
Fターム[3C063BH05]の内容
研磨体及び研磨工具 (13,968) | 研磨部材等の取付け又は保持 (464) | 台金又は基材等への取付け又は保持 (369) | 固定 (182) | 溶接、ろう付け等 (17)
Fターム[3C063BH05]に分類される特許
1 - 17 / 17
多層重ね合わせダイヤモンドカッター
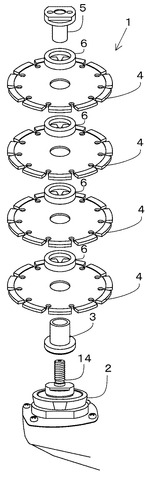
【課題】重量的に作業労力が大きくならず、作業現場の条件に合わせて切削溝の同時溝入れ条数と、切削溝同士の間隔を適宜変更することができるディスクグラインダーに用いられる多層重ね合わせダイヤモンドカッターを提供する。
【解決手段】筒状のスリーブ上部胴体部を有する中空凸状形状をしたフランジスリーブ3と、フランジスリーブ3のスリーブ上部胴体部に挿入されるダイヤモンドカッター4と、フランジスリーブ3のスリーブ上部胴体部に複数枚挿入されたダイヤモンドカッター4を間にそれぞれ挟挿されるスペーサリング6と、フランジスリーブ3のスリーブ上部胴体部内に挿入される筒状のナット下部胴体部が設けられ、ナット下部胴体部の内周にディスクグラインダー1の回転軸に形成された雄螺子と螺合する雌螺子が形成された中空凸状形状をした締付けナット5が設けられた多層重ね合わせダイヤモンドカッターとした。
(もっと読む)
切削砥石、切削砥石を備えた切削加工機械、及び切削加工機械による切削加工方法

【課題】加工体を切削する切削砥石の外周と加工体間の加工点へクーラントを的確に供給し、切削砥石に構成された砥石等の切刃部の磨耗を抑制すると共に加工体の品質向上を図れるようにする。
【解決手段】台金17の外周部に砥石18を固着した切削砥石において、台金17の回転中心部にクーラント供給口23を設け、台金17の外周部や砥石18にはクーラントを噴出するクーラント噴出口21を設ける。これらクーラント噴出口21とクーラント供給口23とを連通する密閉されたクーラント通路20を切削砥石2内に設ける。クーラント通路20を通じてクーラント噴出口21からクーラントを噴出することができるので、切削砥石2を回転して加工体を切削するに際し、切削砥石2の外周と加工体間の摩擦熱の発生する加工点へ的確にクーラントを供給でき冷却及び遊離粉の除去を確実に行うことができる。
(もっと読む)
ビトリファイド超砥粒加工工具および製造方法
【課題】耐磨耗性があり、曲げ強度が強い、ガラス質結合剤を含有した砥粒加工工具およびその製造方法を提供すること。
【解決手段】砥粒加工工具は超砥粒成分、中空体を含むフィラー成分およびガラス質結合剤を含有する。ガラス質結合剤成分は酸化亜鉛および少なくとも2種類のアルカリ金属酸化物を含有する。砥粒加工工具を製造する方法は、超砥粒成分、中空体を含むフィラー成分および酸化亜鉛ならびに少なくとも2種類のアルカリ金属酸化物を含有するガラス質結合剤成分を混合し、約600℃〜約850℃の範囲の温度で、好ましくは空気雰囲気中で焼成する。
(もっと読む)
カッター
【課題】ダイヤモンド等の砥粒を含むカッターにおいて、チップを形成するボンドを高強度化することで切り刃を薄くし、切削抵抗を低減して高速切断ができるカッターを提供することである。
【解決手段】上記課題は、ボンドと基板を接合する部位の成形密度を均一に高密度することで達成でき、砥粒層の内部に半径方向に向かって延びる板部が介在し、板部を挟んで対抗するボンド同士を繋ぐための突き抜け孔が形成されているカッターにおいて、突き抜け孔を形成する壁部が基板の半径方向と鉛直な方向に対して傾斜して設けることにより解決される。
(もっと読む)
研磨部品を担体に接合するための連続金属相を有する研磨工具
