
Fターム[3C269BB03]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | 作業精度の向上 (594)
Fターム[3C269BB03]に分類される特許
21 - 40 / 594
加工データ修正方法
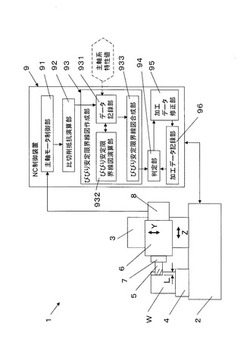
【課題】発生の可能性の高い複数のびびり振動に対して有効なびびり安定限界線図を作成して、加工データのびびり振動発生の有無を判定し、びびり振動の発生が予測される場合は加工データを修正する加工データ修正方法を提供する。
【解決手段】工具5をスピンドル7に装着した状態の加振テストから求めた主軸系のコンプライアンスの周波数応答のピークの中で、コンプライアンスの大きな複数のピークから求めた質量・減衰係数・剛性値を用いて、複数のびびり安定限界線図を作成する。複数のびびり安定限界線図の安定領域の重複する部分を安定領域とする合成びびり安定限界線図を作成する。合成びびり安定限界線図の安定領域に含まれない加工データを、安定領域に含まれるように修正する。
(もっと読む)
工具先端点の加速度または加加速度の表示部を備えた工具軌跡表示装置

【課題】駆動軸または工具の指令位置に対する実位置の形状誤差の分析を容易に行う。
【解決手段】工具軌跡表示装置(20)は、複数の駆動軸の位置指令の指令値時系列データ、複数の駆動軸の位置検出値の検出値時系列データおよび工作機械の構成に基づいて工具指令座標値および工具実座標値を算出する工具座標値算出部(22)と、工具指令座標値および工具実座標値における工具の先端点の加速度を算出する加速度算出部(23)と、工具指令座標値および工具実座標値の加速度の表示形式を選択する表示形式選択部(24)と、を具備し、表示形式選択部は、加速度の向きと大きさとに応じて工具の先端点の軌跡を色分けする色表示と、加速度を加速度ベクトルとして工具の先端点の軌跡上に表示するベクトル表示と、隣接する加速度ベクトルの終点を互いに接続する結線を表示する結線表示とのうちの少なくとも一つを行う。
(もっと読む)
学習制御機能を備えたロボット
【課題】従来、学習制御器の調整は経験に基づいて試行錯誤で行われており、調整が難しいという問題があった。
【解決手段】本発明のロボットは、位置制御の対象とする部位にセンサを備えたロボット機構部(1)と、ロボット機構部の動作を制御する制御装置(2)とを含み、制御装置(2)は、ロボット機構部の動作を制御する通常制御部(4)と、作業プログラムに指定された教示速度に、速度変化比を乗算した速度指令にてロボット機構部(1)を動作させたときに、センサにより検出された結果から、ロボット機構部の制御対象の軌跡又は位置を目標軌跡又は目標位置に近づけるため、もしくは制御対象の振動を抑制するための学習補正量を算出する学習を行う学習制御部(3)と、を有し、ロボット機構部の制御対象位置が速度変化比に依らず一定の軌跡を移動するように処理を行うことを特徴とする。
(もっと読む)
6軸ロボットの軸間オフセット検出方法
【課題】6軸ロボットにおいて、軸間オフセットのずれ量を計測しこれを補正する。
【解決手段】手先に発光ダイオードを設け、先端2軸直交点(第5軸と第6軸との交点)をロボット座標のX軸上の複数の移動目標位置(白抜き丸印)に移動させる。各移動目標位置で、発光ダイオードを第6軸を中心に回転させてその回転軌跡を3次元計測器により計測すると共に、発光ダイオードを第5軸を中心に回転させてその回転軌跡を3次元計測器により計測する。そして、2つの回転軌跡から2つの回転中心線を求め、両回転中心線の交点を先端2軸直交点の実際の移動位置(×印)とし、移動目標位置と実際の移動位置との誤差から軸間オフセット量Fを検出する。この軸間オフセット量FによってDHパラメータを補正する。
(もっと読む)
タッピング加工装置
【課題】主軸と送り軸との同期誤差を低減する。
