
Fターム[3C269KK08]の内容
数値制御 (19,287) | システムの全体構成、動作 (627) | バス、データウェイ、通信回線の利用 (376) | ネットワークの利用 (171)
Fターム[3C269KK08]に分類される特許
1 - 20 / 171
工作機械
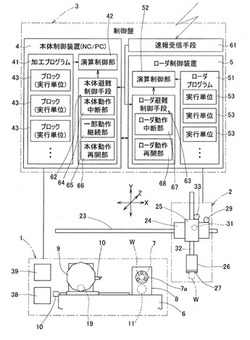
【課題】 地震による損傷を防止すると共に、緊急地震速報が誤報であった場合にも、作業者よる加工再開の操作を必要とせずに加工が再開できて、加工精度が低下することを抑えることができ、かつワークに加工中断の痕跡を残すことがないようにする。
【解決手段】 本体制御装置4に、速報受信手段61による緊急地震速報の受信に応答して、工作機械本体1に一連の避難動作を行わせる本体避難制御手段62を設ける。この手段62は、現在実行中の実行単位43の終了後に加工プログラム41の実行を中断し、工作機械本体1に退避動作を行わせる本体動作中断部62を有する。また、前記中断の後、定められた経過時間後に、工作機械本体1を退避動作前の状態に戻すと共に、加工プログラム41の実行を再開させる本体動作再開部66を有する。
(もっと読む)
多点検査・施工装置と方法

【課題】多数の箇所を検査・施工することができ、時間を短縮することができ、ツールの種類を追加又は変更した場合でも、装置全体の再構築が不要である多点検査・施工装置。
【解決手段】固有のツール番号I2が設定され、検査・施工位置でワーク1を検査・施工する複数のツール装置12と、検査・施工順序I1、検査・施工位置座標P及びツール番号I2を含む検査・施工情報Aを出力する管理装置16と、検査・施工位置座標P及びツール番号I2を含む指令信号Bを出力する制御装置15と、指令信号Bを位置決め装置20及びツール装置12に通信する通信ネットワーク18と、指令信号Bの検査・施工位置座標Pにツール番号I2に相当するツール装置12を位置決めする位置決め装置20とを備え、位置決め後に指令信号Bのツール番号I2に相当するツール装置12により、位置決めされた検査・施工位置においてワーク1を検査・施工する。
(もっと読む)
工具経路算出装置、工具経路算出方法、及び加工装置
【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
加工装置
【課題】オペレータが誤って加工条件を書き換えてしまった場合であっても、過去の加工条件を復元でき、かつ、このことをオペレータの負担を増やさずに実現可能とする技術を提案する。
【解決手段】被加工物を保持する保持手段と、保持手段に保持された被加工物を加工するための加工手段と、加工手段を制御する制御手段と、制御手段と接続され加工条件を入力する入力手段と、を含む加工装置であって、加工装置は、制御手段中のデータ設定部に設定された加工条件に基づき加工を行い、データ設定部上の加工条件はデータ設定部に接続された加工条件記憶手段に自動的に保存され、入力手段で過去の任意の時刻を指定することで、データ設定部に設定された現時点の加工条件を、任意の時刻の加工条件に置き換える。
(もっと読む)
負荷情報を活用した情報表示装置
【課題】制御装置と情報表示装置とからなる制御システムにおいて、コントローラで実行しているプログラムの実行ブロックと関連付けた状態で駆動軸の負荷トルク情報を管理・取得し、それらの情報をプログラム表示に対応づけて表示させることにより、プログラムのどの部分の動きを行っている際に大きな負荷がかかっているのかを把握する。
【解決手段】コントローラで実行しているプログラムの現在実行ブロックに関連付けて駆動軸の負荷トルク情報を取得・管理するようにすると共に、任意の制限トルクを設定し、その設定値を超える箇所に関してはプログラムの状態表示を変更する。
(もっと読む)
工作機械の移設検出装置
【課題】当初の設置場所からの不適切な移設による機械の精度低下、機能低下、寿命低下などを防止すると共に、機械の移設先や移設履歴を知ることもできる工作機械の移設検出装置を提供する。
