを課題とする。
【解決手段】ワークホルダ10は、下枠部20と、上枠部30と、側枠部40とを一体に結合させたホルダ本体50を有する。下枠部20と、上枠部30と、側枠部40とは、夫々ステンレス等の金属により形成されており、溶接により一体化される。下枠部20及び/又は上枠部30の機械加工は、溶接終了後に行う。また、ホルダ本体50の上部には、上側保持部60と、位置決め部70とが設けられている。上側保持部60は、ホルダ本体50の上枠部30に取付けられ、ホルダ本体50内に収納されたガラス基板積層体を保持する。位置決め部70は、上側保持部60に取り付けられると共に、センタリングシャフトの上端を保持する。
(もっと読む)
スライダ集合体の研磨用治具、研磨装置及び研磨方法
【課題】単純な構成で、スライダが長手方向に複数配列したスライダ集合体をスライダ集合体の長手方向に均一に研磨する。
【解決手段】スライダ集合体の研磨用治具50aは、スライダ集合体の被研磨面を研磨テーブルの研磨面に対向させて保持する保持面58と、被研磨面が研磨面に押し付けられる押圧荷重を受け入れる押圧荷重受け入れ部56と、長手方向に沿って設けられ、長手方向に沿ったスライダ集合体の各位置で押圧荷重を調整するための調整荷重を受け入れる複数の調整荷重受け入れ孔60a〜60gと、端部受け入れ孔60a,60gと、端部受け入れ孔に隣接する中間受け入れ孔60b,60fと、の間に各々設けられ、調整荷重受け入れ孔と保持面との間の高さに位置する、研磨用治具を厚さ方向に貫通する欠損部61a,61bと、を有している。
(もっと読む)
磁石固定治具、希土類磁石切断加工装置及び切断加工方法
【課題】希土類磁石の切断加工において、加工中及び切断終了直後の被切断物の横ずれを防止し、加工後の加工物の寸法精度を向上させることができる磁石固定治具、並びにこれを備える希土類磁石切断加工装置及び切断加工方法を提供する。
【解決手段】第1保持部11及び第2保持部12の上部が、各々先端部が内側を向いた鉤状に形成されており、希土類磁石を基台部10上に載置し、鉤状部121の先端部を希土類磁石の上部に当接させて、第1保持部11及び第2保持部12の下部を内方に押圧することにより、各々の櫛歯状の鉤状部121が希土類磁石を一方の先端部が他方の先端部より希土類磁石のより高い位置で押圧して基台部10上に固定するように構成されている磁石固定治具。
(もっと読む)
半導体ウェハの製造方法
【課題】半導体ウェハの良好な幾何学的形状のみならず良好なナノトポグラフィも達成し、且つ450mmのウェハにも適している、半導体ウェハを製造するための新規の処理シーケンスを提供する。
【解決手段】規定の順序において:(a)単結晶からスライスされた半導体ウェハを同時に両面で材料除去する加工工程;(b)アルカリ性媒体による該半導体ウェハの両面の処理工程;(c)該半導体ウェハの前面及び裏面の研削工程;(d)0.1〜1.0μmの平均粒径を有する砥粒を含有する研磨パッドによる半導体ウェハの両面の研磨工程;(e)砥粒を含有する研磨剤の供給下での、砥粒を含有しない一次研磨パッドによる該半導体ウェハの前面の研磨工程;(f)該前面の化学機械的研磨(CMP)工程
を有する、半導体ウェハの製造法によって達成される。
(もっと読む)
両面研削装置を用いたガラス基板の研削方法、及び該研削方法を用いたガラス基板の製造方法
【課題】本発明は、ガラス基板の研削加工に適した研削面を維持しながらガラス基板を研削加工する、生産性に優れたガラス基板の研削方法及び該研削方法を用いたガラス基板の製造方法の提供を目的とする。
【解決手段】板形状を有するガラス基板の形状付与工程と、前記ガラス基板を回転しながら主平面を研削する研削工程と、前記主平面の研磨工程と、前記ガラス基板の洗浄工程と、を有するガラス基板の製造方法において、前記研削工程はガラス基板の両主平面を同時に研削するものであり、両面研削装置の上定盤とキャリアとの相対回転方向と、下定盤とキャリアとの相対回転方向を所定の基準に従って決定することにより、生産性に優れたガラス基板の研削方法及びガラス基板の製造方法と板厚特性に優れたガラス基板を提供できる。
(もっと読む)
切断装置及び切断方法
【課題】ワーク切断時における樹脂のバリや剥離等の発生を抑制する切断装置及び切断方法を提供する。
【解決手段】
