
Fターム[3C269EF02]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | 移動すべき経路での速度、加速度 (360)
Fターム[3C269EF02]の下位に属するFターム
加速度が指定されているもの (70)
Fターム[3C269EF02]に分類される特許
1 - 20 / 290
工作機械
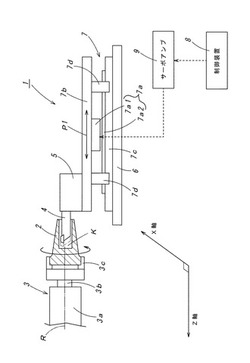
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
自動プログラミング装置および自動プログラミング方法

【課題】簡単な操作で、回転軸を含む多軸制御による加工機での面取り加工面に近似した直交3軸制御による加工機での面取り加工の工具経路を生成し、操作時間が短縮でき加工能率が向上する自動プログラミング装置および自動プログラミング方法を得る。
【解決手段】加工領域形状データと予め記憶されている加工条件データとに基づいて工具パスデータを生成する際に基準とする基準点列の形状データを生成する基準点列生成部121と、基準点列の形状データと予め記憶されている加工条件データおよび使用工具データとに基づいて面取り加工工具が面取り加工を施しながら通過する際の工具位置を決定するための工具基準位置データを生成する工具基準位置生成部122と、工具基準位置データと予め記憶されている使用工具データとに基づいて面取り加工工具の工具パスデータを生成する工具パス生成部123とを備える。
(もっと読む)
少なくとも1つの共通の領域を含むそれぞれの作業スペースを有する少なくとも2台のロボットを制御する方法
【課題】2台のロボットを制御する方法であって、共通作業領域におけるロボット間の干渉を防止する。
【解決手段】作業スペースは、存在する物体を考慮して単純な形状によって構成された、禁止干渉領域、監視干渉領域、ハイブリッド干渉領域に分類される干渉領域を規定することによってモデル化される。各ロボット3,4は、ハイブリッド干渉領域に進入するときに、進入予約の第1出力信号、および進入/存在の警告の第2出力信号を中央電子制御ユニット7に送信するように構成され、ハイブリッド干渉領域のステータスは、ハイブリッド干渉領域に他のロボット3,4が存在するか否かに応じて、ハイブリッド干渉領域をロボット3,4に対して監視または禁止された状態にするロボット3,4への入力信号を、中央電子制御ユニット7から送信することによって、ロボット3,4の動作中に、各ロボット3,4に対して動的に変更される。
(もっと読む)
手動送り速度を変更可能な数値制御装置
【課題】ボタンの押し方によって、ダイナミックに手動送り速度を変更可能にし、軸の位置決めを容易に行うことが可能な手動送り速度を変更可能な数値制御装置。
【解決手段】手動軸送りボタン(以下、「BU」という)が押されると、押下時間を判断するためのタイマが起動する。BUが微小軸送りとなる上限押下時間より長く押され続けると、押されている間、送り速度を連続して増加させながら軸の移動を行なう。BUが離されると、軸移動を停止し、タイマを停止する。BUが微小軸送りとなる上限押下時間より短く押された場合、一定速度送りとなる上限時間以内にBUが再押下されないと、手動パルス発生器の1目盛りと同等の微小送りを行なう。移動が完了すると、軸移動を停止し、タイマを停止する。一定速度送りとなる上限時間以内にBUが再押下されると、押されている間、一定速度で軸の移動を行なう。BUが離されると、軸移動を停止し、タイマを停止する。
(もっと読む)
指令経路速度条件による速度制御を行う数値制御装置
【課題】高精度、高品位の加工を実現できる数値制御装置。
【解決手段】指令径路速度条件入力部20で指令経路速度、指令径路許容加速度、指令径路許容加加速度を入力し、駆動軸速度条件入力部22で駆動軸許容速度、駆動軸許容加速度、駆動軸許容加加速度を入力し、工具基準点径路速度条件入力部24で工具基準点径路許容速度、工具基準点径路許容加速度、工具基準点径路許容加加速度を入力し、クランプ値演算部18で、それらの速度条件から分割区間ごとに速度クランプ値、加速度クランプ値、加加速度クランプ値を演算し、速度曲線演算部16で、速度クランプ値、加速度クランプ値、加加速度クランプ値を越えない最大の速度として速度曲線を演算し、補間部12で、指令解析部10において加工プログラムを解析して作成された補間データを、前記速度曲線にもとづく速度によって補間を行い、駆動軸移動量を演算し、各軸サーボ14を駆動する。
