
Fターム[3C060AA20]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 加工対象物(材質) (1,518) | その他 (373)
Fターム[3C060AA20]に分類される特許
121 - 140 / 373
ロータリダイカッタの打抜き屑除去装置及び刃物取付台
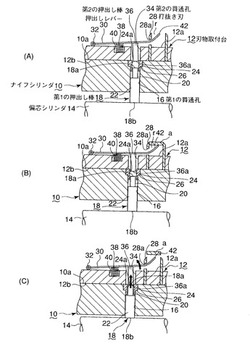
【課題】刃物取付台の取付け、取替え時に押出し棒の着脱作業を廃して作業効率を向上させると共に、打抜き屑を打抜き刃から除去する押出し棒の摩耗を低減する。
【解決手段】ナイフシリンダ10に穿設された複数の第1の貫通孔16に第1の押出し棒18を移動自在に装着し、刃物取付台12に穿設された第2の貫通孔34に第2の押出し棒36を移動自在に装着して第2の押出し棒36を第1の押出し棒18と突き合せ可能にし、第2の押出し棒36の外側端に打抜き屑aを押し出す押出しレバー30を取り付け、ナイフシリンダ10の内部に打抜き屑aの押出し時に第1の押出し棒18を押し出す偏芯シリンダ14を設け、第1の押出し棒18の外側端18aが常にナイフシリンダ外周面10aより外方に突出しないように移動ストロークを規制する。第1の押出し棒18及び第2の押出し棒36を好ましくは自己潤滑性樹脂又は耐摩耗性材料で構成する。
(もっと読む)
プラスチックシート成形品の打抜き型

【課題】可動凸刃の撓りや固定凹刃の振動等を防止することで、常時、両者を正確に噛み合わせ、高品質のプラスチックシート成形品を安定して供給することができる打抜き型を開示する。
【解決手段】昇降可能に支持した可動凸刃と、この可動凸刃の刃先が嵌入可能な内形の固定凹刃とを備えた打抜き型であって、可動凸刃は、固定凹刃の前記内形よりも大きい外形を有する拡大胴部の下縁に前記固定凹刃に嵌入可能な刃先部を突出して設けた。可動凸刃は、内部にプラスチックシート成形品の成形部の逃げ凹部を有する。固定凹刃は、型枠部の内部を可動凸刃毎に仕切部で区画した升状をなし、前記型枠部および前記仕切部を台座にボルト止めした。固定凹刃は、さらに、その内形に沿って、型枠部および仕切部を台座にろう付けまたは溶接した。
(もっと読む)
スプロケットホール形成装置及び方法
【課題】スプロケットホール形成時に生じたバリを安全かつ簡易な方法で効率よく除去する。
【解決手段】 被搬送体にスプロケットホールとなる貫通穴を形成し、形成されたスプロケットホールに加熱された加熱ピンを挿入してスプロケットホール周辺に発生したバリを加熱溶融した後固化させてスプロケットホール周辺を整形し、整形されたスプロケットホールに加熱ピンよりも外径が大きく且つ疎面を有する粉砕用ピンをスプロケットホールに対する加熱ピンの挿入方向とは反対側より挿入して、スプロケットホール周辺においてバリが溶融固化された部分を粉砕し、付着している粉砕片を飛散させて被搬送体より離脱させ、飛散した粉砕片を吸引する。
(もっと読む)
ブレイクバー
【課題】ワークのスクライブラインの長さに応じてブレイクバーの刃先の長さを容易に選択できるようにすること。
【解決手段】ブレイクバー10の両端に回転軸11a,11bを設け、その間に多角柱状のブレイク部12を設ける。多角柱状のブレイク部の稜線部に夫々長さが異なる刃先13a,14a,15aを設ける。こうすればブレイクバー10を回転軸11a,11bに沿って回転させることによって、刃先の長さを容易に選択することができる。
(もっと読む)
フィルム状物のコーナー部打抜き装置。
【課題】 切り分け線がほぼ完全な接線状態で打抜き輪郭と接して、切断隅の突起の発生を良好に回避することができるフィルム状物のコーナーカット部の打抜き装置を提供すること。
【解決手段】 先端に打抜き刃18を有しかつ打抜き刃の輪郭の内側に加工部22に向けて流体を噴出可能な噴出口を備えていて、かつ打抜き刃18が加工部22に向けて進退可能なパンチ12と、
