
Fターム[3C269QA02]の内容
Fターム[3C269QA02]に分類される特許
1 - 20 / 40
工作機械の加工制御方法
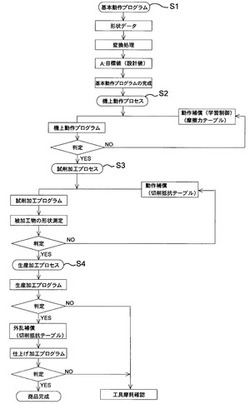
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
自動プログラミング装置および方法

【課題】加工形状の位置入力の手間が省け、さらに素材形状や加工形状間の関連した寸法・位置調整を容易にするための素材形状と加工形状又は加工形状間への依存関係を与える手間も省ける自動プログラミング装置を提供する。
【解決手段】加工形状入力手段が、素材形状から定義済みの加工形状を除去した加工素材形状を生成・記憶する加工素材形状生成手段と、加工形状の寸法・位置情報を入力する加工形状入力手段と、加工形状の種類に応じたその特定方向の位置を寸法・位置情報と加工素材形状から決定し位置を決定するための基準となった加工素材形状上の部位に対応する素材形状または定義済みの加工形状の部位と加工形状とに依存関係を設定する加工形状配置決定手段と、寸法・位置情報を修正した際に修正した加工形状に依存する加工形状も配置修正しさらに配置修正した加工形状に依存する加工形状も同様に配置修正することを繰り返す加工形状連動修正手段を含む。
(もっと読む)
加工データ生成システム、ソルバプログラム
【課題】加工工程決定、ツーリング決定、切削条件決定の各機能を有機的に結合し、CADデータを入力として穴加工のNCデータを一貫生成する。
【解決手段】加工データ生成システムは、加工データ生成手段21を中核とし、加工工程決定手段22、ツーリング決定手段23、切削条件決定手段24、統合データベース25等から構成される。加工データ生成手段21は、製品形状の中から個々の穴の形状を抽出する。加工工程決定手段22は、統合データベース25を参照して要求面粗度や要求精度を満足する個々の穴の加工工程を決定する。ツーリング決定手段23は、加工シミュレーションを行い、個々の穴加工の最適ツーリング形態を決定する。そして、加工データ生成手段21は、アプローチ経路とリトラクト経路を順次決定し、個々の穴加工の部分NCデータに切削条件決定手段24によって決定される最適切削条件を付与し、統合NCデータを生成する。
(もっと読む)
数値制御情報作成装置
【課題】 加工工程情報および切削条件に応じて主軸の変速機構を制御する加工機において、加工機の能力に適合した数値制御情報を容易に作成する。
【解決手段】 素材形状MF、加工形状PF、工具データDTから加工工程情報MPを作成し、切削条件MCと共に工程データ格納部8に格納する。加工工程情報MPと切削条件MCに基づき、主軸回転数算出部10が主軸回転数の変動幅を算出し、所要動力算出部17が主軸の所要動力を算出する。動力線図データ格納部9は主軸回転数と主軸モータの出力値との関係を示す動力線図データを主軸回転数範囲算出部18に提供する。主軸回転数範囲算出部18は動力線図データ、主軸所要動力、主軸回転数変動幅を含む動力関連データを作成し、主軸ギヤ決定部11と表示部19とに提供する。表示部19は複数種の動力関連データを同一画面に重ねて表示し、オペレータによる主軸ギヤの選択を容易にする。
(もっと読む)
NCプログラム作成装置
【課題】NCプログラムの作成において高いスキルの習得を必要とすることなくNC工作機械に最適化されたNCプログラムを容易に作成することが可能なNCプログラム作成装置を提供する。
【解決手段】CAD装置により作成される形状データからNC工作機械に出力するNCプログラムを作成するNCプログラム作成装置であって、形状データに対応する加工手順、加工方法、使用工具、工具形状、加工条件を含む加工情報を記憶する加工情報記憶手段と、NC工作機械の加工機軸数に対応して形状データから工具の加工経路を作成する動作及び被加工物に対する工具のアプローチ動作以外のNCプログラムの書式を形式化した形式ファイルを記憶する形式ファイル記憶手段と、形状データと加工情報とに基づいて加工経路を作成する加工経路作成手段と、加工経路の所定の形式ファイルを読み出してNCプログラムを作成する形式ファイル読込手段とを備えるようにした。