(もっと読む)
加工経路におけるコーナ部を加工する制御装置
【課題】二つの主加工経路の間に円弧経路または直線経路が挿入された場合でも、コーナ部を適切に加工する。
【解決手段】加工ノズル(20)とレーザ発振器(22)とを制御する制御装置(10)は、互いに隣接する二つの主加工経路と、主加工経路の両方に連続する一つまたは複数の円弧加工経路または直線加工経路とを加工プログラム(11)から解析する解析部(12)と、二つの主加工経路がなす仮想のコーナ部の角度を算出する算出部(13)と、円弧加工経路または加工経路に対応する二つの主加工経路の間の距離あるいは円弧加工経路などに沿った距離が第一所定値以下であるか、および算出された角度が第二所定値以下であるかを判定する判定部(14)と、直線距離などが第一所定値以下であると共に、角度が第二所定値以下であると判定された場合には、円弧加工経路または加工経路におけるレーザ加工条件を主加工経路のレーザ加工条件から変更する変更部(15)と、を含む。
(もっと読む)
加工ヘッドのアプローチ動作を制御するレーザ加工用制御装置
【課題】オーバーシュートを可及的に防止するレーザ加工用制御装置が望まれている。
【解決手段】本発明の一態様によれば、ギャップ基準位置において、前記被加工物をレーザ加工するためのレーザ加工用制御装置であって、前記加工ヘッドと前記被加工物との間のギャップ量を検出するギャップセンサと、ギャップ位置指令を送出するギャップ位置指令演算部と、加工ヘッドを前記ギャップ基準位置まで駆動するサーボ機構部と、前記サーボ機構部の位置偏差量を読取るサーボ位置偏差読取部と、前記サーボ機構部の前記位置偏差量に基づいて、前記サーボ機構部のための補正ポジションゲインを算出するポジションゲイン演算部と、前記サーボ機構部のポジションゲインを、前記ポジションゲイン演算部において算出された前記補正ポジションゲインに切換えるポジションゲイン切換部と、を備える、レーザ加工用制御装置が提供される。
(もっと読む)
工具経路生成装置及び方法
【課題】複数の工具を用いて加工を行う場合に、工具への負荷を軽減できる工具経路生成装置及び方法を得ること。
【解決手段】複数の工具の各々に関して加工を行うことが可能な凸部の最小曲率半径を決定する最小曲率半径決定部4と、複数の工具の中から加工に使用する選択工具を選択する工具選択部3と、現在までに工具経路生成の対象となっていない工具経路未生成領域から、凸部の曲率半径が工具選択部が選択した選択工具に関しての最小曲率半径以上となる工具経路生成対象領域を除去した部分を、新しく工具経路未生成領域として記憶する加工領域抽出部5と、選択工具の情報とポケット加工における加工条件とから、選択工具が工具経路生成対象領域の凸部に内接するように、工具経路生成対象領域に対する工具経路を生成する工具経路生成部7とを備える。
(もっと読む)
ロボット、ロボットの動作表示制御方法
【課題】操作者の安全性を高めるロボットを実現する。
【解決手段】ロボット200は、ロボットアーム220と、ロボットアーム220の動作を制御する制御部240と、アーム先端部226に配置され、且つ現在時刻のアーム先端部226の位置・姿勢から、制御部240によって生成されたアーム先端部226の軌道に基づき、現在時刻から次時刻におけるアーム先端部226の移動方向及び移動速度を表示する動作表示部100と、を備えている。動作表示部100は、表示画素101の集合であって、表示画素101をアーム先端部226の移動方向に沿って点灯または点滅させる。このことによって、操作者はアーム先端部226の移動方向・移動速度を認識することができる。
(もっと読む)
速度監視装置
【課題】低い分解能の位置センサが使用でき、かつ誤検出せずに高速応答可能な速度監視装置を提供する。
