
Fターム[3D114EA03]の内容
自動車の製造ライン・無限軌道車両・トレーラ (5,462) | 固着 (326) | 溶接 (112) | ロボット (44)
Fターム[3D114EA03]に分類される特許
1 - 20 / 44
溶接接合による組立方法
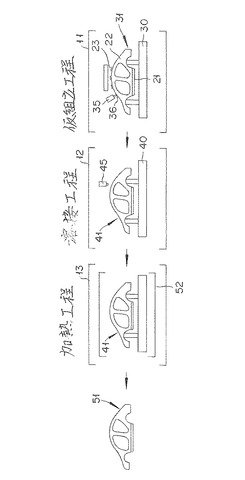
【課題】コストを抑えた簡便な組み立て手法であって、かつ、設計上の条件を満足し得る溶接接合による組立方法を提案する。
【解決手段】溶接接合による組立方法は、仮組立工程と、溶接工程と、加熱工程とを含んでいる。仮組立工程は、溶接接合する部材21、22、23を組立治具30にセットし、加熱処理によって接着力が低下して剥離可能な熱剥離型接着剤36によって仮止めして仮組立体31を形成する工程である。溶接工程は、仮組立体を溶接治具40にセットし、部材同士を溶接接合して接合体41を形成する工程である。加熱工程は、接合体を加熱処理して熱剥離型接着剤を剥離して組立体51を得る工程である。
(もっと読む)
加工システム及び加工方法

【課題】ツールの交換の際の通信時間及びロボットの移動時間を短縮すること。
【解決手段】締め付け機25が取り付けられたロボット22は、ツール101,102を取り付ける取り付け部91,92を有している。ロボット23の腕部には、交換用のツール411,412を収納する収納部材401が設けられている。ロボット制御装置は、ロボット22,23の各々の動作を制御することによって、ツール101,102が取り付け部91,92に取り付けられ、ツール411,412が収納部材401に収納されている第1の状態から、ツール101,102が収納部材401に収納され、ツール411,412が取り付け部91,92に取り付けられている第2の状態に遷移させる。
(もっと読む)
溶接組付方法
【課題】溶接を施すワークの種類が多岐にわたる製造ラインでの治具の切替を容易にし、低コストで短期間に設定変更ができる生産設備を提供する。
【解決手段】溶接組付ライン100には、台車106の経路107が設定されている。台車106には、治具110が着脱自在に載置される。識別部150は、治具110にセットされたワークの種類を特定する。台車106が進行した後、リフタ112は、ワークがセットされている治具110を持ち上げて保持する。溶接ロボット111は、リフタ112に保持された治具110上のワークに対して、識別部150によって特定されたワークの種類に応じた溶接を施す。溶接後、解放装置113は、ワークを治具110から解放する。マテリアルハンドリングロボット114は、この解放されたワークを取り出す。
(もっと読む)
加工システム及び加工方法
【課題】加工装置による加工動作の最中やその直前においても、加工装置の位置決め制御の精度を向上させ、ひいては加工装置による加工精度も向上させること。
【解決手段】加工機12が取り付けられたロボット11は、ワーク2の加工対象の目標位置41までの移動動作と、加工対象に対する加工動作とを行う。ロボット移動機構14は、ロボット11を、搬送台車18により搬送されているワーク2と並走するように移動させる。ロボット制御装置17は、同期センサ15の検出結果を用いてロボット移動機構14の移動を制御し、視覚センサ13又は同期センサ15の検出結果を用いてロボット11の位置決め制御を実行する。
(もっと読む)
加工システム及び加工方法
【課題】自動車の生産工程のうちルーフ工程の省スペース化や作業の効率化を図ること。
【解決手段】ハンドジグ付ロボット11は、ワーク21をパネルストック12から取り出す。ハンドジグ付ロボット11は、ワーク21を固定シーリングガン13に対して相対的に移動させる。これにより、固定シーリングガン13から噴出されるシーラが、ワーク21に塗布される。ハンドジグ付ロボット11は、ワーク21をシーラ用位置決め治具14に固定する。ハンドジグ付ロボット11は、ワーク21を溶接用位置決め治具15に固定させ、ワーク21に対してスポット溶接を行う。ハンドジグ付ロボット11は、ワーク21を払出し場所(図示せず)に払い出す。