【解決手段】主軸モータ(21)と送り軸モータ(31)とを同期運転してタッピング加工動作を行うタッピング加工装置(1)は、タッピング加工時に前記主軸の反転動作を検出する主軸反転動作検出部(34)と、主軸反転動作検出部によって主軸の反転動作が検出されたときに、送り軸の反転動作の追従性を向上させる反転補正量を作成する反転補正量作成部(35)とを含み、主軸反転動作検出部によって反転動作が検出された際に、反転補正量作成部により作成された反転補正量を送り軸制御部(37)の速度制御ループの速度指令または、速度制御ループの積分器(41)に加算する。
(もっと読む)
誤差補正部を備えた数値制御装置
【課題】誤差補正部を備えた数値制御装置。
【解決手段】ヘッド側合成リンクベクトルVLh,テーブル側合成リンクベクトルVLt,ヘッド側合成誤差リンクベクトルVLh’およびテーブル側合成誤差リンクベクトルVLt’の関係と補正量Δ3DとヘッドおよびZ軸コラムとの関係から、補正量Δ3Dの補正を行うことによって、工具先端点をヘッド側合成誤差リンクベクトルの先端(VLh’の先端)からテーブル側合成誤差リンクベクトルの先端(VLt’の先端)に移動し、各リンクベクトルVh,Vx,Vy,Vz,Vc,Va,Vtに伸縮誤差、並進誤差または回転誤差があっても実際の工具先端点は実際のワーク上の正しい加工位置に移動し、ワークに対する正しい加工が行われる。
(もっと読む)
工作機械用制御装置
【課題】工作機械で生じる熱変位量を算出処理する処理負担を軽減するとともに処理速度の低下を回避し、しかもワークの加工精度向上を実現する工作機械用制御装置を提供すること。
【解決手段】逐次解析制御部110、事前解析制御部120、補正値算出部130、変化量算出部140及びモード切換部150を備え、工作機械Mの構成部分に発生する熱変位量に基づいて補正された加工プログラムを実行して工作機械Mを動作させ、ワークWに対する高精度な加工を実現する工作機械用制御装置100。
(もっと読む)
数値制御装置
【課題】工作機械において特別指令の入力時点からそれに応じた動作が実行されるまでの応答性を向上しつつ、加工形状の誤差を抑制する。
【解決手段】数値制御装置2は、ツールパスのうち補間対象点の前後に亘る補間区間のみを当該補間対象点における微分値の変化が連続的な変化となるように局部補間するパス局部フィルタ16と、移送対象物の加減速条件と局部補間後ツールパスとに基づいて媒介変数時間関数を求める媒介変数時間関数導出部18と、指令入力装置122に特別指令が入力された場合には、その特別指令の内容に応じて基準単位時間の長さを調整した新たな基準時刻を導出し、その基準単位時間毎の各移送軸についての移送量を求めてその移送量を特定周期毎の指令パルスとするパルス補間部22とを備える。
(もっと読む)
数値制御装置
【課題】不定軸を含む複数の移送軸を有し、いずれかの移送軸について移送装置の加速性が極端に悪い工作機械において、全ての移送軸についての移送装置の同時制御と、高速かつ高い加工精度でのワークの加工とを実現する。
【解決手段】数値制御装置2は、ツールパスを滑らか補間するツールパス補間部15と、W軸パスを滑らか補間後、媒介変数による二次微分値が小さくなるように補間する移送軸パス補間部16と、媒介変数時間関数を求める媒介変数時間関数導出部18と、媒介変数時間関数を用いて基準単位時間毎の各時点の補間後ツールパスの座標及びその各時点の補間後W軸パスのW軸座標を求め、そのW軸座標を拘束条件として各時点の補間後ツールパスの座標に対応する各移送軸上の座標を求め、その位置座標から各移送軸毎の移送量を示す指令パルスを求めるパルス補間部22を備える。
(もっと読む)
数値制御装置
【課題】加工プログラムに射影工具軸ベクトルの向きが急変するような移送対象物の動きを指示する部分が含まれている場合でも、工具とテーブルとの相対的な急回転を防いでワークの加工精度の低下及び機械ショックの発生を抑制する。
【解決手段】数値制御装置2は、姿勢調整箇所の前後に亘る姿勢調整区間において工具106の姿勢を調整するための姿勢調整情報を求める姿勢調整情報導出部16と、媒介変数時間関数を求める媒介変数時間関数導出部18と、媒介変数時間関数から求めた各時点に対応する媒介変数のうち姿勢調整区間内の媒介変数については、先端パス上の先端点の位置座標と、その先端点から当該先端点に対する位置関係を姿勢調整情報に基づいて射影工具軸ベクトルの向きの変化が緩やかになる方向に調整した上空パス上の上空点へ向かう工具軸ベクトルを求めてその位置座標及び工具軸ベクトルから指令パルスを求める移送指令導出部20とを備える。
