
Fターム[3C269QB15]の内容
数値制御 (19,287) | 演算手段の構成、機能 (558) | 各種テーブルの利用 (109)
Fターム[3C269QB15]に分類される特許
1 - 20 / 109
工具経路算出装置、工具経路算出方法、及び加工装置
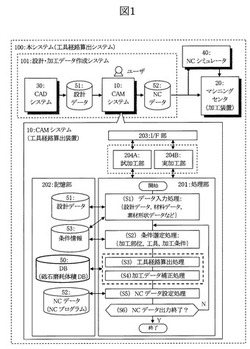
【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
工作機械の加工制御方法

【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
加工装置
【課題】オペレータが誤って加工条件を書き換えてしまった場合であっても、過去の加工条件を復元でき、かつ、このことをオペレータの負担を増やさずに実現可能とする技術を提案する。
【解決手段】被加工物を保持する保持手段と、保持手段に保持された被加工物を加工するための加工手段と、加工手段を制御する制御手段と、制御手段と接続され加工条件を入力する入力手段と、を含む加工装置であって、加工装置は、制御手段中のデータ設定部に設定された加工条件に基づき加工を行い、データ設定部上の加工条件はデータ設定部に接続された加工条件記憶手段に自動的に保存され、入力手段で過去の任意の時刻を指定することで、データ設定部に設定された現時点の加工条件を、任意の時刻の加工条件に置き換える。
(もっと読む)
加工データ修正方法
【課題】発生の可能性の高い複数のびびり振動に対して有効なびびり安定限界線図を作成して、加工データのびびり振動発生の有無を判定し、びびり振動の発生が予測される場合は加工データを修正する加工データ修正方法を提供する。
【解決手段】工具5をスピンドル7に装着した状態の加振テストから求めた主軸系のコンプライアンスの周波数応答のピークの中で、コンプライアンスの大きな複数のピークから求めた質量・減衰係数・剛性値を用いて、複数のびびり安定限界線図を作成する。複数のびびり安定限界線図の安定領域の重複する部分を安定領域とする合成びびり安定限界線図を作成する。合成びびり安定限界線図の安定領域に含まれない加工データを、安定領域に含まれるように修正する。
(もっと読む)
携帯遠隔操作装置およびロボットシステム
【課題】表示部へ表示された教示データから容易にコマンドを視認することができること。
【解決手段】所定の動作をロボットへ実行させる命令ごとに表示色を設定し、設定された表示色を命令に関連付けて記憶する。また、命令をロボットへ教示するティーチングによって作成された教示データを命令に関連付けられて記憶された表示色に基づいて表示部へ表示する。さらに、表示部へ表示された教示データの表示色を所定の操作によって設定された表示色へ一時的に変更して表示部へ表示するよう携帯遠隔操作装置およびロボットシステムを構成する。
(もっと読む)
溶接ロボット制御装置
【課題】
レーザセンサを用いて相対位置方式により教示点の位置補正を行う場合、レーザセンサの着脱等により溶接トーチとの取付位置関係が狂うと、教示修正に多大な時間を要する。
【解決手段】
S10でレーザセンサと溶接トーチ間のキャリブレーションを行い、新センサ−トーチ変換行列CT2Tを得て、S20で記憶部に格納する。S30で差分変換行列OTNの演算を行う。S40で予め選択しておいた作業プログラムに対して、センシング命令に記憶された検出基準点を探索する。S50で、見つけ出した検出基準点に対してそれぞれ差分変換行列OTNを乗算して、検出基準点を更新する。
(もっと読む)
切削条件設定装置
【課題】工作物Wの材質の変更や工具5の磨耗の進行がおきても、正確なびびり安定限界線図を短時間に作成し、それを用いて切削能率の高い切削条件設定ができる切削条件設定装置92を提供する。
