
Fターム[3C269BB03]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | 作業精度の向上 (594)
Fターム[3C269BB03]に分類される特許
81 - 100 / 594
3軸加工機用ワーク設置誤差補正部を有する数値制御装置
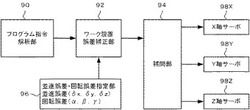
【課題】少なくとも直線軸3軸を有する3軸加工機において、ワークの設置誤差がある場合に加工点である工具先端点位置が正しくなるように補正する数値制御装置を提供すること。
【解決手段】テーブルに取付られたワーク(加工物)に対し少なくとも直線軸3軸によって加工する3軸加工機を制御する数値制御装置はワークを設置した時の設置誤差を補正するワーク設置誤差補正部92を備える。ワーク設置誤差補正部92には並進誤差・回転誤差指定部96から並進誤差・回転誤差が補正量として入力される。補正されたプログラム指令は補間部94により補間され、98X,98Y,98Zの各軸モータは、誤差補正された補間データによって駆動制御される。
(もっと読む)
工作機械、加工方法、プログラム及びNCデータ生成装置

【課題】断面非円形状のワークと工具との相対移動により、少なくともワークの断面を含む一平面内においてワークと工具との相対的位置及び相対的角度を変化させつつ、加工を行い、ワークに対する工具の傾きの角速度を一定にし、切削送り速度を一定に保つ。
【解決手段】ワーク50上の所定の経路に沿って加工する際、所定の経路上にて工具8による加工が開始される点Psから加工が終了する点Peまでの、ワーク50と工具8との相対的角度変化の総和θseを算出すると共に、所定の経路に沿った加工に要する時間を、工具経路へ等分に配分し、工具8が工具径路上の各時間的等分点を通過する際に、工具8とワーク50との相対角度が、相対的角度変化の総和θseを加工に要する時間と同等に等分した角度分ずつ連続的に変化するように加工を行う。
(もっと読む)
工作機械の熱変位補正装置及び方法
【課題】仕様の数が多くても設定や運用を正確且つ簡易に行うことができる工作機械の熱変位補正装置あるいは方法を提供する。
【解決手段】スケール2の有無やベッド1・テーブル5の長さの割り出し方式が相違することによって互いに異なる2つの仕様が存在する工作機械にあって、各仕様における当該工作機械の熱変位補正量を推定する補正量推定装置13・パラメータ自動選択装置14を備えており、補正量推定装置13・パラメータ自動選択装置14は、ベッド1・スケール2・テーブル5・ワーク6にそれぞれ対応する推定熱変位演算用のパラメータの集合をデータベースとして記憶すると共に、各仕様に応じた機械情報に基づいて前記データベースから前記仕様に属する前記パラメータを選択し、選択された前記パラメータによりベッド1・テーブル5・ワーク6あるいは更にスケール2における推定熱変位を演算し、当該推定熱変位を合算する。
(もっと読む)
ロボットの外部軸の計測方法、ロボットの教示データ作成方法、およびロボットのコントローラ
【課題】ポジショナ回転軸のロボットに対する相対的な位置姿勢を高精度に計測する。
【解決手段】
ロボット10に作業されるワークWを把持するポジショナ12の回転軸Arまたは直動軸の該ロボット10に対する相対的な位置姿勢を計測するロボット10の外部軸の計測方法であって、ポジショナ12の回転軸Arまたは直動軸に対する所定の位置に定義された計測点Pmにロボット10の基準点Ptが手動によって位置合わせされた状態の該ロボット10の姿勢を、基準点Ptが計測点Pmに位置合わせされた状態を維持しつつ計測姿勢に変更する。計測姿勢として、(1)関節10a〜10fそれぞれにおける、ポジショナ12が把持するワークWに対して作業を実行するときの作業姿勢時の関節値と計測姿勢時の関節値との間の差分値と、(2)関節10a〜10fそれぞれに対して予め定義されている重み値とに基づいて、作業姿勢に対する類似の程度が高い姿勢を決定する。
(もっと読む)
ロボットの制御装置及びロボットの姿勢補間方法
【課題】ロボットの手先がワークを把持して加工を行う場合の作業精度を向上させる。