パンチ12の打抜き刃18と協働してフィルム状物1のコーナー部17を打抜く打抜きエッジを備えるダイ13と、フィルム状物1のコーナー部17を加工部22に案内する屈曲した案内面を有する案内装置14と、及び、パンチ12の作動と同期して作動し案内装置14との間に加工部22におけるフィルム状物1のコーナー部17の周囲部分を挟んで押える押え装置とを備える。
(もっと読む)
穿孔具の刃
【課題】
非円形の透孔を穿設する場合に用いても穿孔刃とタイミングベルトとの分離を防止できるようにした穿孔具の刃を提供する。
【解決手段】
穿孔刃は、無端ベルト状に形成された刃本体と、回転機構に噛み合う無端ベルト状に形成されたタイミングベルトとを備え、
該刃本体は、該刃本体の一端側に形成された複数の刃体と、前記タイミングベルトと連結するため該刃本体の他端側に、その周方向に間隔を開けて設けられると共に該他端から前記タイミングベルトへ向けて突出して形成された複数の連結部を備え、
前記タイミングベルトには前記連結部が挿通される複数の挿通部を備えてなり、
前記挿通部に前記連結部が挿通されて刃本体とタイミングベルトとが連結されてなることを特徴とする。
(もっと読む)
穿孔具
【課題】
穿孔刃の取り付け、取り外しを容易に行うことのできる穿孔具を提供する。
【解決手段】
バネ性のある鋼材により無端ベルト状に形成された穿孔刃を回転機構により回転させて壁材に非円形の透孔を穿孔する穿孔具であって、
前記回転機構を備えた穿孔具本体と、前記穿孔刃を覆うカバー体とを備え、
前記穿孔刃が前記回転機構に取り付けられた状態で、前記カバー体が穿孔具本体から取り外し可能に設けられるとともに、前記カバー体の先端側の一部が、前記穿孔刃の回転軸に対して横方向に分割可能な分割体で形成され、
前記回転機構に穿孔刃が取り付けられた状態で前記穿孔具本体に前記カバー体が取り付けられ、前記分割体が前記穿孔刃の先端側外面に接近して当接することによって前記穿孔刃の形状が前記非円形に矯正されることを特徴とする。
(もっと読む)
三次元抜き型ユニット
【課題】
微細振動を与えつつ立体打ち抜き対象の打ち抜き加工を行い、受け部材(刃を受けるための型)の刃先当接部分の消耗を低減する。
【解決手段】
刃先Tが基材12の表面から三次元状に突出してなる帯状刃11を備え、上定盤61と下定盤62の何れかに配置して使用される立体打抜き対象の抜き加工用の三次元抜き型1と、三次元抜き型1が配置された定盤に対向する定盤に配置される、帯状刃11の三次元形状に対応した表面形状を持つ受け部材18とを備えた三次元抜き型ユニットであって、三次元抜き型1には、帯状刃11に微細振動を与える超音波振動体13が帯状刃11に沿って複数備えられている。
(もっと読む)
界磁極用磁石体の製造装置、その製造方法、及び永久磁石型電動機
【課題】複数の磁石片31から構成される磁石体30を製造する際の組み立て工数を低減する。
【解決手段】本発明は、永久磁石型電動機のロータ又はステータに配設される界磁極用磁石体の製造装置100において、磁石体30を複数の磁石片31に破断分割する分割手段40と、分割手段40によって破断分割された磁石片31を滑降させ、滑降方向に一列に集積整列させる搬送集積手段60と、搬送集積手段60から搬送される磁石片31の集合体を一対の拘束治具81によって挟持して拘束する拘束手段80とを備える。
(もっと読む)
界磁極用磁石体の製造方法及び永久磁石型電動機
【課題】複数の磁石片から構成される界磁極用磁石体の磁石片間の接触抵抗を向上させる。
【解決手段】本発明は、永久磁石型電動機のロータ又はステータに配設される界磁極用磁石体の製造方法であって、磁石体を破断することで複数の磁石片31に分割するステップと、分割するステップによって分割された磁石片31の破断面33の表層部を剥離させるステップと、剥離させるステップによって表層部を剥離させた複数の磁石片31を一体的に結合するステップとを含む。