(もっと読む)
粗面加工システム及び粗面加工方法
【課題】所望の粗面を極めて効率良く加工することができる粗面加工システム及び粗面加工方法を提供すること。
【解決手段】本発明は、主形状加工用のNCデータが入力されるNCデータ入力部と、NCデータが分配処理されてモータ指令データが生成される分配処理部と、粗面加工用データが生成される粗面加工用データ生成部と、モータ指令データに粗面加工用データが加算されてモータ入力データが生成されるデータ加算部と、モータ入力データによって駆動されてワークと工具とを相対的に移動させるモータと、を備えたことを特徴とする粗面加工システムである。
(もっと読む)
切削加工方法
【課題】切削工具を交換した際の加工精度を容易に維持できる切削加工方法を提供する。
【解決手段】本切削加工方法は、切削工具を交換した後、粗加工ステップ(ステップS5)と、該粗加工ステップ後のワークの粗加工寸法と最終加工予定寸法との差を算出する算出ステップ(ステップS7)と、該算出値を第1データベースに照合して、仮取り代を設定する仮取り代設定ステップ(ステップS8)と、該仮取り代にて追加工する追加工ステップ(ステップS9)と、該追加工ステップ後、ワークの最終加工寸法を測定する第1測定ステップ(ステップS10)と、該第1測定ステップで測定されたワークの最終加工寸法及び前記仮取り代を第1データベースへ保存する第1保存ステップ(ステップS11)とを含んでいるので、切削工具を交換した際の加工精度を容易に維持することができる。
(もっと読む)
加工シミュレーション装置および最適工程決定装置
【課題】データ量の増大を抑制し、被加工物の形状をより高精度にシミュレーションすることが可能な加工シミュレーション装置および最適工程決定装置を提供することを目的とする。
【解決手段】加工シミュレーション装置20,120は、被加工物形状記憶手段11と工具情報更新手段21とを備える。被加工物形状記憶手段11は、基準平面Stに所定間隔Tsで配置された複数の点Psにそれぞれ関連付けられた工具情報に基づいて被加工物Wと工具の掃引形状を取得し、当該掃引形状により被加工物Wの加工面Swを表現して記憶する。工具情報更新手段21は、工具による加工により点Psにおける加工面Swの高さが低下する場合に、加工面Swを加工する工具の工具情報を被加工物形状記憶手段11の点Psに関連付けて更新する。
(もっと読む)
補正工具軌跡情報作成システム、補正工具軌跡情報作成方法、及び、補正工具軌跡情報作成プログラム
【課題】ワークの補正加工用の補正工具軌跡情報を簡単に作成する。
【解決手段】工具軌跡情報D1に基づいて加工されるワークの補正加工用の補正工具軌跡情報D4を作成する補正工具軌跡情報作成システムS0において、工具軌跡情報D1の数値制御指令値の組合せに応じて工具軌跡情報D1を分割することにより、分割工具軌跡情報D2を作成する工具軌跡情報分割手段と、分割工具軌跡情報D2の分割された範囲のうち寸法誤差が発生した範囲を補正加工範囲に決定する補正加工範囲決定手段M3と、を備える。
(もっと読む)
最適加工工程決定装置
【課題】最適加工工程を決定するための処理時間を短縮することができる最適加工工程決定装置を提供する。
【解決手段】最適加工工程決定部5は、素材形状11および製品形状12を用いて、工具DB2に記憶されている複数の工具Tの中から素材形状11から製品形状12へ加工するために有効な刃径の工具Tを抽出する有効刃径工具抽出処理を実行し、有効刃径工具抽出処理により抽出された工具Tを用いて、最適加工工程を決定するための最適加工工程決定処理を実行する。
(もっと読む)
NCプログラム作成装置
【課題】各駆動軸の性能を十分に発揮させるNCプログラムを作成して、所望の加工精度を確保しつつ、加工時間の短縮を図ることができるNCプログラム作成装置を提供する。
【解決手段】工作機械の各駆動軸の剛性に応じて、各駆動軸の駆動方向における回転工具60による被加工物Wの切込量Px,Py、または、各駆動軸の駆動方向における回転工具60と被加工物Wの相対的な送り速度を決定し、決定した各切込量Px,Pyまたは送り速度によりNCプログラムを作成する。