(もっと読む)
加工システム及び加工方法
【課題】ワークの加工ラインの製造コストを減少させ、かつ、ワークを効率的に加工すること。
【解決手段】加工システム1において、連続搬送機構20は、ワーク2を連続搬送させる。加工機12は、ワーク2に対して所定の加工動作を行う。ロボット11は、加工機12が先端に取り付けられているアーム23と、アーム23が取り付けられるロボットベース22と、を有する。ロボット移動機構14は、ロボットベース22が取り付けられ、ロボット11を移動させる。ロボット制御装置16は、アーム23の移動制御と共に、ロボット移動機構14に対する移動制御を実行する。即ち、ロボット制御装置16は、ロボット移動機構14の移動制御として、連続搬送機構20によるワーク2の連続搬送とは独立して移動させる制御を実行する。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
自動車車体の組立装置及び車体組立方法
【課題】自動車車体の組立に必要なスペースを小さくすることが可能であるとともにサイクルタイムの短縮が可能な自動車車体の組立装置及び車体組立方法を提供する。
【解決手段】自動車車体の組立装置10は、サイドパネルW1を搬送する搬送装置12と、サイドパネルW1を溶接位置に位置決めする位置決め治具14と、サイドパネルW1を搬送装置12から受け取り、位置決め治具14にセットするロボット16とを備え、搬送装置12、位置決め治具14及びロボット16が1つの組立ステーション内に設置されている。
(もっと読む)
ハンドガイド装置とその制御方法
【課題】単純作業はロボットに任せ、人の判断や経験を必要とする作業時のみ、人がロボットを操作して、組立ライン上を移動する作業対象物にワークを組付けることができるハンドガイド装置とその制御方法を提供する。
【解決手段】ワーク3を把持するワーク把持装置12と、ワーク把持装置を有する細長いハンド14と、ハンドの末端部を片持ち支持し末端部を所定のロボットエリア4a内で移動可能なロボット16と、ハンドのワーク把持装置近傍に設けられロボットの作動を操作するオンハンド操作盤18と、ロボットを制御するロボット制御装置20とを備える。ロボット制御装置20は、ロボット16を自動制御する自動モードと、ロボット16をオンハンド操作盤18により手動制御する協働モードとを有しており、人6の判断や経験を必要とする作業時のみ協働モードに切替え、その他の作業を自動モードで実行する。
(もっと読む)
フロントコンポーネント組立システムおよびフロントコンポーネント組立方法
【課題】ダッシュボードをホイールハウスハウジングおよびサイドフレームに高精度で位置決めできるフロントコンポーネントの組立システムを提供すること。
【解決手段】フロントコンポーネント組立システムは、ダッシュボード14、バルクヘッド13、ホイールハウスハウジング12、およびサイドフレーム11からなる自動車のフロントコンポーネント10を組み立てる。このフロントコンポーネント組立システムは、バルクヘッド13、ホイールハウスハウジング12、およびサイドフレーム11を互いに位置決めした状態で支持する搬送台車22と、ダッシュボード14を把持するダッシュボード把持ハンド53と、ダッシュボード把持ハンド53を移動するアーム54と、を備える。搬送台車22は、ダッシュボード把持ハンド53の第1位置決めピン534および突出部536が接続される位置決めピン嵌合部243および突出部嵌合部244を備える。
(もっと読む)
コンポーネント組立システムおよびコンポーネント組立方法
【課題】高精度でフロントフロアコンポーネントを組み立てできるフロントフロアコンポーネントの組立システムを提供すること。