【解決手段】工作機械又はNC装置のフレームに掛かる荷重の変化を、フレームの歪の変化として検出する歪検出手段と、検出した歪の変化量が、予め定められたしきい値を超えた場合に工作機械の移設が行われた旨の移設判定を行う判定手段と、移設判定を記憶する記憶手段と、NC装置に工作機械の起動指令が与えられた時に前記記憶手段の内容を読取ることができない場合又は記憶手段が移設判定を記憶している場合に、NC装置に動作制限信号を出力する制限情報出力手段と、動作制限信号に基づく動作制限を解除するためのリセット信号を出力すると共に記憶手段の記憶内容を初期化するリセット手段とを備えている。
(もっと読む)
ロボットの異常検出機能を有するロボットシステム及びその制御方法
【課題】ロボットに発生した異常を高い感度で検出することが可能なロボットシステム及びその制御方法を提供する。
【解決手段】ロボットシステム11に何らかの異常が発生した場合、位置の相違や応答性の相違によって2つの第1及び第2センサ23、24によって第1及び第2検出値に差が生じる。この差が、予め設定された所定の閾値を超える場合には、制御部13は、ロボットシステム11に何らかの異常が発生したことを検出する。2つの第1及び第2センサ23、24の第1及び第2検出値が相対的に比較されることから、検出値の信頼性が確保され、かつ、第1及び第2検出値の差によって異常状態を判断することができるので、ロボットの動作状態や配置環境の温度変化によるギアや減速機の摩擦力の変動などの不確定要素を排除することができる。検出値の差の閾値を小さく設定することができる。ロボットシステム11は高い感度で異常を検出することができる。
(もっと読む)
干渉回避制御装置
【課題】干渉チェックの見落としによる機器同士の干渉発生をより確実に防ぐことのできる干渉回避制御装置を得ること。
【解決手段】干渉回避制御装置は、補間制御周期での停止予定位置に基づく干渉チェックに見落としが生じうるか否かを判定する第1判定手段11と、干渉チェックに見落としが生じうると判定された見落とし区間において、1補間制御周期を整数で割った周期で停止指令を出した場合の停止予定位置を算出する第1計算手段1と、停止予定位置に基づいて動作機器と他の機器との機器間距離を算出する第2計算手段2と、3点以上の機器間距離に基づいて近似曲線を算出する第3計算手段3と、近似曲線に基づいて見落とし区間における機器間距離の最小値を算出する第1最小値算出手段4と、動作機器と他の機器とが近接した場合の近接距離と最小値とを比較して干渉の有無を判定する第2判定手段5と、を備える。
(もっと読む)
加工データ生成システム、ソルバプログラム
【課題】加工工程決定、ツーリング決定、切削条件決定の各機能を有機的に結合し、CADデータを入力として穴加工のNCデータを一貫生成する。
【解決手段】加工データ生成システムは、加工データ生成手段21を中核とし、加工工程決定手段22、ツーリング決定手段23、切削条件決定手段24、統合データベース25等から構成される。加工データ生成手段21は、製品形状の中から個々の穴の形状を抽出する。加工工程決定手段22は、統合データベース25を参照して要求面粗度や要求精度を満足する個々の穴の加工工程を決定する。ツーリング決定手段23は、加工シミュレーションを行い、個々の穴加工の最適ツーリング形態を決定する。そして、加工データ生成手段21は、アプローチ経路とリトラクト経路を順次決定し、個々の穴加工の部分NCデータに切削条件決定手段24によって決定される最適切削条件を付与し、統合NCデータを生成する。
(もっと読む)
干渉チェック装置及びプログラム
【課題】ワークとロボットからなる複数の可動物体間の干渉をチェックして、干渉が発生する動作プログラムを自動で修正する。
【解決手段】取得手段21Aが、複数の可動物体の形状データ及び動作プログラムを取得する。モデル作成手段21Bが、形状データに基づいて、複数の可動物体モデルを作成する。シミュレーション手段21が、動作プログラムと可動物体モデルに基づいて、複数の可動物体モデルの動作をシミュレーションする。干渉判定手段22が、シミュレーション結果に基づいて、複数の可動物体モデル間の干渉の有無を判定する。回避動作設定手段25Aが、干渉する可動物体モデルの動作プログラムに干渉の回避動作を設定する。動作プログラム検証手段25Bが、回避動作を設定した動作プログラムの干渉の有無を判定させる。
(もっと読む)
砥石摩耗補正機能を備えるマシニングセンタ
【課題】耐熱合金などの難削材を研削した際の砥石磨耗量の補正手段を提供する。