【解決手段】所定工具5aで基準工作物W0を切削したときの基準比切削抵抗Kfa0と基準びびり安定限界線図をNC装置9のデータ記録部922に記録し、所定工具5aの磨耗状況を累積工具磨耗率ηa0としてデータ記録部922に記録する。実切削時の比切削抵抗Kfabと基準比切削抵抗Kfa0と累積工具磨耗率ηa0を用いてρ=Kfab/(ηa0・Kfa0)を演算し、基準びびり安定限界線図の臨界切込み深さLkをρで除することで実びびり安定限界線図を演算・作成する。実びびり安定限界線図を用いて、びびりが発生しないで最大能率となる切削条件を設定する。
(もっと読む)
位置補正装置およびレーザ加工機
【課題】移動装置の位置決め制御の精度の向上と加工速度の向上とを両立できる位置決め装置およびレーザ加工機を提供すること。
【解決手段】座標平面におけるレーザビームBの加工予定軌跡と目標軌跡との間で距離の最も近い2点の組が探索され、その2点間の各々の距離が算出される。算出された各々の距離に基づいて加工予定軌跡を作るための指令が補正されるので、加工予定軌跡を目標軌跡に近づけることができる。これらの処理は被加工物WにレーザビームBを照射する前に実行されるので、レーザ加工時における移動装置の位置決め速度(移動速度)を低下させることなく移動装置の位置決め制御の精度を向上できる。また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置であっても、ヒステリシスを考慮した補正ができる。
(もっと読む)
ロボット、及びロボットの制御方法
【課題】最大定格出力に近い駆動条件であっても、本来の駆動性能を発揮することが可能なロボットを提供すること。
【解決手段】多軸ロボットは、第1の駆動電圧を供給する第1電源回路1と、第1の駆動電圧よりも高い電圧である第2の駆動電圧を供給する第2電源回路2と、第1電源回路1と第2電源回路2とを切り替えるスイッチ21〜26とを備えている。そして、モーター部11〜16の駆動条件を規定する制御信号が所定の閾値以上になった場合に、スイッチ21〜26を駆動して第1電源回路1から高電圧の第2電源回路2に切り替えることにより、十分な駆動電圧が確保されるため、期待通りの動作を行うことができる。換言すれば、制御信号から駆動電力が不足しそうな状況を予測して、第2電源回路2に切り替えることにより、決められた作業時間(タクトタイム)で、作業に必要な動作を行うことができる。
(もっと読む)
方法プランをコンピュータ支援決定するための方法、データ処理システム、およびコンピュータプログラム、ならびにデータキャリア
【課題】成形プロセスによりシートメタル成形部品を製造するための工具についての工具パラメータを生成する。
【解決手段】方法は、部品の形状特性の組を決定するステップを含む。形状特性の各々は、特性の種類および形状パラメータにより記述される。方法はさらに、方法基準を決定するステップを含む。方法基準は、形状特性を製造するための1つの変形を記述する。方法基準は少なくとも1つのモジュールを含む。モジュールは処理ユニットを表わし、どの処理ユニットが成形操作中に実行され得るかを記述する。方法はさらに、方法基準のモジュールの各々について構成要素を決定するステップを含む。構成要素は、モジュールを実現するのに必要とされる工具について記述する。方法はさらに、構成要素パラメータを決定するステップを含む。構成要素パラメータは、構成要素または工具の形状パラメータを含む。
(もっと読む)
テーブル形式データによる運転機能を備えた数値制御装置
【課題】動作時間が不定な補助機能を実行することによってサイクルタイムが延びることを防止することが可能なテーブル形式データによる運転機能を備えた数値制御装置を提供すること。
【解決手段】自己のパステーブルの基準となる値Lを読み(SA01)、自己のパステーブルから基準となる値Lに近い次の指令基準値のデータを読み出し(SA02)、自己のパステーブルに指令基準値があるか否か判断し(SA03)、指令基準値がある場合には、基準となる値Lが指令基準値に到達したか否か判断し(SA04)、到達した場合には、他のパステーブルとの待ち合せ指令があるか否か判断し(SA05)、ある場合には基準となる値Lのカウントを停止し(SA06)、他のパステーブルとの待ち合わせは完了したか否か判断し(SA07)、完了した場合には基準となる値Lのカウントの停止を解除し(SA08)、他のパステーブルとの待ち合わせがない場合とともに指令を実行する(SA09)。