研磨物品は、担体要素、研磨部品、および研磨部品と担体要素との間の接合領域を含む。研磨部品は、金属マトリックスに結合した研磨粒子を含む。研磨部品は、溶浸材で実質上満たされた、連続細孔の網状構造をさらに含む。溶浸材は、少なくとも1種の金属元素を含有する溶浸材組成物を有する。接合領域は、少なくとも1種の金属元素を含有する接合金属組成物を有する接合金属を含む。接合領域は、担体要素と異なる領域であり、かつ、担体要素から分離した相である。元素重量パーセント差は、溶浸材組成物と比べた接合金属組成物中に含有される各元素の重量含有率の差の絶対値である。接合金属組成物と溶浸材組成物との元素重量パーセント差は、20重量パーセントを超えない。  (もっと読む)
(もっと読む)
超砥粒工具
【課題】超砥粒がメタルボンドで結合された超砥粒チップを台金にロー付け接合した超砥粒工具で、ビスマスや錫など融点が低い金属が含まれるメタルボンドの超砥粒チップであっても台金との接合強度を安定して向上させることができる超砥粒工具を提供する。
【解決手段】メタルボンド4aに融点が600℃以下の金属を含む超砥粒チップ4の台金2と接合する面には金属被覆5を設ける。金属被覆は、銅またはニッケルを使うのが好ましく、メッキまたは溶射で形成するのが好ましい。また金属被覆は、超砥粒チップの全面に設けることが好ましい。
(もっと読む)
高耐久性補修塗装工法
【課題】橋梁などの大面積を有する鋼構造物や、保管中の製鉄工程中間製品などに形成された厚いさびや固着さびを簡単かつ高速に、効率的かつ効果的に、しかも低コストでありながら高い作業性と安全性を確保でき、さらには高品質な補修後の塗装耐久性を確保しうる、高耐久性補修塗装工法を提供する。
【解決手段】塗装鋼板または無塗装の鋼構造物の維持管理局面において、腐食の進行を抑制するための補修塗装を行う際に、素地露出面積率が60%以上とする工程Aの後に、事前処理液として、5g/L以上500g/L以下の炭酸ナトリウム水溶液を塗布する工程Bを実施する。
(もっと読む)
研削用カップホイール
【課題】研削効率が高く寿命の長い研削用カップホイールを提供する。
【解決手段】皿状の回転体の外周部の平面上に、一端が外周面に開口する複数のスリット状凹溝を設け、研削用切刃面を備えた角柱状の研削チップ2を、当該研削チップ2の回転方向に対して前側および後側の一部が突出するように前記スリット状凹溝に嵌合し、前記研削チップ2と前記スリット状凹溝とが接する少なくとも3面を接着して嵌着した研削用カップホイール1。
(もっと読む)
特に石材等を切削するためのダイヤモンド工具を得る方法
【課題】実質的にブレード状の切削工具の切削部であって、研摩粒子がそのマトリックス中において均一に分布した切削部を得る方法を提供する。
【解決手段】建築材料切削用の実質的にブレード状の切削工具のための研磨部を少なくとも1つ得る方法であって、少なくとも1種の研磨成分と、成形可能なペースト状材料をベースとする少なくとも1種の充填用マトリックス成分とを含む混合物を予め用意する工程と、金型(1,1a,1b,1c)の少なくとも1つの座部(2,2a,2b,2c)に前記混合物を射出成形する工程とを備えている。
(もっと読む)
表層剥がし用回転工具
【課題】地層にキズを付け難く、且つ操作性に優れた表層剥がし用回転工具を提供する。
【解決手段】台金20の外周縁部に複数の切削チップ40を周方向に間欠的に配置した表層剥がし用回転工具10である。切削チップ40は、刃部としてのエッジ40aが弧状をなし、背面を台金20により支持されている。
(もっと読む)
ワイヤソー用ビーズおよびワイヤソー
【課題】ワイヤソーの切れ味を維持しつつビーズの寿命を向上させたワイヤソー用ビーズ及びワイヤソーを提供する。
【解決手段】ワイヤソー用ビーズ14は、ワイヤ12を挿入するためのワイヤ孔26を有する円筒状の台金36の外周面に超砥粒28が固着されてなる。台金36の外周面は、ワイヤソー走行方向の前端において、第1外径22を有する部分の第1外周面16と、その後方の第1外径22よりも大きい第2外径24を有する部分の第2外周面18と、第1外周面16と第2外周面18との間をつなぐ第1段差面20とからなる。第1外周面16と第2外周面18とは、ワイヤソー走行方向に平行な面であり、第1段差面20はこれらに垂直な面である。第1外周面16及び第2外周面18は、走行方向に超砥粒28の粒径の3倍以上の長さを有する。これにより、切れ味を維持しつつビーズの寿命を向上させることができる。
