
Fターム[3C269BB03]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | 作業精度の向上 (594)
Fターム[3C269BB03]に分類される特許
141 - 160 / 594
ロボット制御装置
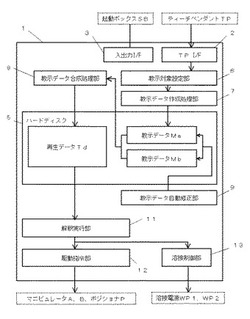
【課題】マニピュレータA、BおよびポジショナPを並行起動して、2パスのアーク溶接作業を実行させるロボット制御装置において、教示データをマニピュレータAとポジショナPの組合せ、またはマニピュレータBとポジショナPの組合せにより独立して作成する場合、一方の教示データに対して教示点の編集操作を行ったときに他方の教示データにも同様の編集操作を行う必要がある。
【解決手段】教示対象設定部6は、複数の制御対象の中からティーチペンダントTPによって選択された複数の制御対象を教示対象として設定する。教示データ合成処理部8は、選択された複数の教示データを合成して1つの再生データTdを生成する。教示データ自動修正部9は、一方の教示データに対する編集操作が行われたときに、編集操作の内容に応じて他方の教示データを自動的に修正する。教示工数の低減及び教示ミスの防止が期待できる。
(もっと読む)
ロボットの角度データ変換方法及び装置

【課題】 冗長自由度ロボットに対しても角度データを変換可能で、ツール先端位置誤差の補正と関節角度リミット回避や障害物回避との両立を可能とする。
【解決手段】
幾何学的誤差を各々考慮した交換前ロボット及び交換後ロボットのツール先端位置ベクトルを計算し(S301-303)、これらベクトル間の誤差ベクトルを計算し(S304)と、幾何学的誤差を考慮した交換後ロボットの角度データに対するヤコビ行列を計算し(S307)、誤差ベクトルとヤコビ行列の逆行列または擬似逆行列とに基づいて角度補正ベクトルを計算し(S308)、関節角度リミット回避及び障害物回避を考慮した評価関数を使って角度補正ベクトルを修正し(S309)、修正した角度補正ベクトルで交換後ロボットの角度データを補正する(S310)、各工程を備え、誤差ベクトルの絶対値(S305)が閾値未満となる(S306肯定判定)まで、処理を繰り返す。
(もっと読む)
多軸加工機用数値制御装置
【課題】多軸加工機における工具側面での加工や穴明け加工においても指令通りの工具位置と工具姿勢(方向)での加工を行うことのできる数値制御装置を提供すること。
【解決手段】テーブルに取付けられた加工物に対して少なくとも直線軸3軸と回転軸3軸によって加工する多軸加工機を制御する数値制御装置において、指令軸位置に基づいて軸依存並進誤差量および軸依存回転誤差量を求める軸依存誤差量計算手段32と、前記軸依存回転誤差量によって回転補正量を求める回転補正量計算手段34と、前記軸依存並進誤差量によって並進補正量を求める並進補正量計算手段36と、前記並進補正量を指令直線軸位置に加算し、前記回転補正量を指令回転軸位置に加算する補正量加算手段38と、前記直線軸3軸と前記回転軸3軸を補正量加算手段38によって求められた位置へ駆動する手段を有する数値制御装置。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】簡易な構成でより高精度に熱変位補正が可能な工作機械の熱変位補正方法等を提供すること。
【解決手段】支持剛性推定部54は、コラム10に対する経時変化した水平方向の支持剛性Kh、垂直方向の支持剛性Kvを、熱伸長量取得部52、温度変化量取得部53において取得される部材15(コラム10)の熱伸長量ΔL、温度変化量Δtに基づいて推定している。コラム10の姿勢に大きく影響する支持剛性Kh,Kvが経時変化した場合、支持剛性推定部54は、熱伸長量ΔL、温度変化量Δtに基づいて経時変化した支持剛性Kh,Kvを一旦推定し、熱変位量導出部55は、該支持剛性Kh,Kvに基づいてコラム10の水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vを求めている。よって、水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vの精度を高めることができ、簡易な構成でより高精度な熱変位補正が可能となる。
(もっと読む)
シミュレーション装置
【課題】被制御装置の模擬が実行可能になるまでに要する時間が短く、且つ、被制御装置を正確に模擬することができるシミュレーション装置を提供する。