(もっと読む)
数値制御装置および加工方法
【課題】工作機械において工作物を高精度に加工でき、且つ加工時間を大幅に短縮できるNC装置および加工方法を提供する。
【解決手段】主軸7の回転速度Sと熱変位量Tとの関係を示すデータを予め測定して記憶している。これにより、工具73と工作物Wとの接触点Pnにおける主軸7の熱変位量Tnおよび基準熱変位量T0を求め、接触点Pnにおける加工誤差Tn0を求めることができる(ステップS1〜4)。そして、該加工誤差Tn0が工作物の許容誤差An内となるように、主軸7の回転速度Sn,SSnを決定し、NCプログラムに指令されている主軸7の回転基準速度S0およびテーブル3の送り基準速度F0を変更することができる(ステップS5〜9)。そして、以上の処理を同一の工具73による加工工程(一加工工程)内において加工部位ごとに行っているので、工作物の加工精度を高精度に維持しつつ、加工時間を従来よりも大幅に短縮することができる。
(もっと読む)
6軸ロボットの軸間オフセット検出方法
【課題】6軸ロボットにおいて、軸間オフセットのずれ量を計測しこれを補正する。
【解決手段】手先に発光ダイオードを設け、手先をロボット座標のX(Xb)軸上の複数の移動目標位置に移動させる。このとき、発光ダイオードの位置を3次元計測器により計測し、移動目標位置と実際の移動位置との誤差を基にして軸間オフセット量Fを検出する。この軸間オフセット量FによってDHパラメータを補正する。
(もっと読む)
加工データ生成システム、ソルバプログラム
【課題】加工工程決定、ツーリング決定、切削条件決定の各機能を有機的に結合し、CADデータを入力として穴加工のNCデータを一貫生成する。
【解決手段】加工データ生成システムは、加工データ生成手段21を中核とし、加工工程決定手段22、ツーリング決定手段23、切削条件決定手段24、統合データベース25等から構成される。加工データ生成手段21は、製品形状の中から個々の穴の形状を抽出する。加工工程決定手段22は、統合データベース25を参照して要求面粗度や要求精度を満足する個々の穴の加工工程を決定する。ツーリング決定手段23は、加工シミュレーションを行い、個々の穴加工の最適ツーリング形態を決定する。そして、加工データ生成手段21は、アプローチ経路とリトラクト経路を順次決定し、個々の穴加工の部分NCデータに切削条件決定手段24によって決定される最適切削条件を付与し、統合NCデータを生成する。
(もっと読む)
砥石摩耗補正機能を備えるマシニングセンタ
【課題】耐熱合金などの難削材を研削した際の砥石磨耗量の補正手段を提供する。
【解決手段】砥石の外周及び端面をドレスするユニットと、砥石を含む工具の直径を測定するユニットと、砥石を含む工具の突き出し長さを測定するユニットと、研削条件値に対応する砥石半径減少量を、砥石の仕様と被削材の組み合わせに対応させて格納している砥石半径減少量データベースユニットと、工具の仕様と形状情報を格納している工具形状情報データベースユニットと、工具と被削材および仕上げ精度の組み合わせで加工条件を格納しているデータベースユニットと、被削材の素材形状と加工後形状を入力する被削材形状入力ユニットと、工具経路・加工条件決定ユニットと使用工具決定ユニットと砥石半径減少量決定ユニットと、加工シミュレーションユニットとNCデータ出力ユニットを具備し、砥石の半径減少量をNCデータに補正して、加工する。
(もっと読む)
数値制御工作機械、制御プログラム及び記憶媒体
【課題】工具交換サイクルを短縮できる数値制御工作機械、制御プログラム及び記憶媒体を提供する。
