
Fターム[3C100AA32]の内容
Fターム[3C100AA32]に分類される特許
1 - 20 / 50
在庫管理システム及び在庫管理方法
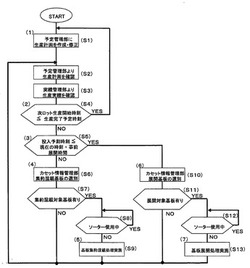
【課題】基板を収納する端数カセットを減らし、カセットを格納するストッカー規模を縮小し、更に従来行われていたオペレーターによる端数カセットに収納されていた基板の集約混載、及び生産工程へ投入するロットの基板を集約混載されたカセットから選び出し事前準備することを可能とした在庫管理システム及び在庫管理方法を提供する。
【解決手段】予定管理部と、設定管理部と、ライン管理部と、実績管理部と、カセット情報管理部と、に基づいて端数カセットに格納されている基板を集約混載すると判断または集約混載されているカセットから当該工程へ投入予定の基板を事前準備して当該工程へ投入可能なカセットを用意すると判断する判断部と、カセット搬送指示をストッカー設備に通知するストッカー搬送管理部と、カセット搬送指示に従ってカセット内の基板のソート計画を作成するソート計画部と、を備えたことを特徴とする在庫管理システム。
(もっと読む)
生産管理システム

【課題】仕掛品に係る作業指示および作業順序を含む仕掛作業に関する仕掛情報が、複数のサーバ間にわたって分散管理されている場合であっても、仕掛情報へのアクセスを円滑に行う。
【解決手段】仕掛情報アクセス要求処理部35は、いずれかの仕掛情報へのアクセスを伴う処理の要求が生じた場合、アクセス先となる仕掛情報に係る工程に関連づけられた仕掛情報管理IDを仕掛情報管理マスタ31から取得すると共に、該取得した仕掛情報管理IDに関連づけられたアクセス情報を仕掛情報アクセスマスタ33から取得し、該取得したアクセス情報を用いて、仕掛情報管理部21で管理されている仕掛情報のうち対応する仕掛情報へアクセスして、要求に係る処理を行うように動作する。
(もっと読む)
半導体の製造ラインにおける棚管理システムおよび棚管理プログラム
【課題】半導体の製造ラインにおいて、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供する。
【解決手段】ポジション決定手段82がそのロットを格納すべきポジションを決定すると、ポジション予約手段83はそのポジションを「予約中」とする。入庫入力手段62が入庫完了操作を受け付けると、ポジション予約手段83はそのポジション状態を「使用中」とする。
(もっと読む)
半導体の製造ラインにおける棚管理システムおよび棚管理プログラム
【課題】半導体の製造ラインにおいて、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供する。
【解決手段】信号受信手段81がロット番号を含む加工検査終了信号X2を受信すると、ポジション決定手段82がそのロットを格納すべきポジションを決定する。ポジション予約手段83はそのポジションを「予約中」とする。棚表示手段51および棚表示手段61は、共用棚40と、各ポジションと、ロット番号とを関連付けて表示する。信号受信手段81がロット番号を含む加工検査開始信号X1を受信すると、ポジション解放手段84がポジションを「空き」とする。
(もっと読む)
生産制御システム、ホストコンピュータ、生産制御方法、及び生産制御用プログラム
【課題】工程フローの一定区間で各ロットに「進め」又は「止まれ」と制御し、同区間内でも各ロットに「進め」又は「止まれ」と制御することにより、区間の作業時間が一定になるようコントロールする。
【解決手段】半導体装置の製造工程において、投入から入庫までを一定間隔でいくつかの区間に分割した際のそれぞれの区間内の仕掛量を制御する区間内仕掛制御ゲートを監視する。該それぞれの区間内に設けられた管理工程に対応する管理工程仕掛制御ゲートを監視する。該区間内仕掛制御ゲート及び該管理工程仕掛制御ゲートを用いて、投入から入庫までの工程全体の仕掛を平準化する。
(もっと読む)
製造計画演算方法と製造計画演算装置