(もっと読む)
加工装置および加工方法
【課題】ワークの加工精度を向上した加工装置を提供する。
【解決手段】ワーク5と工具10との相対運動によって、ワーク5に対して曲線を含む加工を施す加工装置1であって、ワーク5と工具10とが接触するまでの相対運動をクロソイド曲線に沿った運動に制御する制御手段4を備える。
(もっと読む)
工作機械
【課題】被加工物を、容易に、且つ、短時間で測定して、当該被加工物を高精度に加工することができる工作機械を提供する。
【解決手段】主軸14に装着された工具TとワークWとを水平方向及び上下方向に相対的に移動させて、ワークWを工具Tにより加工する工作機械において、主軸14を回転可能に支持すると共に、上下方向に移動可能に支持されるサドル12と、ワークWを非接触で測定するワーク測定器30と、サドル12の側面に設けられ、ワーク測定器30を測定位置P1と退避位置P2との間で搬送する搬送装置15と、ワーク測定器30の測定結果に基づいて、ワークWに取付不良及び形状不良があるか否かを判定した後、この判定結果に応じて、工具T及びワークWの移動を制御するNC装置20とを備える。
(もっと読む)
位置補正装置およびレーザ加工機
【課題】移動装置の位置決め制御の精度の向上と加工速度の向上とを両立できる位置決め装置およびレーザ加工機を提供すること。
【解決手段】座標平面におけるレーザビームBの加工予定軌跡と目標軌跡との間で距離の最も近い2点の組が探索され、その2点間の各々の距離が算出される。算出された各々の距離に基づいて加工予定軌跡を作るための指令が補正されるので、加工予定軌跡を目標軌跡に近づけることができる。これらの処理は被加工物WにレーザビームBを照射する前に実行されるので、レーザ加工時における移動装置の位置決め速度(移動速度)を低下させることなく移動装置の位置決め制御の精度を向上できる。また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置であっても、ヒステリシスを考慮した補正ができる。
(もっと読む)
ロボット、ロボット制御装置、ロボット制御方法、およびプログラム
【課題】ロボットの姿勢ごとのハンドに加わる重力の影響を適切に補正するロボット、ロボット制御装置、ロボット制御方法、およびロボット制御プログラムを提供することを目的としている。
【解決手段】ハンドとアーム2との間に介挿されている力センサー30に対して入力される重力の影響をモデル化した定数を有するモデル式を記憶する記憶部104と、ハンドが対象物を把持していない状態における力センサーが出力する検出値を用いて、モデル式の定数の値を算出する変数算出部106と、変数算出部が算出した定数をモデル式に代入して力センサーに対して入力される重力の影響の補正値を算出し、力センサーが出力する検出値から算出した補正値を差し引くことで、力センサーの検出値を補正する補正部107とを備える。
(もっと読む)
6軸ロボットの軸間オフセット検出方法
【課題】6軸ロボットにおいて、軸間オフセットのずれ量を計測しこれを補正する。
【解決手段】ロボットアームの先端のフランジに発光ダイオードを設け、手先をロボット座標のX(Xb)軸上の複数の移動目標位置に移動させる。このとき、発光ダイオードの位置を3次元計測器により計測し、手先が正しく移動目標位置に移動したときの発光ダイオードの位置と実際の移動位置とを基にして軸間オフセット量Fを検出する。この軸間オフセット量FによってDHパラメータを補正する。
(もっと読む)
加工プログラムの移動経路を修正する機能を備えた数値制御装置
【課題】ピックフィードが切削部分にある加工プログラムの場合でも、良好な加工面を得ることができる数値制御装置。