【解決手段】制御装置は、手先の先端点を座標原点とするX方向,Y方向,Z方向の各軸について、手先の位置及び姿勢をティーチングする場合に、座標原点から各軸方向の所定距離に手先の姿勢を定める姿勢点を設定すると、ティーチングした姿勢に対応する姿勢点の間について、各軸の姿勢点の移動軌跡がそれぞれ滑らかに繋がるように補間する。
(もっと読む)
位置決め制御装置およびこれを備えた位置決め装置
【課題】 カメラで位置決め対象を撮影する位置決め制御装置で、高精度な位置決め動作を可能とする。
【解決手段】 位置決め対象を撮像した時刻が特定できる撮像時刻特定信号と検出位置とを出力する画像処理装置30、および撮像時刻特定信号が取得された時刻の位置決め対象を移動させるモータ53、56の回転位置から所定時間前の回転位置を計算し、該計算値と検出位置と目標位置とに基づき、位置決め対象が目標位置になるようにモータ53、56を制御する駆動制御装置40を備え、位置決め対象を静止中に撮像して位置決め対象が目標位置になるように制御した場合の第1の回転位置と、移動中に撮像して位置決め対象が目標位置になるように制御した場合の第2の回転位置とを予め取得し、前記所定時間を第1の回転位置と第2の回転位置とに基づいて決定する。
(もっと読む)
ロボットシミュレーション装置、ロボットシミュレーション方法、及びロボットシミュレーションプログラム
【課題】シミュレーションを行うハードウェア資源によってシミュレーションの結果が互いに異なることを抑えてハードウェア資源間でのシミュレーションの結果の差異を少なくすることの可能なロボットシミュレーション装置、ロボットシミュレーション方法、及びロボットシミュレーションプログラムを提供する。
【解決手段】仮想ロボットを軌道に沿って動かすロボットシミュレーション装置であって、前記仮想ロボットの軌道をサンプリング時間Tpだけサンプリングするプロセスである軌道計算プロセスP1を割り込み間隔Tiで行う軌道計算部と、前記サンプリング時間Tpが前記割り込み間隔Ti以下となる範囲で前記サンプリング時間Tpと前記割り込み間隔Tiとの双方を各別に可変にする時間可変部とを備える。
(もっと読む)
横型工作機械
【課題】主軸の振り回しを安定させた上で、空間精度を補正して、大幅な精度向上が可能な横型工作機械を提供する。
【解決手段】横型工作機械10に、ラム17のたわみを補正するラムテンションバー20と、サドル16を吊り上げる2箇所の吊り力を調整して、サドル16の傾きを補正する吊り力補正機構30と、コラム14の曲がりを補正するコラムテンションバー40と、ラムテンションバー20、吊り力補正機構30及びコラムテンションバー40を制御すると共に、数値制御により空間精度を補正する空間精度補正機能を有する制御装置とを設け、制御装置により、ラムテンションバー20、吊り力補正機構30及びコラムテンションバー40を用いて、主軸18の先端の振り回しのみを補正すると共に、ベッド11の沈み込みによる空間精度の悪化を、空間精度補正機能を用いて補正する。
(もっと読む)
工具管理機能を備えた数値制御装置
【課題】 複数の工具マガジンで工具管理を効率よく行い、工作機械の加工待ち時間を短縮できる数値制御装置を提供する。
【解決手段】 数値制御装置は、加工プログラム中の次工具指令を実行し、工具番号を識別し、工具番号に対応するポット番号を検索し、ポット番号に対応するマガジン番号を識別する。次工具が格納されている方のマガジンの状態を検知し、そのマガジンが工具を割出可能な状態であるか否かを判定し、割出可能であれば、そのマガジンに割出指令を出力する。マガジン工具交換作業中につき、マガジンが割出不能な場合は、次工具と同じ工具グループに登録されている代替工具番号を検索し、代替工具を格納するマガジンに割出指令を出力する。
(もっと読む)
研削盤
【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
自動芯出しシステム及び自動芯出し方法
【課題】吸着式の回転ジグにワークを取り付ける場合等において、極めて高精度に芯出しを行うことができる自動芯出しシステム及び自動芯出し方法を提供すること。