【課題】工程を共通に利用する複数種類の製品を製造する場合に最適化された生産計画を取得する。
【解決手段】記憶装置16に対して、全作業者数Nを含む作業者データ18と、各工程について、製品毎の加工所要時間と必要な作業者数と同時加工できる製品数とを含む工程データ20と、各製品の製造に必要な工程順を含む製品データ22と、期日までに製造する製品のリストとを記憶させる。生産計画データ生成手段36が、各製品を工程順に各工程に割付け、各工程に必要な作業者を割付け、全ての工程に製品を割付けた状態を時系列的に配置して、生産計画データ28を生成する。最適化手段38が、製品をランダムな順番に選択して生産計画データ生成手段36に渡し、製品選択順と作業者割り付け順を変更して、最も早い最終工程終了時刻30を探索する。これで生産計画を立てる。
(もっと読む)
連鎖アラームシステム
【課題】製品の製造工程に問題が生じたときにその原因別に経営者に警告を与える。
【解決手段】第一実際値取得部は仕掛品残高、部品発注残高及び部品在庫残高の実績値を取得する。他方、第一計画情報保持部は生産計画に係るデータを保持し、第一適正残高算出部は、そのデータをもとに仕掛品残高、部品発注残高及び部品在庫残高の計画値を算出する。第一警報発信部は、これらの数値の実績値を計画値と比較して乖離を発見したときには、条件に従い、部品納入に遅延がある旨の警報である部品キャパオーバー警報や、部品在庫残高が計画を上回った旨の警報である組立ライン停止警報や、仕掛品残高が計画を上回った旨のその他ライン障害警報を発信する。
(もっと読む)
配置計画作成装置、制御方法、及びプログラム
【課題】配置場所へ配置対象物を時系列的に配置する計画を作成するに当たり、効率的なネスティング回数によって、配置計画を作成する装置、制御方法、及びプログラムを提供することを目的とする。
【解決手段】配置場所の面積や形状等の情報を取得し(S108、S110)、配置対象物の面積や形状、配置希望日、配置搬出日等を取得し(S112)、所定日時における配置すべく全ての配置対象物の面積の総和を求め、求めた面積の総和が増加から減少に遷移する際の最後に増加して時点を面積極大点として(S116)、当該面積極大点をチェックポイントとして設定し(S120)、当該求めたチェックポイントにてネスティングを実行する。
(もっと読む)
曲げ加工システム及びその方法
【課題】新しい曲げ製品に対し行われる試し曲げ加工等により変化する残加工枚数を修正しながらスケジュール運転を行う。
【解決手段】材料を収納した自動倉庫からブランク材を取り出し、曲げ加工機19により加工を行う曲げ加工システム1である。そして、所定量の加工を自動運転で実行するためのスケジュールデータに基づき、スケジュール運転を制御するスケジュール運転制御手段と、スケジュールデータに基づくスケジュール運転の実行中に、試し曲げ等の特定の曲げ加工処理を実行する試験加工モードに移行する移行制御手段とを備える。そしてスケジュール運転制御手段は試し曲げ等の特定の曲げ加工の結果に応じて変化する後続のスケジュールを管理する。
(もっと読む)
搬送制御方法、搬送制御装置およびコンピュータプログラム
【課題】 対象となる搬送ロット(=要素)の数が30程度を超える場合でも、山立てに関する制約条件を満たし、山高さを最大化する指標と搬送回数を最小化する指標とのバランスを任意に調整できるよう要請された山仕分け問題に対し、ヒューリスティク解法に頼らず、かつ対象を分割することなく、要請される許容可能な時間内に厳密な最適解を導出する山仕分け計画を実現する。
【解決手段】 払出山を作成する対象となる複数の鋼材についての鋼材情報に基づいて、複数の鋼材を複数の払出山に分ける山仕分けを決定し、その山仕分けとヤードの状態とに基づいて山立てするように搬送機器に搬送作業を指示するに際し、山高さを最大化する指標と搬送回数を最小化する指標とを持つ目的関数を設定し、山立て及び搬送に関する制約条件を満たす数理計画問題に帰着させ、山仕分けを最適化する技術を提供する。