【解決手段】速度監視装置は、記憶手段に、許容移動マージンPMと、1周期期間で許容される前記可動部の最大移動距離である比較速度量VCと、現在の時刻tからM周期前までにおける前記可動部の位置データP(t−nT)(nは、M以下の自然数)と、を記憶しておく。速度判定の際は、1からMまでのすべての整数nに対して、|P(t)−P(t−nT)|>VC*n+PMの成否を判定し(STEP6)、当該不等式が成立した場合には、速度超過と判定する(STEP20)。
(もっと読む)
工作機械の物理データの表示機能を備えた数値制御装置
【課題】加工速度等の加工条件の変化によらず、所定位置でのデータ比較を可能とする表示機能を備えた数値制御装置の提供。
【解決手段】数値制御装置14は、予め定めた位置指令に基づいて各駆動軸12を制御する数値制御部16と、各駆動軸12及び工作機械の工具の代表点の位置データを取得する位置データ取得部18と、取得された位置データ及び工作機械10の機械構成の各部の寸法等の情報から、各駆動軸及び工具の代表点の移動距離を算出する移動距離算出部20と、各駆動軸12及び工作機械の工具の物理データを取得する物理データ取得部22と、取得された時間軸基準の物理データを、移動距離算出部20が算出した移動距離を用いて移動距離基準のデータに変換するデータ変換部24と、該移動距離基準のデータを記憶する距離基準データ記憶部26と、記憶された距離基準データを画面表示する表示部28とを有する。
(もっと読む)
移動可能な機械構造体の振動補償付き加工機械
【課題】移動可能な機械構造体の振動も、能動的な振動減衰装置により簡単な方法で減衰させることを可能にする。
【解決手段】加工機械の制御装置(5)が、加工機械の軸駆動装置(4)を目標送り運動に応じて制御する。それによって、加工機械の機械構造体(3)が対応して移動させられる。制御装置(5)は、空間内における機械構造体(3)の絶対運動を求め、それから機械構造体(3)の目標送り運動を考慮して機械構造体(3)の振動を減衰させる補償質量(7)のための補償運動(K*)を求める。機械構造体(3)上には、補償質量(7)に作用する補償駆動装置(8)が配置されている。制御装置(5)は、補償駆動装置(8)を補償運動(K*)に応じて制御する。それによって補償質量(7)は機械構造体(3)に対して相対的に相応に移動され、従って機械構造体(3)の振動が減衰させられる。
(もっと読む)
ロボットシステム
【課題】モータの駆動を制御する駆動制御手段の制御内容を変更することなく、高トルク運転時にモータに対して十分な電力を供給することができるとともに、減速動作時にモータから生じる回生エネルギーを有効利用することを可能とする。
【解決手段】昇降圧回路29は、入力電圧を昇圧して出力する昇圧動作、入力電圧を降圧して出力する降圧動作、入力電圧の供給が遮断する電源遮断動作などを実行する。電源制御部26は、バス電圧の検出値に基づいて、モータMが加速動作状態であると判断される期間には昇圧動作を実行し、減速動作状態であると判断される期間には電源遮断動作を実行し、それらの期間を除く期間には降圧動作を実行するように昇降圧回路29の動作を制御する。
(もっと読む)
コーナ部の許容内回り量による速度制御を行う数値制御装置
【課題】補間前加減速と補間後加減速を併用している場合でも、コーナ部の内回り量を許容内回り量以下にする。
【解決手段】指令解析部10は加工プログラムを解析し実行形式に変換し、補間前加減速部12は速度制御を行い、補間処理部14は補間処理を行い各軸へ移動指令を出力し、各軸用補間後加減速処理部(X軸用補間後加減速処理部16X,Y軸用補間後加減速処理部16Y,Z軸用補間後加減速処理部16Z)は移動指令に対して補間後加減速処理を行い、各軸サーボ(X軸サーボ18X,Y軸サーボ18Y,Z軸サーボ18Z)は補間後加減速処理後の移動指令に基づきそれぞれサーボ制御を行い、位置,速度,電流のフィードバックを行って各軸サーボモータを駆動制御し、補間前加減速部12が許容内回り量によるコーナ部速度計算部20およびコーナ部速度ゼロ保持時間計算部22を備えたコーナ部の許容内回り量による速度制御を行う数値制御装置。
(もっと読む)
ギブ締め付け状態把握方法及び装置