【解決手段】砥石の外周及び端面をドレスするユニットと、砥石を含む工具の直径を測定するユニットと、砥石を含む工具の突き出し長さを測定するユニットと、研削条件値に対応する砥石半径減少量を、砥石の仕様と被削材の組み合わせに対応させて格納している砥石半径減少量データベースユニットと、工具の仕様と形状情報を格納している工具形状情報データベースユニットと、工具と被削材および仕上げ精度の組み合わせで加工条件を格納しているデータベースユニットと、被削材の素材形状と加工後形状を入力する被削材形状入力ユニットと、工具経路・加工条件決定ユニットと使用工具決定ユニットと砥石半径減少量決定ユニットと、加工シミュレーションユニットとNCデータ出力ユニットを具備し、砥石の半径減少量をNCデータに補正して、加工する。
(もっと読む)
ロボットの運動方法決定装置、ロボットの運動方法決定方法、及び、そのプログラム
【課題】対象ロボットの動力学モデルが不明な場合でも、最適な軌道を決定することが可能なロボットの運動方法決定装置を提供する。
【解決手段】本発明に係るロボットの運動方法決定装置100は、ロボットが第1の位置から第2の位置へ移動するように、ロボットが備える複数の駆動部を制御するための制御値の候補の組である制御値候補を決定し、決定した制御値候補をロボットに送信する実機制御部102と、制御値候補によって制御されている複数の駆動部の駆動状態を示す物理量である実測値を取得する実測値取得部104と、実測値から、実測値に対応する制御値候補の評価値を決定する評価部106と、評価値に基づいて、制御値候補を、ロボットの運動方法を決定するための制御値の組として採用するか否かを決定する制御値決定部108とを備える。
(もっと読む)
ロボット制御システム
【課題】複数の可搬式操作装置を1台のロボット制御装置に同時接続した場合、教示機能が有効な可搬式操作装置を識別できない。
【解決手段】ロボット制御システム1は、ロボットRと、教示操作信号を送信する可搬式操作装置TPと、教示操作信号を受信してロボットRへの教示作業を行う教示機能を有する制御装置RCにより構成される。制御装置RCは、可搬式操作装置TPとの無線通信を確立する際に、可搬式操作装置TP毎に教示機能を有効化又は無効化する通信確立手段を備える。可搬式操作装置TPは、無線通信の確立状態を示す通信状態表示灯3と、教示機能の有効/無効を示す非常停止スイッチ4とを備える。通信確立の際に、現在の接続数が0の時に前記教示機能を有効化し、1以上の時は無効化したモニタモードを選択する。可搬式操作装置TPの接続形態が表示されるので教示に使用できる装置を容易に判別できる。
(もっと読む)
ロボット制御設定支援装置
【課題】対象ワークのCADモデルや作業内容雛形が不要で、ロボット動作の制約事項を考慮してロボット動作教示とその際の画像処理を支援する装置を提供する。
【解決手段】教示作業者との対話的な処理を行い、2次元画像・3次元データ処理部が表示した対象ワークに係る2次元画像と3次元データに対し入力に従い対象ワーク位置姿勢に対するロボット目標位置姿勢を決める画像処理を行い、制約条件算出・評価処理部が画像処理結果のロボット目標位置姿勢に従い操作されたロボットの動作の制約条件の算出評価を行い承諾入力がなければあるまで新たな入力に従い目標位置姿勢を決定する画像処理を行わせ新たな目標位置姿勢に従いロボット動作の制約条件算出評価を行い、ロボット動作モニタ部が承諾条件でのロボット動作手順を記録し、処理手順解析・再構成処理部が記録された一連の処理内容を表示し入力に従い冗長処理の統合、削除を行い再記録する。
(もっと読む)
機械の精度を高めるための方法
【課題】大型機械、特に15フィートを超える作業範囲を有する大型機械は、熱膨張および軸間の機械的な心合わせのずれによる、受入れ難い誤差を生じる。これらの誤差は、機械を熱筐体内に封入すること、注意深く較正すること、または、各軸上にレーザ干渉計を装着することによって、伝統的に最小に抑えられてきている。これらの解決策はコストが高くつき、頻繁な再較正を必要とし、かつ、摩耗等による1つの軸の別の軸に対する小さな回転を補正することはできない。
【解決手段】干渉計レーザトラッカまたは匹敵する3D位置センサを使用して、機械が休止状態となった際に、機械のヘッド等のエンドエフェクタに取付けられた再帰反射器の位置を測定する。コンピュータがその測定された位置を機械媒体に従った所望の位置と比較して、小出し供給される媒体命令文で適切な訂正を加えて、機械をさらなる機械加工に先立って正しい位置へと移動させる。
