
Fターム[3C060AA20]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 加工対象物(材質) (1,518) | その他 (373)
Fターム[3C060AA20]に分類される特許
201 - 220 / 373
シート製造装置

【課題】本発明は、排出路にパンチカスを確実に嵌挿させることができ、打ち抜かれたパンチカスが落下し、商品に混入してしまうことを防止することができるシート製造装置を提供することを課題とする。
【解決手段】ダイカットロール31に、打ち抜き部6を形成する打ち抜き形成用切断刃314を形成すると共に、打ち抜き形成用切断刃314によって打ち抜かれ、打ち抜き形成用切断刃314に食い込んだパンチカス7が嵌挿される排出路317が設け、ダイカット受けロール32の外周面に、打ち抜き形成用切断刃314がダイカット受けロール32との対向部に到達する同じタイミングで対向部に到達し、打ち抜き形成用切断刃314に接触することなく、打ち抜き形成用切断刃314内に嵌挿され、打ち抜き形成用切断刃314によって打ち抜かれたパンチカス7を排出路317に向けて押し込む押し込み突起323を突出させて設ける。
(もっと読む)
ダイカッターロール

【課題】従来技術(特願2006−270779号に係る発明)の、コストの低さ、切刃の交換作業の容易さ等の利点はそのままに、従来技術のダイカッターロールの押切刃と同程度の切刃耐久性を実現し得るダイカッターロールを提供する。
【解決手段】アンビルロール1と対をなし、そのアンビルロール1と平行に配置されるとともに、アンビルロール1とは逆方向に回転駆動されて、アンビルロール1の中心軸線と直交する方向に移送される連続包装物3をアンビルロール1との間に挟持して、その連続包装物3に、アンビルロール1の周面への押圧下で、所要の押切り加工を施す押切刃7を有するものであって、ロール本体4と、このロール本体4に、その軸線方向への延在姿勢で、着脱自在に取付けた柱状駒6と、柱状駒6の、円弧状の凸外表面に突設した押切刃7とで構成してなる。
(もっと読む)
グラファイト熱伝導片の加工方法。
【課題】 熱伝導効率を大幅に高め、折り曲げ箇所においてグラファイトの密度低下による熱伝導効率の低下が発生せず、挿入した放熱部材が安定するグラファイト熱伝導片の加工方法を提供する。
【解決手段】 一定の輪郭の外形を有するグラファイト熱伝導片の加工方法であって、
対応するオス型とメス型によってグラファイト熱伝導板材を挟み、押し圧して裁断し、
一定の輪郭の外形を有し、かつ第1の厚さを具えるグラファイト熱伝導片を形成するステップと、該オス型とメス型によって該グラファイト熱伝導片を継続して押し圧して、該第1の厚さから予め設定された第2の厚さにするとともに、該第2の厚さにした状態におけるグラファイトの密度を該第1の厚さの状態に比して高くするステップとを含む。
(もっと読む)
流れ作業方式製造ライン用分離装置
本発明は、連続製造工程によって得られた、ミネラルウールでできている絶縁材を一定の長さに分離する装置であって、a)材料の分離は、振り子の状態で吊るされ、別々に駆動される2枚の円形の鋸刃(6)によって行われ、b)鋸刃(6)の(1)懸架および(2)駆動の位置は、往復台(4)によって、材料が供給される方向に調整可能であり、c)(3)往復台の駆動、(2)鋸刃の駆動、振り子ユニット(14)の駆動、および運搬ベルト(15)の駆動は、サーボモーターによって行われ、d)運搬ベルト(15)は、偏向ユニット(12)によって、鋸刃(6)それぞれの領域に下ろされ、e)材料分離作業は、分離手段の切削機能および材料供給の進行速度に応じて、自動制御される装置に関する。本発明はまた、関連する方法、およびプログラムコードを記録するコンピュータ読み取り可能な記録媒体に関する。 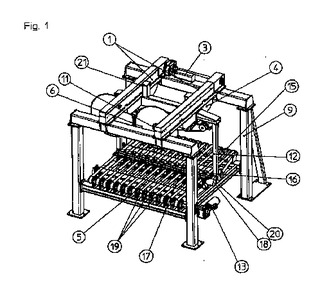 (もっと読む)
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