【解決手段】シミュレーション装置20は、制御装置10の制御対象である被制御装置を模擬するものであって、被制御装置を構成する機器毎の特性を示す情報が格納された設定ファイルの内容に基づいて、被制御装置を構成する機器のうち応答速度が予め設定された基準速度よりも速い機器を模擬するシミュレーションPLC21と、上記の設定ファイルの内容に基づいて、被制御装置を構成する機器のうち応答速度が基準速度よりも遅い機器を模擬するシミュレーションPC22とを備える。
(もっと読む)
ツールパラメータ導出装置,ロボット
【課題】ロボットの多関節マニピュレータのアーム先端のフランジ面の回転中心に取り付けられたツールの並進成分の寸法を自動的に導出することのできるツールパラメータ導出制御装置及びこれを備えたロボットを提供すること。
【解決手段】3箇所以上の位置でツール11と平板治具50との接触がツール接触検出部40で検出されるまでのベース座標系BのZb軸方向の移動量を取得し,該移動量に基づいて平板治具50のベース座標系Bに対する傾きを算出する。そして,その傾きに基づいて平板治具50と平行及び垂直な作業座標系Wを設定し,作業座標系Wにおいてフランジ面12の回転中心Pを複数の位置姿勢に位置決めした状態でツール11と平板治具50との接触がツール接触検出部40で検出されるまでの作業座標系WのZ軸方向の移動量を取得し,該移動量に基づいてツール11の並進成分の寸法を導出する。
(もっと読む)
産業機械
【課題】使用する環境の温度変化や、経時変化などの影響があっても適切に空間精度補正をすることができる産業機械の提供。
【解決手段】産業機械としての三次元測定機1は、ガイド部212と、コラム221とで構成され、Y軸方向に沿って移動する移動機構と、コラム221の角度を検出する2軸角度計32と、移動機構を制御する制御装置4とを備える。制御装置4は、角度誤差取得部42と、パラメータ生成部43と、補正部44とを備える。角度誤差取得部42は、コラム221を移動させたときに2軸角度計32にて検出される角度に基づいて、コラム221の位置に対するコラム221の角度誤差を取得する。パラメータ生成部43は、角度誤差取得部42にて取得されるコラム221の角度誤差をコラム221の位置で積分することで真直度補正パラメータを生成する。補正部44は、パラメータ生成部43にて生成される真直度補正パラメータに基づいて、移動機構の運動誤差を補正する。
(もっと読む)
複数軸駆動装置、複数軸駆動機械、及び複数軸駆動装置の駆動制御方法
【課題】複数のモータ制御回路のいずれかに異常が生じた場合であっても、複数の駆動軸の軸間誤差による締結部の過大な内部応力の発生を防止する。
【解決手段】モータ2の駆動を制御するモータ制御回路6を設け、共通の目標駆動位置指令とモータ3の駆動位置の位置偏差を保持する位置偏差カウンタ50と、その位置偏差を少なくするようモータ3の駆動を制御するための位置制御部202とを備えたモータ制御回路7を設け、モータ制御回路6は、異常通知信号を出力する異常検出部107と、異常検出されたときにモータ2の駆動を停止する停止制御手段とを有し、モータ制御回路7は、異常通知信号が入力された際に目標駆動位置指令に代えて、モータ2の駆動位置が位置制御部202へ入力されるように信号経路を切り替える切替スイッチSW2を有し、位置制御部202は、異常通知信号が入力された際に位置偏差カウンタ50の位置偏差をリセットする。
(もっと読む)
多軸加工機用数値制御装置
【課題】回転軸を3軸備えた多軸加工機において、工具先端点制御を行う数値制御装置を提供すること。
【解決手段】指令プログラム座標系上で工具先端点位置と工具方向指令を指令して加工を行う数値制御装置1において、補間周期毎に前記工具方向指令を補間し補間工具方向ベクトルを求め、補間工具方向ベクトルから回転軸3軸の複数解を演算する回転軸複数解演算部15と、複数解を合成して回転軸3軸の回転軸位置を演算する回転軸位置演算部17と、補間周期毎に指令された工具先端点位置を補間して補間工具先端点位置を求め補間工具方向ベクトルまたは前記回転軸位置演算部で求めた前記回転軸3軸の回転軸位置による検証工具方向ベクトルに工具長補正量を積算し補間工具先端点位置に加算し直線軸3軸の直線軸位置を演算する直線軸位置演算部19を有し、回転軸位置演算部17で求めた回転軸位置へ移動し、直線軸位置演算部19で求めた直線軸位置へ移動する。
(もっと読む)
位置決め装置
【課題】回転テーブルを支持する直動テーブルの傾きによる回転位置ズレを防ぎ、回転テーブル上の被加工物の位置決め精度を向上させる。