(もっと読む)
繊維強化樹脂複合材積層板の穿孔方法、及び、該穿孔方法を使用して形成された貫通孔を有する繊維強化樹脂複合材積層板と組付け部材との組付け方法
【課題】繊維強化樹脂複合材積層板2に孔あけ用ドリル8を貫通させることで貫通孔1を形成する、繊維強化樹脂複合材積層板2の穿孔方法において、貫通孔1のドリル出口側(ドリル8が突き抜ける側)の端部に層間剥離が生じるのを防止する。
【解決手段】貫通孔1を形成する前に予め、孔あけ用ドリル8が突き抜ける側の面11にテーパ穴部15を形成しておく前加工工程を備えるものとし、この前加工工程において、テーパ穴部15を、形成予定の貫通孔1に対して略同軸に且つ該テーパ穴部15の最大内径寸法Hが貫通孔1の孔径寸法dよりも大きくなるように形成する。
(もっと読む)
転移部材の位置決め治具及びこの治具を使用した面版の位置決め方法
【課題】打ち抜き型の材質如何に関わらず転移部材を受け型に位置合わせすることができ、しかも脱着も容易な転移部材の位置決め治具及びこの治具を使用した面板の位置決め方法を提供する。
【解決手段】打抜機に、打ち抜き型(雄型)22と、面板が貼り合わせられる受け型(雌型)21とを取り付け、受け型に転移部材12を転移させて、転移された転移部材を目印にして、上記面板を受け型に貼り合わせる転移部材の位置決め治具1であり、打ち抜き型の金属製の打抜刃26及び/又は金属製の押罫部材25に沿って吸着される磁石として取り付ける取付手段と、前記転移部材を着脱自在に保持する保持手段1bとを備える。
(もっと読む)
パッケージフィルム開口亀裂線のロール形成機構およびそのロール形成方法
【課題】受圧ユニットのアンビルロールにより、開口刃モジュールが作動する際の衝撃力を低減し、アンビルロールの磨耗を減らすことができるパッケージフィルム開口亀裂線のロール形成機構を提供する。
【解決手段】パッケージフィルム開口亀裂線のロール形成機構は、受フレーム6と、受圧ユニット22と、受フレーム6と、受圧ユニット22の受圧座223との間に結合された衝撃力緩衝機構10と、受圧ユニット22のアンビルロール221に隣接した箇所に配置され、回転可能な開口刃軸20と、開口刃軸20に配置された少なくとも1つの開口刃部211とを有する開口刃モジュール2とを備える。
(もっと読む)
抜き型
【課題】抜き型の刃材埋め込み作業の負荷を軽減するとともに刃材の埋め込みを正確に行うことにある。
【解決手段】平坦な上下面を備える板材3に貫設した貫設溝4内に刃材6の根元部が打ち込み埋設された抜き型において、平坦な上下面を備える板材3に貫設した貫設溝4内に刃材6の根元部が打ち込み埋設された抜き型において、前記貫設溝4が板材3下面に対して垂直方向に貫設され、前記刃材6の根元部6bと刃部6aとの間の刃材6面に、該刃材6の刃部刃先線に対して平行に目安線8が表示されている。
(もっと読む)
打抜装置及び打抜方法
【課題】積み重ねたシート製品(フィルム製品を含む)を効率よく製造することを課題とする。
【解決手段】抜き型31は、シートS1に当てるための刃先32bを上側に向け、かつ、該刃先32bよりも下側の内周32aが該刃先32bよりも内側とされた刃部32と、この刃部32よりも下側の内周33a,34aが当該刃部32の内周32aよりも外側とされた基部33,34とを有する。打抜装置1は、型穴C1の下方に配置された製品積重台38と、シートS1からシート製品S3を打ち抜く打抜手段50と、当該シート製品S3の上から型穴C1に対して進退可能なノックアウト部材64の下端65を刃部32の下側まで下降させることによりシート製品S3を下降させて製品積重台38上に積み重ねるノックアウト手段60と、製品積重台38上に積み重ねられたシート製品S3を所定の取出位置L2へ移動させる積重製品移送手段70とを備える。
(もっと読む)
脚周り形成装置及び吸収性物品の製造方法