レール切断具
【課題】騒音、粉塵等を発生させることなく、より少ない労力で、かつ短時間で、アルミサッシ枠のレール等を切断可能としたレール切断具を提供すること。
【解決手段】レール等の一側面に当接する切断面301を有する切断部材3と、前記切断面301との間にレールが嵌合する挟持溝401を形成しつつ前記切断部材3における切断面301の一部に連設された、前記切断面301とともにレール等を挟持する挟持部材4と、を具備する本体部2と、前記切断部材3に、切断面301と略直交する方向に向けて連設されたハンドル5と、を具備したことを特徴としており、切断面301と挟持部4とでレール等を挟持した状態で、円弧を描くようにして、ハンドルを手前側に引き、あるいは前方側に押すことで、切断面301に面接触しているレールの部分の全体に剪断力を与え、当該部分をまとめて切断可能とした。
(もっと読む)
基材の切断加工方法
【課題】 本発明の課題は、切断中は切出片の浮き上がりを防止し、切断後は切出片の分離を容易に行える加工基材の切断加工方法を提供することにある。
【解決手段】 基材1の表面1A〜1Dを所定形状に切断し、切断された切出片7A,7Bを基材1から分離して製品を切り出す加工方法において、切出片7A,7Bの切断線L1,L2における製品形状に影響のない位置に、製品形状に影響のない形状で、切断加工中に基材1から切出片7A,7Bが浮き上がるのを防止する浮上防止部8を形成したものである。
(もっと読む)
シート打抜き装置
【課題】下部可動プラテンの上死点位置の調整を、過大な打抜き圧を発生させることなく、短時間で簡単にできるようにすることである。
【解決手段】トグル機構を支持するベース12の高さを調整する高さ調整手段15を、サーボモータ21の回転で一対の固定楔17と係合する可動楔19を進退させて高さを調整するものとし、トグル機構で下部可動プラテンを上下動させたときに、下部可動プラテンが切断刃の先端と接触するときの高さ調整手段15の基準点と、基準点に対する高さ変化量を、一方の可動楔19に連結したリニヤスケール23の検出出力から求め、この検出出力に基づいて、サーボモータ21の回転位置をコントローラ22で制御することにより、過大な打抜き圧を発生させることなく、下部可動プラテンの上死点位置を短時間で簡単に調整できるようにした。
(もっと読む)
分割用素材並びに分割体の製造方法
【課題】脆性材料の厚みが増した場合または厚さに比べ分割幅が狭い場合にも分割面に伝播不良を起こさせず、舌状のバリを形成させず、分割体同士の接触による欠損を起こさせない分割用素材並びに分割体の製造方法を提供することにある。
【解決手段】複数の分割体に分割するための分割溝4が分割予定部5に形成された板状又は短冊状の脆性材料から成る分割用素材1において、前記分割溝4は、分割用素材1の表面及び裏面の対向する位置に夫々形成され、これら表裏両面の分割溝4を接続するように該分割用素材1の側部にも形成されていることを特徴とする。
(もっと読む)
エントリーシート
【課題】エントリーシートの潤滑層の構成をガラス成分中に粒径がナノメートル級の超極微粒のダイヤモンドを混合したことにより、穿孔位置の精度化、穿孔面の平滑化による高品質を確保し、且つドリルの切刃の切れ味が低下するのを阻止し、ドリルの切刃が構成刃先となることを防止することを目的としている。
【解決手段】快削性を有する材料から成るベース板の少なくとも片面に、粒径がナノメートル級の高硬度の単球固体から成る潤滑体がアルコール、並びにケイ素を含む金属アルコキシド中に拡散された懸濁液を1〜10μmの膜厚に塗布して乾燥して成るガラス塗膜を形成したことを特徴とする。
(もっと読む)
電気泳動表示パネルの製造方法及び電気泳動表示パネル
【課題】母材から可撓性のある電気泳動表示パネルを分割する際に加わる応力を抑制した
、電気泳動表示パネルの製造方法、及び、電気泳動表示パネルを提供すること。
【解決手段】レーザヘッド39下面のレンズ40の真下には、母材13を位置させること
ができるようになっている。レンズ40は、YAGレーザのレーザ光Lを、レンズ40の
