
Fターム[3C060AA20]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 加工対象物(材質) (1,518) | その他 (373)
Fターム[3C060AA20]に分類される特許
61 - 80 / 373
積層体の分離法
【課題】積層体の接着部を剥離することが、剥離剤等で化学的に剥離することが困難な場合に、積層体の剥離・分離を可能とする。
【解決手段】接着部の接着強度が温度を上げて低下させることができる場合、超音波カッターの振動摩擦熱で、積層体の接着部の温度を上げて強度を低下させ、超音波カッターにて接着部を切断する方法で、積層体の種類、条件および接着剤の種類によって超音波カッターの種類、予備加熱条件を変えて対応ができる積層体の分離装置。
(もっと読む)
タイルカーペットの連続プレス裁断方法

【課題】カーペットを原反のまま裁断し、その長手方向におけるロスの発生を無くすることができるタイルカーペットの連続プレス裁断方法を提供することを課題とする。
【解決手段】下辺切断用、右縦辺切断用、左縦辺切断用のプレス刃で構成された、昇降するプレス刃物機構を有するタイルカーペット裁断機で、タイルカーペットを裁断することにより、上辺の裁断面を次裁断ショットの下辺の裁断面と共有化させることにより、次の裁断のために定尺カーペットを長手方向に、裁断しろを含めた長さを送る必要がなく、長手方向におけるロスの発生を無くすることができるタイルカーペットの連続プレス裁断方法とすることができる。ことを見出し本発明に到達した。
(もっと読む)
打ち抜き装置及びプラスチックテープの打ち抜き方法
【課題】安価で信頼性が高く、微小且つ多数のプレス打ち抜き屑を吸引し、排出することのできるプラスチックテープの打ち抜き装置及びプラスチックテープの打ち抜き方法を提供する。
【解決手段】プラスチックテープ1を打ち抜きパンチ2で打ち抜く際に生じる打ち抜き屑3を吸引排出する打ち抜き装置25において、シュート部6にイオナイザ12から供給されるイオン化エア13を第1の電磁弁10を介して導入するイオン化エア導入部8を設け、シュート部6と外部排出部との間に圧縮エアにより増幅エア流を発生させる空気増幅部7を設け、空気増幅部7にコンプレッサから供給される圧縮エアを第2の電磁弁11を介して導入する圧縮エア導入部9を設けた。
(もっと読む)
発泡樹脂シートの打ち抜き具
【課題】発泡樹脂シートをその切断面がテーパ形をなすように打ち抜くための打ち抜き具を提供する。
【解決手段】打ち抜き具1の下型10は、基板11と、平面視方環状の打ち抜き刃13と、打ち抜き刃13の環より外側のクッション部12とを有し、打ち抜き刃13の環より内側が凹部14となっている。上型20は、押え板21と、押し込みブロック22と有する。クッション部12に発泡樹脂シートsを載置して上型20を接近させると、ブロック22によりシートsの刃13の環より内側の部分が凹部14に押し込まれる。これにより、シートsの刃13に対向する箇所が反って傾斜した状態で垂直に切断される。縁の部分が反った状態で切断された発泡樹脂製品がフラットに復元すると、その切断面が安定してテーパ形となる。
(もっと読む)
シート打ち抜き型用の面版
【課題】 シートの表層割れ等の外観不良や、シートの折り筋や凸ラインや凹ラインがはっきりせずに折り曲げ難いという問題点を解消しつつ、多量のシートを短時間で打ち抜くために必要な信頼性を確保し、シートの材質や厚みやその内部構成に応じた変更が容易な構造の面版を提供する。
【解決手段】 面版1は、押罫部材25に相対する位置に溝が形成された基板2と当該溝の複数個所の底面上に貼り付けられたテープ3とからなり、シート100を打ち抜くとともに折り筋101を付与する際に押罫部材25によって下方に押されたシート100の凸ライン102の頂部に対応した窪み3cが形成され、シート100の凸ライン102にテープ3が当接する構成となっている。
(もっと読む)