(もっと読む)
切削装置、切削方法、プログラムおよびコンピューター読み取り可能な記録媒体
【課題】簡単な切削を手軽に行うことができるようにした。
【解決手段】ツールと被加工物との相対的な位置関係を3次元で変化するとともにツールにより被加工物に対して切削加工を行う切削装置において、予め定められた複数の切削加工から所定の切削加工を設定する第1設定手段と、予め定められた複数の切削加工領域の形状から所定の設定する第2設定手段と、第2設定手段により設定された切削加工領域の形状の切削加工位置を設定する第3設定手段と、切削加工に使用するツールを設定する第4設定手段と、切削加工によって切削処理される被加工物の材料を設定する第5設定手段と、第1設定手段と第4設定手段と第5設定手段とによる設定に基づいて切削条件を算出して設定する第6設定手段と、第1乃至第6設定手段よる設定に基づいて切削データを生成する生成手段とを有し、生成手段により生成された切削データに基づいて切削加工を行うようにしたものである。
(もっと読む)
多系統プログラムの自動プログラミング方法及びその装置
【課題】加工時間が最短となる多系統用加工プログラムを作成する。
【解決手段】自動プログラミング装置において、加工対象物を加工するための加工工程作成手段と、加工工程毎の加工時間を計算する計算手段と、各加工工程について、実行可能な系統を入力する系統入力手段と、実行可能な加工順序を入力する加工順序入力手段と、同時に実行可能な他の加工工程が存在する場合、同時に実行可能な加工工程を入力する同時実行加工工程入力手段と、作成された加工工程、計算手段によって計算された加工時間、系統入力手段によって入力された実行可能な系統、加工順序入力手段によって入力された実行可能な加工順序、および、同時実行加工工程入力手段によって入力された同時に実行可能な加工工程に基づいて、加工時間が最短となる加工プログラムを選出する選出手段と、を備える。
(もっと読む)
工作機械の制御装置
【課題】ワークを加工するに当たり、加工精度を低下させることなく、加工時間を短縮することができる工作機械の制御装置を提供する。
【解決手段】工作機械の制御装置1は、固定サイクルに係る加工プログラムを解析して固定サイクル指令を抽出するプログラム解析部12と、抽出された固定サイクル指令を基に、加工時間に比べ、どの程度加工精度を優先して加工をするかにより複数の等級に分けられた精度レベルを決定し、この精度レベルに対応したパラメータであって、送り機構部30の作動制御に関連したパラメータを設定するパラメータ設定部15と、抽出された固定サイクル指令と設定されたパラメータとを基に送り機構部30を制御する駆動制御部17とを備える。前記パラメータ設定部15は、2つの直線が交差する仮想角部を工具が移動する際の、パラメータに応じた円弧状の移動軌跡を算出して精度レベルを決定する。
(もっと読む)
ロボットのキャリブレーション方法および装置
【課題】作業者の熟練度に依存することなく、高い精度で治具とロボットのTCPのキャリブレーションを行うことができるロボットのキャリブレーション方法および装置を提供する。
【解決手段】ツール12と、該ツールとワークとの接触を検出するセンサ14と、6自由度に数値制御可能なロボット18と、センサ計測値やツール接触時のロボット位置姿勢を記憶しロボットを制御する制御装置20と、ツールの作動範囲内に固定され互いに直交もしくは既知の角度で交差する3平面を有する治具22を備える。制御装置20により、3平面22a,22b,22cにツール12を接触させ各接触点の3次元座標を記憶するタッチセンシング工程と、3平面が交差する点を原点とする座標系を補正する座標系設定工程と、ロボット手先フランジ面16に対するツール12の基準位置を算出するツールパラメータ設定工程と、から構成されるシーケンスを実施する。
(もっと読む)
加工シミュレーション装置、加工シミュレーション方法、プログラム、記録媒体