真下に位置された母材13上の分割線C1上の加工点に照射させる。レーザ光Lが照射さ
れた加工点は、レーザ光Lの照射によって熔解するとともに、その一部が拡散して、該加
工点には、レーザ光Lによって貫通穴が形成される。レーザ光Lが母材13上に連続する
加工点に順次照射されると、レーザ光Lは、それぞれの加工点を熔解及び拡散させて貫通
穴を形成して、最終的に母材13を分割線C1に沿って切断する。そして、母材13から
複数の電気泳動表示パネルを切り出すことができる。
(もっと読む)
衝突検知装置
本発明は、二以上の物体間の衝突を検知することのできる衝突検知装置に関する。前記衝突検知装置は、変形可能な部材(5)を備え、該部材は空間(15)を規定し、該空間は指定圧力とすることができる。第一状態では、前記変形可能な部材は変形されておらず、そのために前記空間(15)は指定第一圧力(P1)となる。第二状態では、前記変形可能な部材(5)は変形されており、そのために前記空間(15)は指定第二圧力(P2)となる。前記空間における圧力はモニタされている。前記空間における圧力が第一圧力から第二圧力へと変化するとき、物体との衝突が検知される。本発明は、例えば、ウォータージェット切断のような加工に関連して利用されるが、種々の他の分野への利用も考えられる。  (もっと読む)
(もっと読む)
ロータリダイカッタ
【課題】ダイシリンダの外周面に対して抜き型を簡単に強固に取付けることができると共に、その取付けの際に抜き型をダイシリンダの軸方向に簡単に位置調整することができるようにしたロータリダイカッタを提供することである。
【解決手段】アンビルシリンダ1に対設されたダイシリンダ2の外周面に軸方向に延びる複数の取付け溝5を周方向に間隔をおいて形成し、そのダイシリンダ2の外周面に取付けられる円弧状の抜き型3の内周面にはその取付け溝5内に挿入可能なロック片8を取付ける。取付け溝5内に回動自在に組込まれた締付けバー12に係合片13を設ける。ダイシリンダ2の外周面に抜き型3を嵌合し、締め付けバー12の一方向の回動により係合片13をロック片8に係合させてダイシリンダ2の半径方向の内方に引き込み、抜き型3の内周面がダイシリンダ2の外周面に密着する状態で締付けバー12を回り止め機構14で回り止めして、抜き型3の固定状態に保持する。
(もっと読む)
複合加工における加工原点の設定方法
【課題】ウォータジェット加工とワイヤカット放電加工の複合加工を行なう場合は、加工の都度、それぞれの加工で位置決めをして加工原点を設定しなければならない。
【解決手段】予めジェットノズルの位置を検出する第1のリニアスケール30のある位置における機械座標値とワイヤ電極の位置を検出する第2のリニアスケール40の同じ位置における機械座標値との機械座標値差を測定して記憶させておく。ワイヤカット放電加工の加工原点を設定するときは、ワイヤ電極と被加工物との接触を検出して接触位置における第2のリニアスケール40の機械座標値を得て加工原点を設定する。ウォータジェット加工の加工原点を設定するときは、接触位置における第2のリニアスケール40の機械座標値と記憶されている機械座標値差とを加算して接触位置における第1のリニアスケール30の機械座標値を得て加工原点を設定する。
(もっと読む)
複数紙葉連続穿孔装置
【課題】紙葉が厚い場合や積層枚数が多い場合でも綴り穴のずれがなく、狭いピッチや自由な穴間隔でも穿孔することができる複数紙葉連続穿孔装置を提供すること。
【解決手段】上下に対向配置されたパンチ1とダイ2とを含む穿孔工具3を穿孔作業位置4に向けて順次搬送する穿孔工具搬送手段5と、前記穿孔作業位置4に順次搬送されてくる穿孔工具3に向けて枚葉紙6を順次搬送する枚葉紙搬送手段7と、前記穿孔作業位置4に順次搬送されてくる前記穿孔工具3に順次穿孔動作を付与する穿孔動作付与手段8とを備え、前記穿孔工具搬送手段5と枚葉紙搬送手段7とを穿孔作業位置4に向けて同一速度で同一方向に直線移動させ、この移動中に前記穿孔作業位置4で前記穿孔動作付与手段8によって前記穿孔工具3に穿孔動作を付与させて枚葉紙6に綴り穴9を穿孔させるようになした。