(もっと読む)
作業工程制御装置、作業工程制御方法およびプログラム
【課題】各ロットを処理する最適な装置を決定することができる技術を提供する。
【解決手段】作業工程制御装置1は、使用可能装置別仕掛ロット別の優先度を算出する優先度算出部41と、優先度算出部41によって算出された優先度に基づいて各仕掛ロットの割付先である使用可能装置を決定する割付決定部42とを備える。優先度算出部41は、前記装置群に仕掛中の仕掛ロットの数であって、前記仕掛ロットの処理に使用可能な使用可能装置別の前記仕掛ロットの数である使用可能装置別仕掛ロット数、前記仕掛ロット別の前記使用可能装置の数である仕掛ロット別使用可能装置数、前記使用可能装置別、前記仕掛ロット別の標準作業時間である使用可能装置別仕掛ロット別標準作業時間および前記使用可能装置別の可能稼働率である使用可能装置別可能稼働率に基づいて優先度を算出する。
(もっと読む)
在庫管理システム、在庫管理方法及び在庫管理プログラム
【課題】構成物品の的確な在庫管理を行なうことのできる在庫管理システム、在庫管理方法及び在庫管理プログラムを提供する。
【解決手段】在庫管理システム30の制御部31は、実績集計データ記憶部32のデータを集計した第1レコードから生成した第6レコードと、構成マスタデータ記憶部35のデータとを用いて、みなし外出庫数量を算出する。この場合、制御部31は、半完成品の機種識別子に関連付けられている完成品の機種識別子を特定し、これら完成品の機種識別子をそれぞれ含み、算出月等が共通する第6レコードの外在庫数量のすべてを加算する。制御部31は、みなし外出庫数量と在庫数量とを用いて回転期間を算出し、回転期間が滞留判定基準期間以上の場合には滞留在庫と判断し、回転期間が滞留判定基準期間より短い場合には流動在庫と判断して、在庫状況に対応するフラグを在庫状況データ記憶部36に記録する。
(もっと読む)
保管場所決定システム及び決定方法
【課題】日常的な配替え作業を必要とせず、保管場所を効率的に使用することができ、特別なノウハウや技能を不要とし、製品の保管場所における配置を自動的に作成することができる保管場所決定システム及び保管場所決定方法の提供。
【解決手段】生産計画情報を記憶する装置5と、生産を受注した際の契約の内容を記憶する装置4と、生産計画情報及び契約の内容に基づいて生産された保管対象物の保管場所における配置を決定する装置8とを備えている。
(もっと読む)
バッファ容量の決定方法及び生産ライン
【課題】生産ラインの生産性を高めることができるバッファ容量の決定方法、及びこの方法によりバッファ容量が決定された生産ラインを提供する。
【解決手段】複数の工程A〜Dからなる生産ライン1において、工程間の仕掛品を保管するバッファの容量を決定するバッファ容量の決定方法であって、複数の工程のうち処理能力が最も低い律速工程Cが単位時間に処理する仕掛品の数を算出し、律速工程C以外の各工程において、この数の仕掛品を処理するための所要時間を算出し、単位時間と所要時間との差時間を算出する。そして、各バッファの容量を、各工程に単位時間から差時間を減じた時間の稼働を保証する容量になるように決定する。
(もっと読む)
余材引当処理装置、余材引当処理方法、及びプログラム
【課題】1つの余材から複数の品種を引当る作業を迅速かつ最適に行うこと。
【解決手段】サーバ101のCPUが、生産管理情報内の注文情報と生産情報とから不足品種を抽出し、品質実績情報に記録された部位ごとの品質実績と品種マスタ情報に記録された製品の品種ごとの規格値と比較し、不合格となった製品の部位ごとの品質実績情報と前記抽出された不足品種ごとの規格値とを比較し、前記不合格となった製品の部位が合格となる品種を引当可能品種として抽出する構成を特徴とする。
(もっと読む)
サプライチェーン最適化システム及びサプライチェーン最適化方法
【課題】急な販売数増加の販売計画変動が生じても資材、欠品による生産遅延及び製品在庫の不足による出荷遅延を防止できる資材、製品の在庫の棚卸在庫金額及び物流費用と、資材、製品供給の物流ルートの最適化を図るサプライチェーン最適化システム及びサプライチェーン最適化方法を提供する。