(もっと読む)
研削砥石
【課題】砥粒にかかる負荷を均等にして、加工精度と寿命を向上することができる研削砥石を提供する。
【解決手段】内周部1の平坦面1aは外周部2の平坦面2aよりも高く形成されている。外周部2の最外周側2bは傾斜面または曲面に形成されており、内周部1のうち溝13寄りの部分1bは傾斜面が形成されている。内周部1の溝寄りの部分1cと外周部2の溝寄りの部分2cとの高さは略同一となっている。平坦面1aに対する溝寄りの部分1bの傾斜面の傾斜角αを、2°以上5°以下としている。外周部2の砥粒層には、粒径が420〜840μmの、粒径の大きい砥粒が固着され、内周部1の砥粒層には、粒径が210〜350μmの、粒径の小さい砥粒が固着されている。
(もっと読む)
回転工具および塗膜除去方法
【課題】過度の切込みによる下地の損傷を有効に防止しながら、効率良く、容易に作業を進め得るようにする。
【解決手段】回転工具は、施工面Sに対向する対向面もつ回転体10を有し、この回転体10を回転駆動しながら施工面Sに押付けることにより、回転体10に設けられる刃部で施工面Sの表面部分を除去するように構成される。刃部としては、砥粒を担持した砥石部20が回転体10の前記対向面に設けられるとともに、硬質の焼結体からなり、かつ回転体の径方向外向きに刃先が向く複数の切刃25が当該回転体10の外周に設けられている。
(もっと読む)
研磨布用ドレッサー
【課題】 ろう材の溶融温度を安定化させるとともに、砥粒のろう付け状態を均一・安定化させることによって砥粒の脱落を抑制し、さらには、金属製支持材の熱変形を抑制することによって平坦性を向上させた研磨布用ドレッサーを提供することを目的とする。
【解決手段】 金属製支持材の表面に複数個の砥粒がろう材でろう付けされてなる研磨布用ドレッサーであって、ろう材の組成が質量%で70%≦Ni+Fe≦90%(ただし、0≦Fe/(Ni+Fe)≦0.4)、1%≦Cr≦25%、2%≦Si+B≦15%(ただし、0≦B/(Si+B)≦0.8)、0.1%≦P≦8%であることを特徴とする。
(もっと読む)
回転研削砥石
【課題】加工時に砥粒が受ける衝撃を抑制し、切粉の排出効果を高めることが可能な回転研削砥石を提供する。
【解決手段】研削面1において、研削部2が回転研削砥石の回転方向に沿って複数設けられている。研削部2は、ダイヤモンド等からなる砥粒3を、ろう付けまたは電着により半径方向に放射状に連続的に固着してなる砥粒列4を、回転方向に連続して2列以上設けて形成されている。研削部2は、湾曲する曲線状に形成してもよく、あるいは、直線状に形成してもよい。
(もっと読む)
研削砥石
【課題】高速回転時にも研削液供給効率と切粉排出効果を高めることができるとともに、加工面の精度、平行度、平面度を良好に維持することが可能な研削砥石を提供する。
【解決手段】研削砥石1には、円板状の台金2の外周側に砥粒を規則配列し、ろう材により砥粒を単層固着してなる砥粒層3が形成されている。台金2の外周側に、砥粒を配列しない領域が台金の円周方向に複数形成され、この領域に台金2の厚み方向に貫通しない溝4が台金2の外周から中心に向かって形成されている。溝4の形状は台金2の円周方向になめらかな曲面状となっており、この曲面は、曲率半径R、R’を有する2つの曲面がなめらかに接続されたものである。
(もっと読む)
ダイヤディスク
従来にないダイヤディスクを提供すること等を目的とし、ディスクにダイヤモンド粒片2を複数個固着した研削用ダイヤディスクにおいて、該ダイヤディスクの共通の回転軌跡上にあって回転方向Rにおいて前後するダイヤモンド粒片2間の離隔距離m1を、径方向において隣り合う回転軌跡上にあって近接するダイヤモンド粒片2との離隔距離m2より長く設定した。  (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]