【課題】高速に計算を行うことができ、十分な精度が得られる加工シミュレーション装置等を提供する。
【解決手段】加工シミュレーション装置1は、工具形状データ、加工シミュレーション前のワーク形状データ、仕上がり形状データ、ホルダ形状データを記憶する記憶部9と、工具形状データと仕上がり形状データを用いて工具経路データを生成する工具経路生成部19と、ホルダ形状データと仕上がり形状データを用いてホルダが上記の仕上がり形状に干渉しないホルダ経路データを生成するホルダ経路生成部21と、工具経路データとホルダ経路データを用いてホルダが上記の仕上がり形状に干渉しないホルダ干渉回避工具経路データを生成するホルダ干渉回避工具経路生成部23と、工具形状データとホルダ干渉回避工具経路データを用いて加工シミュレーションを行い加工シミュレーション後のワーク形状データを生成する加工シミュレーション部25とを具備する。
(もっと読む)
数値制御装置およびその制御プログラム
【課題】切削加工に要する時間を大幅に増すことなく、加工の形状精度を向上させる。
【解決手段】工作機械の数値制御装置が、指定工具軌跡を小さい間隔で分割して複数の分割軌跡を求め、分割軌跡ごとに、前記工具と前記工作物との接点における切削面の法線と前記工具の軸とのなす一つの切削面角度を求め、切削面角度と指定送り速度に基づいて、補正送り速度を算出し、補正送り速度と前記分割軌跡の曲率に基づいて、補正送り速度を実際に工具位置を送る速度となるように調節し、各軸に一定時間ごとの速度データとして分配した軸制御データを算出し、工作機械の駆動部に出力する。
(もっと読む)
工作機械の制御装置
【課題】工作機械の回転軸を制御する際に加工精度に向上させることができる工作機械の制御装置を提供する。
【解決手段】指令加工位置P1と実加工位置P2との許容位置誤差Δを設定する許容位置誤差設定手段101と、設定された許容位置誤差Δと回転軸(A軸、B軸)から実加工位置P2までの離間距離L1、L2とに基づいて、回転軸(A軸、B軸)の速度制御パラメータを決定する速度制御パラメータ決定手段103と、速度制御パラメータに基づいて回転軸(A軸、B軸)の速度制御を行う制御手段104とを備える。
(もっと読む)
加工パス作成方法、加工パス作成システム、及び加工パス作成プログラム、並びにコンピュータ読取可能記録媒体
【課題】被加工物の加工パスの作成時間を短縮することができる加工パス作成方法、加工パス作成システム、及び加工パス作成プログラム、並びにコンピュータ読取可能記録媒体を提供すること。
【解決手段】加工機及び当該加工機に接続されたコンピュータ上で動くCADソフトウェアを利用して、加工機において被加工物を加工するための加工パスを作成する加工パス作成する。まず、CADソフトウェアが、加工機の加工パス作成機能を利用して加工パスを作成可能な特定加工形状を被加工物の形状データから抽出し、被加工物の形状データに応じて特定加工形状の形状を特定するためのパラメータの値を決定することにより、加工コードを作成する。次に、加工機が、加工パス生成機能を利用して、特定加工形状に対して予め設定された加工パスに基づいて、作成された加工コードから加工パスを作成する。
(もっと読む)
部品プログラムの作成のための方法
【課題】工作機械のための部品プログラムの簡単な作成を可能にする。
【解決手段】部品プログラム21が制御命令を有し、制御命令に基づいて制御装置9によって工具16の運動が制御可能であり、工具の運動および加工工程に関する情報を含む運動情報22が読み込まれる部品プログラム21の作成方法に関する。制御装置9において特定の実行すべき加工工程のために制御サブプログラム11a,11bを指定する使用可能性情報23が読み込まれ、使用可能な制御サブプログラム11a,11bおよび運動情報22に基づいて、実行すべき加工工程のために当該加工工程に付属する制御サブプログラム11a,11bが使用可能である場合に、当該加工工程に付属する制御サブプログラム11a,11bの呼出しのための制御サブプログラム呼出し要求が制御命令として発生させられる。
(もっと読む)
1 - 20 / 40
[ Back to top ]