【課題】ギブ締め付け状態の把握を簡単に行うことができるギブ締め付け状態把握方法及び装置を提供する。
【解決手段】ギブ締め付け状態把握装置8は、テーブル2を一定の移動範囲で往復移動させる測定用位置指令を、位置指令p0としてフィードバック制御機構7に与えることにより、前記一定の移動範囲でテーブルを往復移動させ、このときにパルスエンコーダ5とテーブル位置検出器6から、第1のテーブル位置検出値p1と第1のテーブル位置検出値p2を取得してメモリ44に保存するデータ取得部41と、メモリに保存した第1のテーブル位置検出値p1と第2のテーブル位置検出値p2とに基づいて、ロストモーション値Lを算出するロストモーション値計算処理部42と、この算出したロストモーション値Lと、ロストモーション設定値L1,L2とを比較することにより、ギブ21の締め付け状態を判定するギブ締め付け状態判定処理部43とを有する構成とする。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
ロボット装置およびロボット装置の制御方法
【課題】従来のロボット装置の制御方法にあっては、制御装置における演算量が多くなり処理に時間が掛かったり、処理速度を上げるために制御装置のコストが増加したりする問題があった。
【解決手段】角度センサーの回転角度検出データより、前記角度センサーを備えるアクチュエーターによって動作するアームの角速度を演算する第1演算部と、慣性センサーの角速度検出データより、前記基体連結装置および前記アーム連結装置を軸とする前記アクチュエーターにより作動する前記アームの角速度を演算する第2演算部と、前記アクチュエーターによって動作する前記アームの前記角速度および前記慣性センサーの前記角速度検出データによって演算された前記アームの前記角速度の差より、振動の周波数成分を前記アーム毎に抽出し、前記アクチュエーターと前記アームとの間のねじれ角速度を演算する第3演算部と、を備えるロボット装置。
(もっと読む)
工作機械の加工制御方法
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
パラレルリンクロボットおよびその動作教示方法
【課題】パラレルリンクロボットのダイレクト教示方法は、直感的で分かりやすい教示方法である反面、ユーザの作業がそのまま転写されるため、パラレルリンクロボットが実現することが不可能な動作についても転写される場合がある。ユーザは、教示した動作がパラレルリンクロボットで実現可能な動作であることを確認するために、教示と再生とを繰り返すことで、時間を要する場合がある。
【解決手段】本発明のパラレルリンクロボットの動作教示方法は、パラレルリンクロボットの可動プレートをユーザが直接動かすことで教示された第1教示動作を取得し、前記パラレルリンクロボットの動力源である複数のモータが許容するトルクである許容トルクまたは/および前記複数のモータが許容する回転速度である許容回転速度に基づいて許容判定値を予め設定し、前記第1教示動作を前記パラレルリンクロボットの動作で実現可能か否かを前記許容判定値に基づいて判定する。
(もっと読む)
工具先端点の加速度または加加速度の表示部を備えた工具軌跡表示装置
【課題】駆動軸または工具の指令位置に対する実位置の形状誤差の分析を容易に行う。
【解決手段】工具軌跡表示装置(20)は、複数の駆動軸の位置指令の指令値時系列データ、複数の駆動軸の位置検出値の検出値時系列データおよび工作機械の構成に基づいて工具指令座標値および工具実座標値を算出する工具座標値算出部(22)と、工具指令座標値および工具実座標値における工具の先端点の加速度を算出する加速度算出部(23)と、工具指令座標値および工具実座標値の加速度の表示形式を選択する表示形式選択部(24)と、を具備し、表示形式選択部は、加速度の向きと大きさとに応じて工具の先端点の軌跡を色分けする色表示と、加速度を加速度ベクトルとして工具の先端点の軌跡上に表示するベクトル表示と、隣接する加速度ベクトルの終点を互いに接続する結線を表示する結線表示とのうちの少なくとも一つを行う。
(もっと読む)
1 - 20 / 290
[ Back to top ]