
Fターム[3C269BB03]の内容
数値制御 (19,287) | 目的、目的を達成するための改良点 (2,252) | 作業精度の向上 (594)
Fターム[3C269BB03]に分類される特許
41 - 60 / 594
フィードバック制御装置、フィードバック制御方法、モータ及びロボット
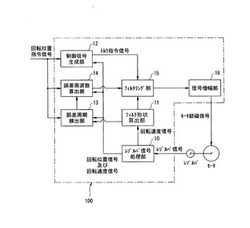
【課題】所定動作量(例えば動作速度)以下においても位置決め精度の低下や振動の抑制を図ることを目的とする。
【解決手段】制御対象の動作状態を検出する状態検出器を介して、フィードバック信号を取得するフィードバック信号取得手段と、前記フィードバック信号取得手段で取得したフィードバック信号から誤差成分の周期情報を検出する誤差周期検出手段と、制御指令信号、又は前記フィードバック信号と、前記誤差周期検出手段で検出した周期情報とに基づき、前記誤差成分の周波数を算出する誤差周波数算出手段と、前記誤差周波数算出手段で算出した周波数の信号成分を除去するフィルタを用いて、前記制御対象に出力する制御信号をフィルタリングするフィルタリング手段と、前記制御指令信号の示す動作量又は前記フィードバック信号の示す動作量に基づき、フィルタ形状を算出するフィルタ形状算出手段と、を備える。
(もっと読む)
加工時間予測部および加工誤差予測部を有する数値制御装置

【課題】許容加工誤差内で最も短い予測加工時間を求める数値制御装置。
【解決手段】ワークの加工を行う際の加工速度を与える速度データと加工精度を与える精度データを指定し、加工プログラム2に対しプログラム解析部3で補間用データを作成し、補間部4は補間前加減速部5によって作成された速度に基づいて前記補間用データにしたがって補間を行い補間データ(ΔPn)を作成し、補間後加減速部7は補間データ(ΔPn)に対して補間後加減速を行いサーボ位置指令データ(VCn)を作成し、サーボシミュレーション部8はサーボ位置指令データ(VCn)を受け取り、実際のサーボ動作をシミュレーションしたサーボ位置データ(Qn)を作成し、加工時間予測部6は補間データによりまたは補間回数をカウントすることにより加工時間を測定でき、加工誤差予測部9は補間データ(ΔPn)とサーボ位置データ(Qn)を用い予測加工誤差を求める数値制御装置1。
(もっと読む)
学習制御機能を備えたスポット溶接ロボット
【課題】従来のスポット溶接ロボットは、ロボットの高速動作によって発生する軌跡誤差や振動成分によって、ロボットの最適動作が阻害されるという問題があった。
【解決手段】本発明のスポット溶接ロボットは、制御対象部位とセンサとを備えたロボット機構部(1)と、制御対象部位の目標軌跡または目標位置に関する位置指令データを取得し、位置偏差データに従って、ロボット機構部を所定の動作速度で動作させる動作制御部(4)と、センサの検出結果から制御対象部位の軌跡または位置を算出し、軌跡誤差または位置誤差を補正するための、もしくは振動を抑制するための、学習補正量を算出する学習制御部(3)と、を有し、動作制御部は、学習補正量を用いて位置偏差データを補正し、学習制御部は、学習補正量を算出する過程で、最大動作速度に至るまで1回又は複数回に渡って動作速度を増加させながら学習補正量を算出する、ことを特徴とする。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の熱変形に対し信頼性の高い熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】第1熱変位推定処理は、第2熱変位推定処理よりも処理時間が短く、熱変位推定値にリアルタイム性があるため、工作物の加工開始から継続的に実行される(ステップS1〜S4)。一方、第2熱変位推定処理は、多くの情報を処理する必要があるため第1熱変位推定処理よりも処理時間が長いが、多くの情報を処理する分、熱変位推定値に信頼性があるため、工作物Wの加工開始から定期的に実行される(ステップS5〜S7)。これにより、第1熱変位推定処理による熱変位推定値を、第2熱変位推定処理による熱変位推定値で監視することができ、相互補完して熱変位推定値の信頼性を向上させることが可能となる。
(もっと読む)
タップ加工を行う工作機械の制御装置
【課題】オーバヒートの防止、最適な加工精度および工具折損防止を実現する。