(もっと読む)
工具経路生成装置、工具経路生成方法およびそのためのプログラム
【課題】被加工領域の形状にかかわることなく、加工能率の高い工具経路を生成する。
【解決手段】回転切削工具により被加工物を等高線加工するための工具経路を生成する工具経路生成装置であって、工具経路生成に必要なデータを入力するデータ入力部101と、加工条件を設定する加工条件設定部102と、前記設定された加工条件に基づき工具経路を生成する工具経路生成部106とを備え、前記加工条件設定部102は前記工具経路で加工される領域を前記回転切削工具で加工する際の高さ毎に分割した被加工断面領域を演算する被加工断面領域演算部103と、前記演算された被加工断面領域での径方向切込み深さが前記被加工断面領域の径方向最大切削幅の整数分の一となるように径方向切込み深さを設定する径方向切込み深さ演算部104と、前記設定された径方向切込み深さに応じて軸方向切込み深さの値を変更する軸方向切込み深さ演算部105とを有する。
(もっと読む)
ロボット制御装置、ロボット制御方法およびロボットシステム
【課題】ロボットにおける所定の部位があらかじめ定められた位置へ移動したことを示す通知信号の出力を適切に行うこと。
【解決手段】ベクトル算出部が、基準部位置における基準部の移動方向を示す第1のベクトルと、信号出力位置および基準部位置間の相対位置を示す第2のベクトルとを算出するようにロボット制御装置を構成する。また、信号出力判定部が、ベクトル算出部によって算出された第1のベクトルおよび第2のベクトルに基づいて通知信号を出力するか否かを判定するようにロボット制御装置を構成する。
(もっと読む)
機械加工データの直接転送を用いた工作機械の制御方法及びシステム
【課題】データを工作機械制御のための別の形式または中間形式に翻訳する必要をなくす。
【解決手段】生成システム(204)からサーボ駆動機械装置の制御に用いるための制御システム(205)へ移動経路データ(310)を直接転送するための方法及びシステム。例えば、原材料を機械加工するための工作機械及びコンピュータ支援設計ソフトウェアパッケージ(301)を含むデータ生成システム。工作機械の工具部材を指向させるための工具経路は、CADソフトウェア(302)のオペレーションインターフェースを介して、CADソフトウェアによって開かれている設計ファイルから抽出される。これに代わって、設計ファイルは最終製品の幾何学的形状ではなく、移動経路を指定するのに使用されることが可能である。CADインタープリタアプリケーションは設計ファイルから移動経路データを抽出する。
(もっと読む)
加工面評価装置、加工面評価方法及びプログラム
【課題】短時間に加工面の評価を行うことができる加工面評価装置等を提供する。
【解決手段】制御部3は、入力部13から面法線ベクトル21を含む加工形状データ27を入力し(S11)、工具の形状や加工パラメータを設定する(S12)。次に、画像演算部5は、カスプデータ26を算出し、算出結果をカスプデータベース20に記憶する(S13)。次に、制御部3は、加工形状データ27、工具の形状や加工パラメータに基づいて、カスプデータベース20を検索してカスプデータ26を取得する(S14)。次に、画像演算部5は、カスプデータ26をテクスチャデータに変換し(S15)、テクスチャデータを加工形状データ27の加工面にマッピングして、全面カスプを生成し(S16)、全面カスプ画像を表示部7に表示する(S17)。
(もっと読む)
遠隔操作装置及び工作機械
【課題】操作パネルの操作スイッチの状態と工作機械の内部情報を一致させることが可能な遠隔操作装置を提供する。
【解決手段】工作機械1を操作する操作スイッチを有する操作パネル4に着脱可能であって、工作機械1とは遠隔地に配置された別体のパソコン30からの操作指示により操作スイッチを遠隔操作する遠隔操作装置20において、操作パネル4の操作面に装着するパネル装着部21と、操作スイッチを操作する操作部23と、操作部23を操作パネル4に対向して移動する送りユニット22と、操作指示に基づき、操作部23及び送りユニット22を制御する制御部25と、を備え、パネル装着部21に、操作部23、送りユニット22、及び制御部25を設けた。
(もっと読む)
1 - 20 / 171
[ Back to top ]