用紙型抜き機構
【課題】上型の昇降速度を切り換えることができる、用紙型抜き機構を提供する。
【解決手段】型抜き刃を有する上型21と、受け面を有する下型22と、上型の昇降機構23と、駆動モータ35と、減速機構37と、を備えた用紙型抜き機構である。昇降機構は、一定の正規回転方向S1に回転して上型を押し下げるカム30を備えている。減速機構は、入力軸43と、出力軸45と、入力軸から出力軸へ異なる減速比で動力を伝達する第1及び第2の伝達経路41、42とを備えている。第1の伝達経路は、駆動モータの正回転時に、カムを正規回転方向に回転させ、第2の伝達経路は、駆動モータのの逆回転時に、カムを正規回転方向に回転させる。駆動モータの回転方向の切り換えにより、第1及び第2の伝達経路を切り換え、減速比を変更するようにした。
(もっと読む)
切断処理装置
【課題】処理対象物と切断用ノズルの位置決め作業が簡便で、処理対象物の外形状に対応して常に安全で均一且つ効率的なジェット噴射による切断が可能であり、発火危険物質を内包する物品に対して処理工程全体をより確実で効率的に行える切断処理装置の提供。
【解決手段】ノズルユニット10は、切断用ノズル11を旋回軌跡の円周の接線方向に沿った経路上で移動させる第1ノズル移動機構と、前記接線方向と直交する方向に沿った経路上で移動させる第2ノズル移動機構と、前記旋回に伴って処理対象物の外形状を計測する計測装置と、を備え、制御装置は、予め計測用旋回時に計測装置で計測した処理対象物の外形状の計測結果に基づいて、切断用旋回時に第1と第2のノズル移動機構を駆動制御して常に切断用ノズルの噴射軸線が処理対象物の中心軸と交叉すると共に処理対象物表面との距離が一定に維持される位置に調整するものとした。
(もっと読む)
ウォータージェット切断装置
【課題】被切断材が硬質材であっても、研磨材を用いることなく切断することができることで、安価にかつ高品質な切断処理を行うことができるウォータージェット切断装置を提供する。
【解決手段】ウォータージェット切断装置1は、発生槽21の中でマイクロバブルを発生するマイクロバブル発生器24と、マイクロバブルを含む加圧水を撹拌してナノバブルを含む加圧水とする渦流ターボミキサー26と、渦流ターボミキサー26からのナノバブルを含む加圧水を一旦貯留する貯留タンク3と、貯留タンク3からのナノバブル水を高圧水流供給装置4からの高圧水流と共に、被切断材Wへ噴射して切断するノズル5とを備えている。被切断材Wを切断する高圧水流にナノバブルを含んでいるため研磨材の混合が不要であるため、硬質な被切断材Wであっても鏡面化した切断面が得られる。
(もっと読む)
打ち抜き加工装置
【課題】 打ち抜き刃の組み付け性を向上させた打ち抜き加工装置提供する。
【解決手段】 第1ローラ1を円筒状として貫通穴7を形成し、打ち抜き刃3が先端8aに設けられ貫通穴7を貫通可能な胴部8と、この胴部8の打ち抜き刃3と反対側の端部8bに設けられ貫通穴7を貫通不能な頭部9とを有し、第1ローラ1の内側から頭部9が第1ローラ1の内周面1cと接触した状態で貫通穴7に挿通されたボルト型部材10と、頭部9と当接しボルト型部材10の軸方向移動を規制する軸方向移動規制部材と、を設けた。
(もっと読む)
材料送出し加工方法
【課題】フイルム状の材料から無駄をはぶき長方形状に加工する材料送出し加工方法を提供すること。
【解決手段】本発明の材料送出し加工方法は、製品の幅に合わせたフイルム状の材料31に加工し、フイルム状の材料31を上置きするエンドレスのベルト12とともにフイルム状の材料31を上下方向から保持して移動することを間欠的に繰り返し、フイルム状の材料31がプレス装置20に設けた材料ガイド溝29に沿って予め定めた切断位置まで送り出されるごとに、プレス装置20により横方向に切断加工し、送出しと切断加工とを繰り返しフイルム状の材料31を長方形状の製品に連続的に加工することとした。
(もっと読む)
フイルム加工装置