【解決手段】サプライチェーンでの販売計画変動時に製品の納期遅延を生じることのない製品および資材の在庫及び資材調達の物流ルートを、サプライチェーン全体で棚卸在庫金額と物流費用の合計費用が最小となるように、サプライチェーンモデルを用いたシミュレーションで算出する。前記棚卸在庫金額と物流費用をサプライチェーンのKPIに設定しサプライチェーンを管理する。また、実際の販売計画変動時にサプライチェーン上の製品、資材の在庫の物流ルートをサプライチェーンモデルを用いたシミュレーションで最適化する。
(もっと読む)
搬送制御システム
【課題】搬送系全体を効率良く稼動させることができる搬送制御システムを提供する。
【解決手段】前工程が終了したワークをワーク検出手段111で検出する第1ステップと、キューイングしている次工程装置を設備検出手段112で検出する第2ステップと、前記次工程装置の仕掛量を仕掛情報収集手段113で検出する第3ステップと、前記次工程装置の中から仕掛量が一番少ない次工程装置を次工程装置候補としてワーク制御手段115で選出する第4ステップと、次工程装置候補の仕掛量が第1しきい値よりも少ないか否かしきい値比較手段114で判断する第5ステップと、ワーク制御手段115で、少ない場合には次工程装置候補を次工程装置に決定し、少なくない場合には前工程装置からワークを搬送する際の搬送時間が短い少なくとも1台の次工程装置の中から選出した仕掛量が一番少ない次工程装置を次工程装置に決定する第6ステップとを実施するものである。
(もっと読む)
対象管理装置およびシステム、コンピュータプログラム、データ処理方法
【課題】複数の生産工程による在庫状況を一目で把握するようなことができる対象管理装置を提供する。
【解決手段】対象管理装置100は、RFIDタグ200が添付されている生産管理対象MMSが複数の生産工程MPを移動するごとに、その対象識別データSIDごとに生産管理対象MMSへの工程搬入日時IDTなどが記録され、生産工程MPごとに在庫されている生産管理対象MMSが検出される。このため、生産管理対象MMSの生産工程MPごとの仕掛在庫数量や平均在庫期間などを検出して表示出力するようなことができる。
(もっと読む)
プレカット加工システム
【課題】同種加工機を備えたシリアル又はパラレルの加工ラインにおいて、各加工機の負荷の平準化を通じて、総加工時間を短縮する。
【解決手段】上下面側面加工機をシリアル配列にて2台備えた加工ラインにおいて、下流側加工機の直前に貯留コンベアを備え、振り分け対象素材を上流側加工機で加工した場合の加工終了時刻における下流側加工機の加工残本数を算出しS40、加工残本数が設定値に達するまでは下流側へ、設定値に達した場合は上流側へと振り分けを実行するS50。A,B2列のパラレル配列の場合は、各ラインの加工機直前に貯留コンベアを備え、振り分け対象素材をA側加工機で加工した場合の終了時刻におけるB側加工残本数と、B側加工機で加工した場合の終了時刻におけるA側加工残本数の内の小さい方へと振り分けを実行する。
(もっと読む)
安全在庫算出装置および安全在庫算出方法
【課題】多品種少量品の安全在庫を適切に算出することができる安全在庫算出装置および安全在庫算出方法を提供する。
【解決手段】複数の種別の部品ごとに使用実績を記憶する使用実績DB31と、部品を所定の方法でグルーピングした部品グループに属する部品の情報を部品グループごとに記憶する層別部22と、部品グループごとに標準偏差モデルを記憶し、部品ごとに安全在庫及び入力された安全係数を記憶する部品DB32と、部品グループに属する部品の使用実績から部品グループごとに標準偏差モデルを算出して記憶部に記憶する標準偏差モデル算出部23と、部品グループの標準偏差モデルと部品の安全係数から部品の安全在庫を算出して結果を表示する安全在庫算出部24とを備える。
(もっと読む)
1 - 20 / 50
[ Back to top ]