【解決手段】制御装置のCPUは、加工ブロックの1ブロックを読み込んで解釈する(S1)。このS1の処理では、CPUは、タイミングテーブルを参照して、各指令の内容と、実行タイミングを読み取り、タイミング順に指令の内容を並び替えて、制御装置のRAMに記憶する。CPUは、指令が工具交換指令と判断した場合(S3:YES)、工具交換動作を開始する(S4)。ここで、CPUは、Z軸上昇処理を実行する。Z軸上昇処理は、主軸ヘッドが現在位置から工具交換位置(ATC原点)まで上昇する処理である。主軸ヘッド7がR点まで上昇した場合に(S5:YES)、S1の1ブロック読み取り処理でRAM73に記憶した指令の内容にタイミングAで実行する指令がある場合には(S6:YES)、当該タイミングAで実行する指令の内容を実行する(S7)。
(もっと読む)
工作機械の熱変位補正方法及び熱変位補正装置
【課題】送り軸の各位置における熱変位の分布を推定し、更に、位置検出センサを用いて送り軸の位置を検出し、検出した位置に基づいて送り軸の位置指令に対する補正量を増減することにより、周囲環境の温度変化など機械の動作によらない熱変位も考慮して補正することができる工作機械の熱変位補正方法及び熱変位補正装置を提供すること。
【解決手段】送り軸の位置を検出しメモリに格納する(SA01)。検出した位置に対応する区間(I)の、修正後の送り軸部熱変位量(LnI’)をメモリから読み出す(SA02)。修正後の送り軸部熱変位量(LnI’)を打ち消す量を熱変位補正量とし、補正手段に送る(SA03)。補正処理を行い、処理を終了する(SA04)。
(もっと読む)
加工条件設定システム、加工条件設定方法およびこれらを用いて加工された加工物
【課題】目標硬度に応じた切削加工の加工条件を選定し、切削加工のみで所定の硬度を得ることが可能な加工条件設定システムおよび加工条件設定方法を提供する。
【解決手段】切削加工される加工対象物の切削加工における加工条件毎に、加工条件と加工条件で加工される加工対象物の硬度との関係を予め求め、加工対象物の材質および加工される硬度範囲に対応する加工条件を保存する加工条件データベース5と、加工対象物の材質および目標硬度を入力し、加工条件データベース5を参照して目標硬度での加工を行える加工条件を出力する加工条件選定手段7と、が備えられている。
(もっと読む)
工作機械における振動抑制方法及び振動抑制装置
【課題】算出した安定回転速度の中から、動特性を変化させたりしない最適な安定回転速度を選択することができ、びびり振動を確実に抑制することができる振動抑制方法及び振動抑制装置を提供する。
【解決手段】主軸3の最高回転速度及び主軸3系の動特性が変わる切替回転速度を記憶しており、算出された複数の安定回転速度のうち、最高回転速度以下であり、且つ、回転速度の変更時に切替回転速度を跨ぐことのない安定回転速度を最適回転速度として選択し、主軸3の回転速度を該最適回転速度へと変更する。したがって、出力し得ない回転速度が選択されたり、主軸3系の動特性が変わってしまい「びびり振動」を抑制できないような回転速度へと変更するような事態を防止することができ、「びびり振動」を従来よりも確実に抑制することができる。
(もっと読む)
加工面評価装置、加工面評価方法及びプログラム
【課題】短時間に加工面の評価を行うことができる加工面評価装置等を提供する。
【解決手段】制御部3は、入力部13から面法線ベクトル21を含む加工形状データ27を入力し(S11)、工具の形状や加工パラメータを設定する(S12)。次に、画像演算部5は、カスプデータ26を算出し、算出結果をカスプデータベース20に記憶する(S13)。次に、制御部3は、加工形状データ27、工具の形状や加工パラメータに基づいて、カスプデータベース20を検索してカスプデータ26を取得する(S14)。次に、画像演算部5は、カスプデータ26をテクスチャデータに変換し(S15)、テクスチャデータを加工形状データ27の加工面にマッピングして、全面カスプを生成し(S16)、全面カスプ画像を表示部7に表示する(S17)。
(もっと読む)
1 - 20 / 109
[ Back to top ]