【課題】加工精度を確保し長方形状のフイルム加工品に加工するフイルム加工装置を提供すること。
【解決手段】本発明のフイルム加工装置1は、帯状のフイルム42を搬送する第1のフイルム搬送装置10と、第1のフイルム搬送装置10より送り込まれた帯状のフイルム42を搬送する第2のフイルム搬送装置30と、第1のフイルム搬送装置10から第2のフイルム搬送装置30に送り込まれた帯状のフイルム42が予め定め位置まで搬送されたとき、帯状のフイルム42を切断するプレス装置20とを備え、帯状のフイルム42を長方形状のフイルム加工品に加工することとした。
(もっと読む)
穿孔方法及び穿孔装置並びにピアスバー
【課題】ロボット先端ツールに高温にできるテーパー外形のピアスバーを固定し、前記高温にできるピアスバーを材料または製品(以下「ワーク」という。)の穿孔位置において昇降させることにより、直径1mm〜15mmの孔を高精度で容易に穿孔する。
【解決手段】可動部材に固定した高温ピアスバー5をワーク8に刺突し、前記高温ピアスバーの接触部最大径と同一直径の孔を溶融穿孔した。ピアスバーは、200℃〜700℃に加熱した。
(もっと読む)
穿孔装置
【課題】複数のパンチ部材に穿孔動作させるスライド部材を駆動モータで往復動する装置構成において、異常発生時の復帰操作が容易であるシート穿孔装置を提供する。
【解決手段】複数のパンチ部材に穿孔動作を行わせるスライド部材を駆動モータとパンチ部材との間に伝動手段として配置する。そしてこのスライド部材を所定ストロークで直線的に往復動させ、その一方のストローク限位置に位置規制ストッパを設け、ストッパ位置で複数のパンチ部材がシートから離間した非穿孔位置に位置するように構成する。そして駆動モータの非駆動時にスライド部材を規制ストッパに向けて位置移動する操作部材を設ける。
(もっと読む)
コンロッド破断分割装置及び破断分割方法
【課題】クランクピン孔の高い真円度を確保し、エンジンの円滑作動等を保証する。
【解決手段】コンロッドのクランクピン孔に破断分割治具を嵌入し、この破断分割治具を介してコンロッド長手方向に破断荷重を付与して、コンロッドの大端部を破断する。破断分割治具であるマンドレル10は、コンロッド長手方向とその直交方向にそれぞれ離反可能となるように4分割構成され(10A,10B,10C,10D),大端部の破断時にその破断部が、破断分割治具の所定部位に接触し得るようにする。
(もっと読む)
脆性材料の割断装置及び割断方法
【課題】割断する脆性材料の特性が変化したとしても、最適な条件で割断できるようにする。
【解決手段】ガラス1の亀裂1aを境にして一方側1bをガラス固定機構6により固定する一方、同他方側1cをガラス把持機構7の3個のエアクランプ10により把持する。3個のエアクランプ10を取り付けているエアクランプ支持部材29を、X軸曲げサーボシリンダ35によりガイド部材30に対してX方向に移動させると同時に、ガイド部材30を、Y軸エアシリンダ41によりエアクランプ支持部材29及び3個のエアクランプ10とともにY方向に移動させる。これにより、ガラス1の他方側1cが一方側1bに対し、ガラス面に対して直交する方向の曲げ力と、ガラス面に対して平行な方向の引っ張り力とを同時に付与し、亀裂1aを基点としてガラス1を割断する。
(もっと読む)
ナイフシリンダ、ロータリダイカッタ、刃物取付台及びナイフシリンダの刃物取付台固定方法
【課題】ナイフシリンダに装着された刃物取付台の交換に要する時間を短縮して、ロータリダイカッタの稼動率を向上させる。
【解決手段】ナイフシリンダ11の外周面11aに開口する固定穴12を設け、固定穴12の底部に磁力発生体16を固定すると共に、その上方に磁力発生体34を摺動可能に配置する。固定穴12の開口に設けた台座14の円周面14bを通して摺動体24を固定穴12の内部に挿入配置する。磁力発生体16及び34の対向面にN極磁石22a及びS極磁石22bを半周ずつ埋設する。磁力発生体34を180°回転可能にし、該対向面に同一磁極の磁石を配置させ、反発力を生じさせて、皿部24aを固定穴12から吐出させる。そして皿部24aと外周面11a間に刃物取付台40に穿設された貫通孔42の傾斜面48を嵌合固定する。