【解決手段】タップが取付けられていて回転する主軸と、主軸を送り出す送り軸とによってタップ加工を行う工作機械(18)を制御する制御装置(10)において、タップの寸法の指標を識別する識別部(12)と、主軸を駆動するモータ(19a)の温度を検出する温度検出部(19b)と、タップの寸法の指標に対応した主軸の加速度を記憶する加速度記憶部(21)と、モータの温度に応じて主軸の加速度を変更する割合を記憶する割合記憶部(22)と、識別部により識別されたタップの寸法の指標と加速度記憶部とから定まる加速度に、温度検出部により検出された温度と割合記憶部とから定まる割合を乗算して、主軸の新たな加速度を算出する加速度算出部(16)とを具備する。タップの寸法の指標はタップのピッチまたはタップの工具番号でありうる。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の基台が熱変形しても高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】第1および第2水準測定値取得工程(ステップS3〜S8)において、基台10に支持された回転体60に内蔵された水準器70から、第1角度および該第1角度から180度回転した第2角度における鉛直軸線に対する水準器70の測定角度として第1および第2水準測定値を取得するようにしている。これにより、傾斜角度演算工程(ステップS9)において、第1および第2水準測定値に基づいて、水準器70の熱変形をキャンセルした鉛直軸線に対する回転体60の傾斜角度を求めることができる。よって、基台10が熱変形しても高精度に熱変位補正が可能となる。
(もっと読む)
加工条件探索装置
【課題】少ない実験数で最良の加工条件を探索することができるとともに、加工結果の良否評価に誤りがある場合でも、その誤りの影響を解消して、適正な加工条件を生成することができるようにする。
【解決手段】加工特性モデル生成部25により生成された新たな加工特性モデルを用いて、次の実験加工条件を生成する実験加工条件計算部21や、加工結果収集部12により蓄積された実験加工データ毎に、当該実験加工データ内の加工結果に含まれている加工良否評価を1つずつ変更する加工結果評価一部変更部27などを設ける。
(もっと読む)
数値制御装置および加工方法
【課題】工作機械において工作物を高精度に加工でき、且つ加工時間を大幅に短縮できるNC装置および加工方法を提供する。
【解決手段】主軸7の回転速度Sと熱変位量Tとの関係を示すデータを予め測定して記憶している。これにより、工具73と工作物Wとの接触点Pnにおける主軸7の熱変位量Tnおよび基準熱変位量T0を求め、接触点Pnにおける加工誤差Tn0を求めることができる(ステップS1〜4)。そして、該加工誤差Tn0が工作物の許容誤差An内となるように、主軸7の回転速度Sn,SSnを決定し、NCプログラムに指令されている主軸7の回転基準速度S0およびテーブル3の送り基準速度F0を変更することができる(ステップS5〜9)。そして、以上の処理を同一の工具73による加工工程(一加工工程)内において加工部位ごとに行っているので、工作物の加工精度を高精度に維持しつつ、加工時間を従来よりも大幅に短縮することができる。
(もっと読む)
工作機械の数値制御装置
【課題】効率的な空間補正を可能にすることにより、従来と比較して高精度に位置決め誤差を補正する工作機械の数値制御装置を提供することを目的とする。
【解決手段】数値制御装置1は、可動領域Taを格子状に分割した複数の単位格子Sを記憶する単位格子記憶手段11と、格子点Pgにおける位置決め誤差の補正データを格子点Pgに関連付けて記憶する補正データ記憶手段12と、1または複数の単位格子Sにより形成される移動領域Tmを取得する移動領域取得手段13と、移動領域Tmに含まれる格子点Pgと補正データ記憶手段12に記憶される補正データとに基づいて、NCデータの指令位置に対する補正値を算出する補正値算出手段14と、NCデータと補正値とに基づいて駆動軸を制御する制御手段21と、を備える。
(もっと読む)
工作機械における位置ずれ補正方法
【課題】刃具が斜めであっても位置検出ができ、刃具を回転させながらでも位置検出ができ、ヘッドを有する工作機械での位置ずれ補正が可能な技術を提供することを課題とする。