(もっと読む)
パンチング機構のダイの芯出し装置
【課題】 照明部材の調整が容易であって、複数のパンチピンとダイが並設されているパンチング機構に用いても照明部材の光を各ダイホルダの上面に照射することが可能なパンチング機構のダイの芯出し装置を提供する。
【解決手段】 芯出し装置40の支持ベース44上に、ダイ23の中心孔23aおよびパンチピン12を観察可能な観察部材70と、斜め上方からダイホルダ22の上面22aへ光を照射する照明部材80と、照明部材80によりダイホルダ22の上面22aへ光を照射し、ダイホルダ22の上面22aからの反射光を再びダイホルダ22の上面22aへ反射させて、そのダイホルダ22の上面22aからの反射光を観察部材70に入光させるようにした反射部材57とを備え、前記ダイホルダ22の上面22aからの反射光によりダイ23の中心孔23aおよびパンチピン12を観察部材70で観察するようにした。
(もっと読む)
眼鏡レンズ加工装置
【課題】 熟練を要せず、裏止めフレームの穴位置を設定し、穴加工を行う。
【解決手段】 レンズにリムレスフレームを取り付けるための穴加工具を有し、加工具をレンズ前面又は後面に移動して加工する加工装置において、
レンズ前面を基準に穴位置データを入力するか、後面を基準に入力するか、を選択する手段を含むデータ入力手段と、穴の角度を設定する設定手段と、
穴位置データに基づいてレンズ前面及び後面に測定子を当接して各々のレンズチャック軸方向の位置を測定する測定手段と、
前面を基準にした穴位置の入力が選択されたときには、前面穴位置を測定し、測定された前面穴位置を通り、設定された穴角度に基づき穴加工し、後面を基準にした穴位置データの入力が選択されたときには、後面穴位置を測定し、測定された後面穴位置を通り、設定された穴角度に基づき穴加工する制御手段と、を備える。
(もっと読む)
ハニカム構造体成形用金型の製造方法
【課題】ハニカム構造体成形用金型を製造するに際し、加工時間を短縮すると共に、加工屑の排出性を向上させてスリットを均一に加工する。
【解決手段】ウォータジェットレーザ加工装置のベッドに金属板40を設置する。続いて、ノズルから高圧水を噴射し、当該高圧水の水柱の中からレーザ光を金属板40に照射することで、金属板40のうちハニカム体が複数含まれる加工予定領域に第1の深さよりも浅い第2の深さの溝を軌跡28aのように全面に形成する(図4(a))。そして、加工予定領域に第2の深さの溝を繰り返し形成することで、加工予定領域に第1の深さのスリットを形成する。
(もっと読む)
彫刻刃、長尺帯状薄刃および打抜き刃ユニット
【課題】
プラスチックフィルム等のシート製品の高精度の打抜きに好適な、刃先を薄型に形成した彫刻刃、長尺帯状薄刃および打抜き刃ユニットを提供する。
【解決手段】
ブロック状の基部11に細帯状薄刃12が立設されてなる、シートの打ち抜き用型に使用される彫刻刃1であって、薄刃12は、両側面対称であり、先端から基部11側に向けた所定高さpにわたる部分が肉薄に形成されるとともに所定高さ部位pから基部11にわたる部分が肉厚に形成され、両側面S1,S2が肉薄部分122と肉厚部分121との境界で段差を持っている。
(もっと読む)
パンチング機構のダイの芯出し装置
【課題】 簡易迅速にダイの軸芯がパンチピンの軸芯と同芯になるように芯出し可能なパンチング機構のダイの芯出し装置を提供する。
【解決手段】 芯出し装置40の支持ベース44上に、ダイホルダ22を挟持可能な連結部材50と、その連結部材50を一体的に連結可能でその連結部材50をパンチピン12の軸芯Qに対して少なくとも異なる2方向へ移動可能なXYステージ60と、パンチピン12およびダイ23の相対位置を拡大して観察可能なカメラ70とを備え、カメラ70によるパンチピン12およびダイ23の撮影画像に基づいてダイホルダ22をXYステージ60により連結部材50を介して移動させるようにした。
(もっと読む)
201 - 220 / 373
[ Back to top ]