【解決手段】本発明は、吸着式にワークの一側を保持可能なワーク保持部と、ワーク保持部に結合されていて、ワーク保持部を回転軸回りに割り出し可能に回転させる主軸と、前記回転軸に対するワークの芯ずれ位相または芯ずれ量を測定できる検出センサと、ワーク保持部に対向する位置に移動可能であって、吸着式にワークの他側を保持可能な第二ワーク保持部と、前記回転軸と第二ワーク保持部との相対位置関係を制御可能な移動制御部と、を備えたことを特徴とする芯出しシステムである。
(もっと読む)
部品実装装置及び部品実装方法
【課題】撮像手段が基板加熱ヒータによって加熱される状況が、部品装着前の位置合わせ時と部品装着時とでほぼ一致するようにして部品の装着精度を向上させることができるようにした部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】治具部品載置部AR2に載置された治具部品JGを上方から撮像カメラ16により撮像して第1の撮像画像を取得するとともに、装着ヘッド15によりピックアップした治具部品JGを下方から撮像カメラ16により撮像して第2の撮像画像を取得して装置誤差を検出するとき、撮像カメラ16が基板加熱ヒータH2によって加熱される状況が、その後、部品3と部品装着部位2aとの位置合わせ時に撮像カメラ16が基板加熱ヒータH2によって加熱される状況に近くなるように治具部品載置部AR2の選択を行う。
(もっと読む)
数値制御装置及び摩擦補償方法
【課題】ダブルナット予圧方式の送り駆動機構においても低速から高速の領域まで摩擦力又は摩擦トルクを高精度で推定して象限突起を補正できる数値制御装置及び摩擦補償方法を提供する。
【解決手段】本発明の数値制御装置はオーバーサイズボール予圧方式だけでなく、ダブルナット予圧方式の送り駆動機構においても低速から高速の領域まで摩擦力又は摩擦トルクを高精度で推定する。故に数値制御装置は象限突起を補正できる。象限突起は指令軌跡よりも移動軌跡が外側に出る現象である。ダブルナット予圧方式の送り駆動機構はボール螺子軸が反転して一山目の象限突起を生じる。ダブルナット予圧方式の送り駆動機構はテーブルが反転後所定量移動した時に更に二山目の象限突起を生じる。数値制御装置はダブルナット予圧方式の時に二段階で生じる摩擦力の上昇を二つの近似式を用いて高精度に推定できる。
(もっと読む)
エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械
【課題】回転送り軸を有する工作機械の位置と姿勢の誤差を精度良く補正することができる数値制御工作機械を提供する。
【解決手段】直線送り軸及び回転送り軸を有して主軸とテーブルとが相対移動可能に構成された数値制御工作機械において、主軸及びテーブルの一方に支軸を介して設けられた基準球と他方に設けられたセンサとを有し、所望の測定点でセンサにより基準球の位置を支軸の長さを変えて測定可能な測定する測定装置と、測定装置で測定した測定データと測定点の座標値とに基づいて、測定点の位置誤差及び姿勢誤差を演算する演算部と、演算部で演算した位置誤差及び姿勢誤差を測定点における直線送り軸の位置及び回転送り軸の回転角度に対応させて記憶する記憶部と、を具備する。
(もっと読む)
NCプログラム作成方法及び作成装置
【課題】工具が工具使用限界時間を超過した状態で被加工物を加工することに起因する工具破損や加工精度の低下を確実に防ぎ、工具を工具使用限界時間まで適切に使用することを可能とするNCプログラム作成方法及びNCプログラム作成装置を提供する。
【解決手段】各加工経路に使用する工具を選択する工具選択指令と当該工具の加工経路とが記述される加工データと、工具の工具番号及び工具使用限界時間が記述される工具データとを読み込むステップと、加工データから工具選択指令を検出するステップと、検出された工具選択指令により選択される工具の加工経路から工具使用時間を算出し、工具使用時間と工具使用限界時間とを比較するステップと、工具使用時間が工具使用限界時間を越える加工経路の前に、当該工具を工具番号の異なる同一の工具と交換する工具交換指令を追記するステップとを含むようにした。
(もっと読む)
工作機械の熱変位補正方法及び熱変位補正装置