【解決手段】図(a)に示すように、Y軸用投光部56とY軸用受光部57とでレーザ光のY軸幕58が形成される。刃具30を矢印(1)のように移動し、Y軸幕58に接触させる。接触した位置での刃具30の先端作用面59のY座標が(Yn)と定まる。同様に、(b)に示すように、Z軸用投光部54とZ軸用受光部55とでレーザ光のZ軸幕61が形成される。刃具30を矢印(2)のように移動し、Z軸幕61に接触させる。接触した位置での刃具30の先端作用面59のZ座標が(Zn)と定まる。
(もっと読む)
ロボットコントローラー、簡易設置型ロボット、及び簡易設置型ロボットの制御方法
【課題】移動装置に搭載されたロボットの動作速度を該ロボットの設置された状況に応じて変更することの可能なロボットコントローラー、該ロボットコントローラーとロボットとが移動装置に搭載された簡易設置型ロボット、及び簡易設置型ロボットの制御方法を提供する。
【解決手段】ロボット20は、ロボット20の振動を検出する角速度センサー38を備えている。制御装置21は、ロボット20に試行動作を実行させ、試行動作中における角速度センサー38の計測結果を振動情報として取得するとともに、その取得した振動情報をデータベース53に記憶されているメーカー評価情報71に基づいて解析する。メーカー評価情報71には、振動情報と該振動情報が計測されるロボット20の設置状況に適した動作速度とが関連付けられている。そして、振動情報の解析結果に基づいて選択された動作速度でロボット20を動作させる。
(もっと読む)
軌跡制御装置
【課題】加減速の影響により送り速度が過渡的に変化するような場合でも軌跡誤差を抑制できる軌跡制御装置を得ること。
【解決手段】軌跡制御装置は、機械の可動部が複数の可動軸により駆動され、前記複数の可動軸を同時制御することにより前記可動部の軌跡を制御する軌跡制御装置であって、与えられた指令経路に対して補間・加減速を行う補間・加減速演算部と、前記補間・加減速された指令経路に応じて、前記複数の可動軸の位置指令を生成する軸分配部と、前記複数の可動軸の位置指令と前記補間・加減速された指令経路とに基づいて、軌跡誤差を補正するための補正ベクトルを演算する補正ベクトル演算部と、前記演算された補正ベクトルを用いて前記複数の可動軸の位置指令を補正する位置指令補正部と、前記複数の可動軸の位置が前記補正された複数の可動軸の位置指令に追従するように、前記複数の可動軸を同時制御するサーボ制御部とを備えている。
(もっと読む)
工作機器の制御装置
【課題】うねり高さにおける加工精度を高精度に行うことができる工作機器の制御装置を提供する。
【解決手段】複数の刃を有する切削工具203を回転させるとともに移動することにより被加工物1を加工する工作機器の制御装置100であって、切削工具203の工具径および刃数の工具形状情報と、被加工物1の加工における切削工具203の回転軸Zの回転数および移動速度の加工条件情報と、切削工具203を工作機器200に設置した状態での回転振れ量情報とを用いて、被加工物1の加工におけるうねり高さを予測するうねり高さ演算部103を備える。
(もっと読む)
ロボットの関節の原点補正方法およびそのシステム
【課題】高精度且つ安価にロボットの関節を原点補正する。
【解決手段】第1の姿勢P1(l)のロボット12のマーカー22が撮影画像に写る位置にカメラ16を設置する。各関節用のエンコーダの出力値に基づいて、原点補正対象の関節12lに予め対応付けされた関節のみを動かすことにより、カメラ16の撮影画像上において第1の姿勢時のマーカー22の位置の近傍にマーカー22が写るような第2の姿勢P2(l)に変更する。ロボット12の姿勢変更によるカメラ16の撮影画像上におけるマーカー22の変位に基づいて、原点補正対象の関節12lの原点補正を行う。
(もっと読む)
ロボットの異常検出機能を有するロボットシステム及びその制御方法
【課題】ロボットに発生した異常を高い感度で検出することが可能なロボットシステム及びその制御方法を提供する。