【解決手段】ロータリエンコーダを有する回転テーブル2は、移動方向に直交する2方向をガイド3a、3b及びベースプレート4によって支持された直動テーブル1に搭載される。リニアスケールカウンタ14a、14bの検出信号を減算器17によって減算することによって得られる直動テーブル1の傾きを、減算器19において、ロータリエンコーダカウンタ10の検出値から減算し、回転テーブル2の回転角度をフィードバック制御する。
(もっと読む)
ワークの表面の加工方法
【課題】加工時間を延ばすことなく、かつ、ムシレを生じることなくワークの表面を滑らかに加工できるワークの表面の加工方法を提供すること。
【解決手段】軸部111及び刃部112を備える切削工具11を、軸部111を中心に所定方向に回転させながら、ワーク26の表面に設けられた複数の往路27a及び複数の復路27bが交互に並ぶ経路27に沿って往復移動させつつ往路27a及び復路27bに直交するピックフィード方向に移動させることで、ワーク26の表面を切削する三次元形状を有するワークの表面の加工方法において、軸部111を、ワーク26の表面に直交する方向から、ピックフィード方向の側に位置する刃部112が回転する方向に所定角度傾け、かつ、軸部111を、ワーク26の表面の面内方向における経路27に沿った方向からの傾きが±45度未満となるようにする。
(もっと読む)
任意区間で速度変更が可能な揺動動作機能を有する数値制御装置
【課題】境界点の折り返し時に加減速の溜まりを発生させず、境界点の精度向上が実現でき、揺動制御に合った任意区間の速度変更が可能な、精度を保持しながら、加工サイクルタイムの短縮が可能な任意区間で速度変更が可能な揺動動作機能を有する数値制御装置を提供すること。
【解決手段】揺動動作指令コードを解析し、上死点位置をZU、下死点位置をZL、揺動動作の基準速度をFBに設定し、現在位置を取得し、ZoldをZに代入する(SA100〜SA102)。現在位相を算出し、現在速度を算出し、位置を更新する(SA103〜SA105)。終了指令か否か判断し、終了の場合には処理を終了し、終了指令でない場合には、データ変更か否か判断し、変更する場合にはステップSA101へ移行し、変更しない場合にはステップSA102へ移行する。
(もっと読む)
NCプログラム作成装置
【課題】各駆動軸の性能を十分に発揮させるNCプログラムを作成して、所望の加工精度を確保しつつ、加工時間の短縮を図ることができるNCプログラム作成装置を提供する。
【解決手段】工作機械の各駆動軸の剛性に応じて、各駆動軸の駆動方向における回転工具60による被加工物Wの切込量Px,Py、または、各駆動軸の駆動方向における回転工具60と被加工物Wの相対的な送り速度を決定し、決定した各切込量Px,Pyまたは送り速度によりNCプログラムを作成する。
(もっと読む)
工作機械
【課題】 熱変位補正手段を設けることなく、熱変位にかかわらずに高精度にワーク支持手段と工具支持手段間の相対位置に移動制御が行えて、制御系が簡素にできる工作機械を提供する。
【解決手段】 ベッド3に1箇所で設置された低熱膨張係数の検出手段支持枠30を設ける。この検出手段支持枠30に、ワーク側の直線位置検出手段31および工具側の直線位置検出手段32のスケール31a,32aを設ける。これらのセンサ31,32の読取りヘッド31b,32bは、それぞれワーク支持手段21および工具支持手段22に取り付ける。X軸の移動制御手段44は、ワーク側および工具側の両直線位置検出手段31,32の両方の検出値を用い、X軸移動機構12をフルクローズドループ方式で制御する。
(もっと読む)
切削加工装置,切削加工方法
【課題】単純な構成で長時間の加工においても、切り込み深さの変化を少なくできる高精度な微細表面加工を可能とする。
【解決手段】被加工物6はY方向に移動するY軸ステージ3上に固定され、加工を行う工具5はZ軸ステージ4に固定された工具ホルダに取り付けられる。また、被加工物6の上方に基準プレート14の参照面11を設置し、加えて工具5の後端部に参照面11とのギャップを測定する変位検出センサ12を設置する。加工機1の駆動によるモータ部や摺動部の発熱によって、加工する被加工物6と工具5との相対距離が変化するが、変位検出センサ12により常に参照面11を測定しながら加工する。これにより、NC制御器7により加工中のZ軸方向の変化量を算出し、補正制御することで被加工物6を高精度に加工できる。
(もっと読む)
テーブル形式データでの制御における刃先R補正または工具径補正の機能を備えた数値制御装置