【課題】送り軸の各位置における熱変位の分布を推定し、更に、位置検出センサを用いて送り軸の位置を検出し、検出した位置に基づいて送り軸の位置指令に対する補正量を増減することにより、周囲環境の温度変化など機械の動作によらない熱変位も考慮して補正することができる工作機械の熱変位補正方法及び熱変位補正装置を提供すること。
【解決手段】送り軸の位置を検出しメモリに格納する(SA01)。検出した位置に対応する区間(I)の、修正後の送り軸部熱変位量(LnI’)をメモリから読み出す(SA02)。修正後の送り軸部熱変位量(LnI’)を打ち消す量を熱変位補正量とし、補正手段に送る(SA03)。補正処理を行い、処理を終了する(SA04)。
(もっと読む)
機械の精度を高めるための方法
【課題】大型機械、特に15フィートを超える作業範囲を有する大型機械は、熱膨張および軸間の機械的な心合わせのずれによる、受入れ難い誤差を生じる。これらの誤差は、機械を熱筐体内に封入すること、注意深く較正すること、または、各軸上にレーザ干渉計を装着することによって、伝統的に最小に抑えられてきている。これらの解決策はコストが高くつき、頻繁な再較正を必要とし、かつ、摩耗等による1つの軸の別の軸に対する小さな回転を補正することはできない。
【解決手段】干渉計レーザトラッカまたは匹敵する3D位置センサを使用して、機械が休止状態となった際に、機械のヘッド等のエンドエフェクタに取付けられた再帰反射器の位置を測定する。コンピュータがその測定された位置を機械媒体に従った所望の位置と比較して、小出し供給される媒体命令文で適切な訂正を加えて、機械をさらなる機械加工に先立って正しい位置へと移動させる。
(もっと読む)
プリプレグテープ並びにテープ制御情報設定方法
【課題】プリプレグテープの貼着時に、様々な曲面に対応して皺無く貼着や積層を図ることを提供する。
【解決手段】テープ幅を等分した複数条のテープ分割体に分断され、三次元に湾曲した曲面に貼着されるプリプレグテープを用いる。このプリプレグテープの貼着に要するテープ制御情報のうち少なくとも一要素を設定するテープ制御情報設定方法は、プリプレグテープが貼着される曲面に設定されるレイアップパスを取得するレイアップパス取得ステップS1、S6と、レイアップパス取得ステップS1、S6で取得したレイアップパス上に演算開始点を設定する演算開始点設定ステップS101と、演算開始点を通り且つレイアップパスに対して曲面沿いに直交する横断ラインと、各テープ分割体が貼着される分割ゾーンの中心を通る縦断ラインとが交差する点にテープ制御点を設定するテープ制御点設定ステップS7とを備えている。
(もっと読む)
送り軸反転時の補正方法
【課題】象限突起を高精度で補正することのできる象限突起補正方法を提供する。
【解決手段】数値制御工作機械10の送り軸反転時に生ずる象限突起を補正する象限突起補正方法は、数値制御工作機械のNCプログラムから、サーボモータに指令されるべき位置指令を現在の位置指令から所定時間後の位置指令まで所定の制御周期毎に記憶部に記憶し、記憶された位置指令に基づいて反転補正指令を算出し、サーボモータの動作により得られる情報に基づいて、反転補正指令をサーボモータの速度指令またはトルク指令に付加する時刻を、サーボモータの反転時刻から繰上げる繰上時間を算出し、サーボモータの反転時刻よりも繰上時間だけ繰上げた時刻に反転補正指令をサーボモータの速度指令またはトルク指令に付加して象限突起を補正する。
(もっと読む)
象限突起補正方法
【課題】象限突起を補正する高精度な補正指令を簡易かつ短時間で算出する。
【解決手段】数値制御工作機械10の送り軸の移動方向反転時に生ずる象限突起を補正する象限突起補正方法において、数値制御工作機械のサーボモータで駆動される送り軸の所定区間を繰り返し駆動して位置偏差を求め、該位置偏差に基づいて学習制御を行うことにより、サーボモータに入力される指令に付加されるべき、象限突起を補正する補正指令を作成し、補正指令は立ち上がり部分と立ち下がり部分とを少なくとも含んでおり、立ち上がり部分は、単一の直線Cv1または単一のアークタンジェント曲線Cv4で近似されると共に、立ち下がり部分は、少なくとも一つの指数関数曲線Cv3で近似される。
(もっと読む)
81 - 100 / 594
[ Back to top ]