【解決手段】コンポーネント組立システム1は、セットステーション2と、組立ステーション3と、セットステーション2と組立ステーション3との間で移動する搬送台車30と、セットステーション2の周囲に設けられた3つの供給エリア4〜6と、セットステーション2の周囲に設けられて部品11〜13、21〜23をセットステーション2または組立ステーション3に搬送する搬送ロボット40A、40Bと、組立ステーション3の周囲に設けられて組立ステーション3に位置する部品11〜13、21〜23を加工する溶接ロボット50と、組立ステーション3の周囲に設けられて組立ステーション3に位置する組み立てたフロントフロアコンポーネント10、20を払い出す払出しロボット60と、を備える。
(もっと読む)
車体組立方法
【課題】 簡易な治具で所望な品質が得られるフロントコンポーネントの組立方法を提供する。
【解決手段】 ダッシュボードロア2にサイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを夫々溶接した後に、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接し、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接した後に、ホイールハウスハウジング4L,4Rとバルクヘッド5を溶接する。また、サイドフレーム3L,3Rとホイールハウスハウジング4L,4Rを溶接する前に、サイドフレーム3L,3Rとバルクヘッド5を溶接する。
(もっと読む)
車体溶接設備
【課題】溶接ロボットを効率的に利用してその設置台数を削減できること。
【解決手段】サイドボディ1、2を溶接するサイドボディ溶接ライン11、12と、このサイドボディ溶接ライン11、12に並列配置され、メインボディ3のアンダボディ5にサイドボディ溶接ライン11、12にて溶接されたサイドボディ1、2を含む部材を溶接するメインボディ溶接ライン13と、サイドボディ溶接ライン11、12のそれぞれとメインボディ溶接ライン13との間に設置され、これらの溶接ラインに共用の溶接ロボット30、31とを有し、溶接ロボット30、31がサイドボディ溶接ライン11、12とメインボディ溶接ライン13に対し交互に溶接を実施するよう構成されたものである。
(もっと読む)
自動車ルーフ組付装置
【課題】従来のルーフ組付装置では、4車種以上の多車種に対応できない問題点や、生産過程によるバラツキのためルーフ位置を微調整しなければならない課題があった。
【解決手段】自動車ボディにルーフをセットするルーフセットマテハンロボット2と、接合部溝幅計測用ガイド10及び接合部溝幅計測用センサー11を備えた複数のルーフ位置決めロボット1と、ルーフ位置決めロボット制御装置4と、スポット溶接ロボット3とを有し、複数のルーフ位置決めロボット1の各々の接合部溝幅計測用センサー11は、複数の接合部溝Mの幅溝を、それぞれの接合部溝幅計測用ガイド10との間で計測し、幅溝の測定値をルーフ位置決めロボット制御装置4に送信し、順次この方法を繰り返すことでルーフを適正な位置にセットしてからスポット溶接ロボットによってルーフとボディを溶接する自動車ルーフの組付装置による。
(もっと読む)
車体組立方法及び装置
【課題】各分割部材を完成予定の車体の内側から溶接用治具により支える内側固定方式を採用しながらも、全ての分割部材を一工程で溶接して車体の組み立てを完結することができる車体組立方法及び装置を提供する。
【解決手段】キャブ7(車体)を構成する複数の分割部材(アンダーボデー8、フロントパネル9、左右のサイドメンバ10,11、バックパネル12、ルーフパネル13)を箱型に組み付けて溶接するにあたり、完成予定のキャブ7の内側に溶接用治具3が配置されるよう該溶接用治具3をフロントウインド開口部14を通して片持ち支持しておき、前記溶接用治具3により各分割部材(左右のサイドメンバ10,11、バックパネル12、ルーフパネル13)を支えて相互の溶接を行い、その溶接後に前記フロントウインド開口部14を通して溶接用治具3を撤去する。
(もっと読む)
車体組立装置及び車体組立方法