複数のLEDチップを実装したリードフレーム、該LEDチップを取り囲むように該リードフレームの上に成形された第1の樹脂、及び、該第1の樹脂より柔らかい性質を有し該LEDチップを封止する第2の樹脂を備えたワークを切断する切断装置であって、前記ワークを吸着保持する保持部と、前記保持部に吸着保持された前記ワークを切断する切断刃とを有し、前記保持部は、前記ワークを前記第2の樹脂側から真空吸着する吸着部、及び、該第2の樹脂を冷却する冷却部を備える。
(もっと読む)
研磨方法
【課題】研磨に用いる研磨布に対する損傷を抑制した状態で試料片を研磨をした後で、試料片を単独で取り扱えるようにする。
【解決手段】研磨布に基台101の被覆材103形成面を当接して研磨し、試料片102の上部の被覆材103を除去し、試料片102の研磨対象となる表面121を露出させる。引き続いて、被覆材103が除去されて露出した試料片102の表面121を、回転する研磨板に固定された研磨布に当接させ、試料片102の表面121を研磨する。
(もっと読む)
ウエハの洗浄方法
【課題】ワイヤソーで切断後のワークをウエハ間の隙間を維持した状態で洗浄工程に供し効率良くウエハの洗浄を行う。
【解決手段】切断後のワーク34のウエハ40間にワイヤ列を残した状態で、ワーク34の側面に沿って保持液ノズル70を進入させ、この保持液ノズル70から保持液36を噴射してワーク34の側面に保持液36を各ウエハ40間の隙間に介在させるように付着させてウエハ40間の隙間を保持液36により維持し、取り外されたワーク34をウエハ40側面と接触するブラシ部材45が設けられた下チャンバ76内に収納することにより、ウエハ40間の隙間にブラシ部材45を接触させてブラシ部材45を隙間に進入させ、この後、支持板30と貼付け台29とを剥離させ、続いて、洗浄液タンク54が接続された上チャンバ82を閉じて真空室を形成し減圧状態とした後、洗浄液83を真空室内に注ぎ込むことによりウエハを洗浄する。
(もっと読む)
ディスク材研磨装置、ディスク材研磨方法、ディスク材、および、磁気ディスク
【課題】複数のディスク材の位置を厳密に調整することなしに、それらディスク材をより適切に研磨する。
【解決手段】本発明は、複数のディスク材Dを互いに離して保持可能な保持部材112と、複数のディスク材Dを保持する保持部材112と、研磨メディアとを収容するバレル部材と、バレル部材を動かす装置とを備える、ディスク材研磨装置を提供する。この装置では、複数のディスク材Dを互いに離して保持部材112で保持する第1工程と、複数のディスク材Dを保持する保持部材112と、研磨メディアとをバレル部材内に収容する第2工程と、装置を駆動してバレル部材を動かす第3工程とを経ることで、ディスク材Dは研磨される。
(もっと読む)
ワイヤソー
【課題】 加工精度が高くかつ生産性の高いワイヤソーを提供すること。
【解決手段】カーボン系の材料からなるスライス台19の曲面側にシリコンインゴットを、エポキシ系接着剤を用いて接合する。そして、スライス台19の曲面側と対向する面に超音波振動子23である円板状の圧電セラミックを、エポキシ樹脂を用いて接合する。円板状の圧電セラミックは厚さ方向に分極してある。圧電セラミックの形状は3種類あり、圧電セラミックの円盤の拡がり振動モードの固有振動数は、約35KHz、約45KHz、約55KHzである。そしてワークプレート18をスライス台19にエポキシ系樹脂を用いて接合する。なお、3種類の圧電セラミックは、同数使用している。
(もっと読む)
六角軸ホルダ付き六角軸ドリル研磨用チャック及び六角軸ホルダ
【課題】六角軸ドリルの先端近傍部をチャック爪で挟持するとともに、該六角軸ドリル後部の六角軸部を前記六角軸ホルダで芯ブレなく支持し得る、六角軸ホルダ付き六角軸ドリル研磨用ドリルチャックと、これに用いられている六角軸ホルダとを提供すること。
【解決手段】六角軸ホルダ付き六角軸ドリル研磨用ドリルチャック1Aは、ドリルチャックである本体2と、六角軸ドリルホルダ12とからなり、前記六角軸ホルダ12は、六角軸ドリル20後部の六角軸部20aを芯ブレさせることなく挿通・保持させ得る、平面視における内壁が六角孔又は円形孔とされた筒体で構成され、六角軸ホルダ12は、本体2後部の軸心に沿う箇所に開設されている開孔11a(又は38a、38b)内に、その軸心を前記ドリルチャック1Aの軸心に合わせて、直接又は取付部材を介して、支持又は装着されている。
(もっと読む)
21 - 40 / 215
[ Back to top ]