【解決手段】ロボットシステム11に何らかの異常が発生した場合、位置の相違や応答性の相違によって2つの第1及び第2センサ23、24によって第1及び第2検出値に差が生じる。この差が、予め設定された所定の閾値を超える場合には、制御部13は、ロボットシステム11に何らかの異常が発生したことを検出する。2つの第1及び第2センサ23、24の第1及び第2検出値が相対的に比較されることから、検出値の信頼性が確保され、かつ、第1及び第2検出値の差によって異常状態を判断することができるので、ロボットの動作状態や配置環境の温度変化によるギアや減速機の摩擦力の変動などの不確定要素を排除することができる。検出値の差の閾値を小さく設定することができる。ロボットシステム11は高い感度で異常を検出することができる。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具の位置若しくは位置および姿勢の誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも、補正指令による並進軸の微小動作が行われないようにすることで加工精度を向上することのできる回転軸の補正値を演算可能な方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、前記回転軸の指令位置と、前記並進軸の指令位置空間内の予め指定した1つの点である補正基準点の座標値と(ステップS2参照)、前記幾何学的な誤差を表す幾何パラメータと、を用いて前記並進軸の補正値を演算する。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具先端点の位置誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも計算量が少なく、回転軸指令値に依存しない回転軸の補正値を演算可能である方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算する回転軸補正値演算ステップ(S3)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S4)とが含まれる。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】回転軸がクランプ状態の時に回転軸の補正値が変化し回転軸が無理に動作するのを回避して、工具の先端点の位置誤差および工具の姿勢誤差を補正するための補正値の演算方法等を提供する。
【解決手段】2軸以上の並進軸と、1軸以上のクランプ機構を備えた回転軸とを有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記クランプ機構がクランプ状態でない場合に、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算して更新し、前記クランプ機構がクランプ状態である場合に、前記回転軸の補正値を従前のものに維持する回転軸補正値更新演算ステップ(S3〜S5)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S6)とを含む。
(もっと読む)
振動判別方法、及び振動判別装置
【課題】従来よりも「再生型びびり振動」であるか「強制びびり振動」であるかを精度良く判別することができる振動判別方法、及び振動判別装置を提供する。
【解決手段】びびり振動の発生を検出すると、パラメータ演算装置において第1周波数範囲や第2周波数範囲を求めるとともに、回転速度検出分解能ΔSや周波数分解能Δfを考慮し、更に「回転周期型強制びびり振動」の周波数範囲と「再生型びびり振動」の周波数範囲との割合によって求めた判別妥当性Cをもとにして、発生したびびり振動が「再生型びびり振動」であるか、「回転周期型強制びびり振動」であるか、それとも「刃通過周期型強制びびり振動」であるかを判別するようにした。
(もっと読む)
搬送装置
【課題】補正前の軌道の特性を損なうことなく、軌道の始点及び終点と目標始点及び目標終点との位置ズレに応じて設定軌道を補正する搬送装置を提供する。
【解決手段】予め設定された設定軌道Ptを用いて搬送制御するにあたり、設定軌道Ptの始点S及び終点Eが位置ズレしている場合に設定軌道Ptを補正する。設定軌道Ptの補正は、始点Sが目標点S’と一致するように終点Eを基準として設定軌道Ptを拡大又は縮小して補正する第一の補正処理と、第一の補正処理後の終点Eが目標点E’と一致するように第一の補正処理後の始点S’を基準として第一の補正処理で得られる軌道Pt’を拡大又は縮小して補正する第二の補正処理と、を実行することで行う。
(もっと読む)
41 - 60 / 594
[ Back to top ]