【課題】より効率的な組立作業を行って生産コストの低下を図る。
【解決手段】車体部品がセットされる治具台車1が移動可能な車体部品搬送経路3を設け、車体部品搬送経路3は、治具台車1に車体部品をセットする部品セット部21と、部品セット部21でセットした車体部品に対して溶接ロボット27,29により溶接作業を行う部品組付部23,25と、部品組付部23,25で溶接完了した車体部品を搬出する部品搬出部33,35,37と、をそれぞれ備える。同一車種の車体部品を連続して生産する際には、部品搬出部33,35,37で車体部品を搬出した後の空の治具台車1を、治具台車格納部17に格納せずに、バイパス部45を通して部品セット部21側に移動させる。
(もっと読む)
治具切換装置および治具切換方法
【課題】極力狭い領域に複数の保持治具を保管でき、かつ作業ロスの少ない保持治具の交換が可能な治具切換装置および治具切換方法を提供する。
【解決手段】本発明は、回転可能に設けられた回転台7に、ワークWを保持するための治具である保持治具3が複数格納されており、当該保持治具3の姿勢は、前記ワークWを保持可能な保持姿勢および前記回転台7上に格納された格納姿勢の間で、姿勢変更手段10により変更される。
(もっと読む)
異種物品の溶接組立方法及びその装置
【課題】主に連続溶接で組立てる第1の物品と、主に点溶接で組立てる第2の物品とを混流生産可能とすると共に、溶接設備の稼働率低下を抑制する異種物品の溶接組立方法及びその装置を提供する。
【解決手段】ステーションS7から、スペースフレーム構造車体が搬出された場合、ステーションS10に搬入し、ステーションS12でスポット溶接された部位を隣接ステーションと兼用する溶接機m2,m3によってレーザ溶接している。ステーションS10の溶接を終えたアンダボデー2は、ステーションS12でサイドフレームアッシとルーフアッシとが組付けられてボデーシェル1とされた後、ステーションS17に搬入され、溶接機m5,m6によってレーザ溶接される。
(もっと読む)
組立体の組立作業方法及びその装置
【課題】複数の組立体毎の組立作業を行った後にこれらの組立体同士を接合する組立作業を行う場合であっても、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる組立体の組立作業方法及びその装置を提供する。
【解決手段】第1組立体Aを構成する複数の部品を、部品保持手段2の第1保持フレーム9に保持させると共に、第1組立体Aに組み付けられる第2組立体Bを構成する複数の部品を、部品保持手段2の第2保持フレーム10に保持させる。第1保持フレーム9の第1組立体Aと第2保持フレーム10の第2組立体Bとを組立作業手段により組立てる。第2保持フレーム10を第1保持フレーム9に向かって揺動させ、第2保持フレーム10の第2組立体Bを第1保持フレーム9に受け渡す。その後、組立作業手段により、第1保持フレーム9の第1組立体Aと第2組立体Bとを互いに組立て結合する。
(もっと読む)
部品組み付け方法及び装置
【課題】本体部品や付属部品を位置決め保持する治具を備えた設備構造を簡素化して設備費を低減する。
【解決手段】部品セット工程1には、本体部品であるドアインナパネル3を位置決め可能な汎用治具である第1,第2本体治具13,17を備える第1,第2組み付け部15,19を設ける。ドアインナパネル3に組み付ける付属部品であるドアサッシュ部材5を位置決め可能な専用治具である第1,第2,第3,第4付属部品治具25A,25B,27,29を、第1,第2組み付け部15,19の側部にてスライド移動可能に設置する。第1,第2本体治具13,17のいずれかに対し、必要とする車種に対応する第1〜第4付属部品治具25A〜29のいずれかを選択して、該選択した例えば第2付属部品治具25Bを第2スライド機構103によって例えば第2組み付け部19に移動させ、第2本体治具17に第2付属部品治具25Bを合体させる。
(もっと読む)
1 - 20 / 44
[ Back to top ]