【解決手段】プログラム入力部2は、自動運転の実行時に加工プログラム1を読み出し、指令解析部3に入力する。指令解析部3は、指令ブロック毎の移動量や送り速度の指令から補間用のデータを生成する前処理部であり、前処理されたデータは、補間処理部7に入力され、各軸の移動指令に分割された後、各軸のサーボモータ8X,8Y,8Zに出力される。指令解析部3の内部において、ベクトル作成部4は、同一方向の連続する指令ブロックを一つにしたベクトルを作成し、ピックフィード判定部5に入力する。ピックフィード判定部5では、入力されたベクトルからピックフィード部分かどうかの判定が行われ、ピックフィード部分であった場合には、経路修正部6で経路の修正が行われる。
(もっと読む)
ロボットの故障検出方法、ロボット
【課題】ロボットの故障検出方法を提供する。
【解決手段】ロボット1の故障検出方法は、関節J1〜J6と、これら関節に連結されるアーム13〜18と、関節J1〜J6それぞれの回転角度を検出するエンコーダー40と、アームのいずれかに取り付けられたジャイロセンサー30と、を有するロボットの故障検出方法であって、エンコーダー40またはジャイロセンサー30の異常を判定する閾値を決定する工程と、エンコーダー40によって関節角度を取得する工程と、関節角度を近似微分して関節角速度を算出する工程と、関節角速度をジャイロセンサー位置の座標系角速度に変換する工程と、ジャイロセンサーによって角速度を取得する工程と、ジャイロセンサーにより取得した角速度と座標系角速度との角速度差、または角速度比を演算する工程と、角速度差、または角速度比と、閾値とを比較する工程と、を含む。
(もっと読む)
工作機械の制御装置及び制御方法
【課題】びびり振動を効果的に低減することができ、しかも加振装置を必要とせず、実施化を容易に図り得る工作機械の制御装置などを提供する。
【解決手段】工作機械は、主軸に取り付けた切削工具により切削加工を行うものである。この工作機械の制御装置は、加工時に発生するびびり振動の周波数を検出する検出手段と、この検出手段で検出したびびり振動の周波数及び主軸回転数を基に工作機械の主軸が回転している状態の固有振動数を推定する推定手段17と、この推定手段で推定した固有振動数を用いて無次元安定限界切込みを算出し、この無次元安定限界切込みが最大となるように主軸回転数を変更する主軸回転数制御手段18とを備える。
(もっと読む)
位置決め制御装置、これを備えた工作機械
【課題】送り装置の加速性能を損なうことなく、位置決め精度を高めることができ、従来に増して高精度な位置決めを行うことができる位置決め制御装置、工作機械を提供する。
【解決手段】移動体と、移動体を送り軸方向に案内する案内機構部及び移動体を移動させる駆動機構部を有する送り装置と、送り装置を支持する構造体2と、駆動機構部の作動を制御して、工作機械上の基準位置に対する移動体の移動位置を制御する制御装置20とを備え、更に、前記構造体の変位に起因した前記基準位置に対する前記送り装置の前記送り軸方向における変位を導出する導出部11,28と、導出部11,28により測定された変位データを受信して、この変位を打ち消すための修正データを、制御装置20における制御信号に加算する加算部27とを備える。
(もっと読む)
工作機械の移設検出装置
【課題】当初の設置場所からの不適切な移設による機械の精度低下、機能低下、寿命低下などを防止すると共に、機械の移設先や移設履歴を知ることもできる工作機械の移設検出装置を提供する。
【解決手段】工作機械又はNC装置のフレームに掛かる荷重の変化を、フレームの歪の変化として検出する歪検出手段と、検出した歪の変化量が、予め定められたしきい値を超えた場合に工作機械の移設が行われた旨の移設判定を行う判定手段と、移設判定を記憶する記憶手段と、NC装置に工作機械の起動指令が与えられた時に前記記憶手段の内容を読取ることができない場合又は記憶手段が移設判定を記憶している場合に、NC装置に動作制限信号を出力する制限情報出力手段と、動作制限信号に基づく動作制限を解除するためのリセット信号を出力すると共に記憶手段の記憶内容を初期化するリセット手段とを備えている。
(もっと読む)
21 - 40 / 594
[ Back to top ]