【課題】テーブル形式データによる運転において、バイト工具等の刃先やエンドミル工具等の径が変わっても、刃先R補正量や工具径補正量を変更するだけで、テーブル形式データの修正を不要とすることが可能なテーブル形式データでの制御における刃先R補正または工具径補正の機能を備えた数値制御装置を提供すること。
【解決手段】刃先R補正または工具径補正が指令されたか否かを判断し、指令された場合にはステップSA20へ移行し、指令されていない場合にはステップSA50へ移行し(SA10)、刃先R補正または工具径補正のスタートアップ処理を実行し(SA20)、刃先R補正または工具径補正のメイン処理を実行し(SA30)、補正方向の変更またはキャンセルが行われたか否かを判断し、キャンセルが行われた場合にはステップSA10へ戻り処理を継続し、キャンセルが行われない場合にはステップSA30へ戻り処理を継続し(SA40)、刃先R補正または工具径補正のキャンセル処理を実行し(SA50)、処理を終了する。
(もっと読む)
タンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システム
【課題】アーク倣いを任意の回転中心で行った場合においても、先行極に位置ずれが発生せず、溶接欠陥が生じることのないタンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システムを提供する。
【解決手段】タンデムアーク溶接システムを制御するロボットコントローラ8は、先行極処理部11aが算出した先行極変化量から左右および上下方向の位置ずれを補正する先行極補正量を算出する先行極補正部14aと、後行極処理部11bが算出した後行極変化量から回転方向の位置ずれを補正する後行極補正量を算出する後行極補正部14bと、先行極2aの位置ずれを補正する回転中心補正量を算出する回転ずれ補正制御処理部16と、ティーチング位置と倣い補正時における溶接トーチ2の回転中心の位置を補正するロボット軌跡計画処理部13と、を備える。
(もっと読む)
位置決め装置のキャリブレーション方法、位置決め装置、およびこれらのためのコンピュータプログラム
【課題】従来の位置決め装置のキャリブレーション精度が不十分で、位置決め時間が長く精度も不十分な問題点を解決するキャリブレーション方法を提供する。
【解決手段】カメラ座標系とテーブル基準座標系の位置・姿勢関係(Ak)をAkの誤差を補正するために導入した誤差補正座標系とテーブル基準座標系の位置・姿勢関係とみなし、カメラ座標系上の基準点の任意に決めた現在位置と目標位置における位置ベクトルAkを用いてテーブル基準座標系上の位置ベクトルに変換し、変換された位置ベクトルの諸元を用いて基準点の現在位置から目標位置へのテーブルの移動量を計算し、移動後に現在位置にあった基準点の位置ベクトルの諸元を計測し、Akの誤差補正に係るデータを取得することによって、カメラ座標系と誤差補正座標系の位置・姿勢関係(Bk)を取得し、AkとBkによってカメラ座標系とテーブル基準座標系の新たな位置・姿勢関係(Ck)を取得する。
(もっと読む)
三次元造形方法
【課題】表面に孔及び/又は溝が形成されている造形対象物に対する三次元造形において、孔及び/又は溝の周辺における切削表面の破壊を伴わずに、効率的な切削加工を可能とする構成を提供すること。
【解決手段】表面に孔及び/又は溝が形成されている造形対象物2に対する回転工具3による三次元造形において、工具3が移動する二次元平面に孔及び/又は溝の形成領域4が存在する場合に、当該領域4における軌跡1を当該領域4の両外側に位置している軌跡1と同一の高さレベルを維持した状態にて連続して設定する一方、CADシステム又はCAMシステムによって、前記軌跡1を設定することに基づき、前記課題を達成し得る三次元造形方法。
(もっと読む)
ロボットのツールベクトルの導出方法及び較正方法
【課題】簡便に短時間にしかも精度よくロボットのツールパラメータ(Tx,Ty,Tz,α,β,γ)、特にツールパラメータの中の並進成分(Tx,Ty,Tz)であるツールベクトルを導出する方法を提供する。
【解決手段】本発明に係るロボットのツールベクトルの導出方法は、ロボット2のアーム先端に取り付けられたツール6の先端位置を決定するツールベクトルを導出する方法であって、ロボット2のツール6の先端が空間上の所定点の近傍に位置するように、ロボット2に対して3つ以上の姿勢をとらせ、各姿勢におけるツール6の先端の位置ずれ量である実績位置ずれ量を計測し、計測された実績位置ずれ量を基にツールベクトルTを算出する。
(もっと読む)
141 - 160 / 594
[ Back to top ]