(もっと読む)
カッター装置
【課題】ベアラ部を用いてアンビルロールをカッターロールに追従させて回転する際に、その追従性を高める。
【解決手段】搬送方向に搬送される吸収性物品のワークを切るカッター装置である。ワークを切るカッター刃が外周面から突出して設けられたカッターロールと、カッターロールの外周面に対向して配された外周面によってカッター刃を受けるアンビルロールと、カッターロール及びアンビルロールのうちの一方のロールの外周面に設けられ、他方のロールに当接する環状凸部と、カッターロールを駆動する第1モータと、アンビルロールを駆動する第2モータと、第1モータを位置制御又は速度制御によって制御する第1モータ制御部と、第2モータを制御する第2モータ制御部と、を備える。アンビルロールは、前記環状凸部を介してカッターロールからトルクが伝達されて前記カッターロールに追従して回転し、第2モータ制御部の制御に基づいて、前記カッターロールに追従した回転を補助するように、第2モータからアンビルロールへと補助トルクが付与される。
(もっと読む)
ダイカッターおよびその製造方法
【課題】エッチングしたり、DLC層を形成したりする際の加工特性を有効に利用して切れ味が良く耐久性に優れた刃部を有するダイカッターおよびその製造方法を提供する。
【解決手段】機械加工された刃を有するダイカッター1の刃先部11に、物理的イオンエッチングを行うエッチング工程と、DLC層を形成するコーティング工程とを、交互に複数回行うダイカッター1の製造方法。上記製法により得られるダイカッター1であって、刃先幅5μmに機械加工された刃を有するダイカッター1の刃先部11が刃先角度90〜120度、刃先幅0.1μm、初期切り込み荷重1.15N/mm刃長以下となされたものである(ただし、初期切り込み荷重は、0.3mm厚のJIS K 6732相当の軟質塩化ビニルシートを切断した際の単位刃長当たりの荷重とする。)。
(もっと読む)
穿孔装置
【課題】孔明けに要する力を低減できる構造で、部品点数を少なくでき、且つ、任意の位置で被穿孔材に孔を明けることが可能な穿孔装置1を提供する。
【解決手段】ホルダ2に1又は複数のパンチ及びダイを保持する。このホルダ2は、被穿孔材に明けるべき複数の孔の配列方向に移動可能である。また、ホルダ2の上側には、この配列方向と平行に偏心カム3を配置し、この偏心カム3を回転させることにより、ホルダ2の移動位置に拘らず、ホルダ2内のパンチをダイに向けて移動させる。そして、ホルダ2を順次移動させて偏心カム3を回転させることにより、このホルダ2内に保持されるパンチの数よりも多い孔を被穿孔材に明けることを可能としている。
(もっと読む)
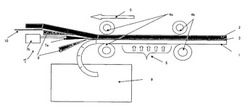
材料帯を加工するための装置
【課題】材料帯の型打ち、切断及び/又はミシン目入れの際に良好な品質を得ることができる、簡単かつ安価な材料帯の加工をするための装置を得る。
【解決手段】アンビルシリンダが、第1の回転軸を中心として回転可能に支承され、工具シリンダ4が、第2の回転軸Bを中心として回転可能に支承され、両回転軸が、それぞれ、長手方向Lに対して横で、材料帯2に対して平行に方向調整され、アンビルシリンダと工具シリンダが、反対方向に回転可能であり、この場合、材料帯が、アンビルシリンダと工具シリンダ間を案内可能である、長手方向に装置を搬送される材料帯を加工するための装置において、アンビルシリンダと工具シリンダが、一致した傾斜位置に旋回可能であり、この傾斜位置で、回転軸が、新たに、長手方向に対して横で、材料帯に対して平行に方向調整されており、この場合、それぞれ、長手方向に対して直角とは異なった一致した角度αを有する。
(もっと読む)
61 - 80 / 373
[ Back to top ]