【課題】 大きさの異なる脚周り開口領域を形成する場合において、装置の故障を軽減しつつ、吸収性物品の製造不良をより確実に抑制できる脚周り形成装置及び吸収性物品の製造方法を提供する。
【解決手段】 本発明に係る脚周り形成装置100は、Lサイズ開口領域40Lに該当するウェブ7の所定領域44を切断するブレード112が外周に設けられ、同一サイズの脚周り開口領域40が形成される場合に一定の速度で回転するカッターロール110と、ウェブ7を挟んでカッターロール110に対向するアンビルロール120と、カッタ周速cを制御する制御部130とを備える。制御部130は、Lサイズ開口領域40Lが形成される場合には、カッタ周速cをウェブ7の搬送速度vと同一に制御し、Mサイズ開口領域40Mが形成される場合には、カッタ周速cをウェブ7の搬送速度vよりも速く制御する。
(もっと読む)
穿孔具及び配線ボックスの開口形成穿孔装置
【課題】
透孔を穿設すべき壁面に対する穿孔具の位置決めと、穿孔具の姿勢の調整とを分離させ、穿孔具の位置決め行った後に、穿孔具の姿勢の調整を行うことによって、容易に且つ的確に、位置決めと姿勢の調節を行うことができるようにした穿孔具及び配線ボックスの開口形成穿設装置を提供する。
【解決手段】
壁材の穿孔基準位置に位置合わせする位置合わせ部と、
透孔を穿設する際に穿孔刃の振れを防止すべく壁材に係合する係合部とを備え、
前記位置合わせ部は、該係合部より先に壁材に位置合わせ可能とすべく、係合部より突出して形成されてなり、
前記係合部は、透孔Sの穿孔前に壁材に係合すべく、穿孔刃より突出して設けられてなることを特徴とするものである。
(もっと読む)
ノズル移動機構及びノズル移動装置
【課題】 ノズルを回転させることなく移動させることにより、ノズルに高圧水を供給する高水ホースに捩じれを生じるのを防止する。
【解決手段】 高圧水を噴射させるノズルを備えたウォータージェット装置のノズル移動機構2であって、一端を中心に回転可能な一対の従節5、5と、該一対の従節5、5間に両端が回転可能に結合される中間節6とを備え、前記中間節6の中間に前記ノズル10を取り付け、前記ノズル10を前記中間節6に追従して移動させるように構成したノズル移動機構。
(もっと読む)
型抜き加工装置の刃型交換システム
【課題】大型かつ大重量の刃型の交換作業を容易かつ安全に実施できる型抜き加工装置の刃型交換システムを提供する。
【解決手段】刃型30、前記刃型を保持する昇降枠32、前記昇降枠の下方に配置された加工テーブル31、前記長尺フィルムを前記加工テーブルの下流側で把持して間欠的に前進させる第1把持手段6、および、前記加工テーブルと前記第1把持手段との間で前記長尺フィルムを把持可能な第2把持手段5を備え、前記第1および第2把持手段は、それぞれ、上側把持部材および昇降手段を含み、前記各上側把持部材は、前記刃型の前後各側の縁部を載置した状態で長尺フィルム幅方向に案内可能な幅方向案内部6a,5aを有し、前記各上側把持部材を利用して、前記刃型を側方から搬送面上方に搬入しかつ搬出可能とする。さらに、前記各上側把持部材の間に設置される一対の長手方向案内部材8により、搬入された刃型を昇降枠に挿入しかつ抜脱可能とする。
(もっと読む)
長尺フィルムの型抜き加工方法および装置
【課題】下敷きシートの特定部位の消耗とそれに伴う裁断不良を抑制するとともに下敷きシートの交換頻度を低減し、製造コストを節減できる長尺フィルムの型抜き加工方法および装置を提供する。
【解決手段】長手方向に所定の間隔で製品部分(11)を有する長尺フィルム(10)を、無端ベルト状下敷きシート(4)の上に重ねて一体的に前進させ、型抜き加工部(3)にて製品部分(11)を型抜きする加工において、下敷きシート(4)の周回経路の前記長尺フィルム非重合区間にて、横送り装置(45)により、下敷きシート(4)の走行位置を幅方向(y)に変位させる。
(もっと読む)
121 - 140 / 373
[ Back to top ]